


تصميم كسارة بلاستيك تبدأ عملية إعادة التدوير بتحديد المواد الخام، وأهداف الإنتاج، ونمط التشغيل. في شركة IPG، نتعامل مع الآلة كنظام قطع مُتحكم به، بحيث تتوافق خصائصها مع سلوك المواد الحقيقية. هذا النهج يُوجه اختياراتنا لنوع الآلة، وتصميم حجرة القطع، وفحوصات التشغيل.
قد تختلف طريقة تحميل حجرة القطع بأنواع البلاستيك المتشابهة ظاهريًا. فالأغشية البلاستيكية تميل إلى الالتفاف، بينما قد تتسبب الأجزاء الصلبة السميكة في زيادة عزم الدوران بشكل حاد عند دخول شوائب صلبة. نوضح ما يجب التحقق منه عند القادوس والمنخل لأن معظم الأعطال غير المتوقعة تبدأ عند حدود التغذية.
غالبًا ما تخلط نتائج البحث بين مصطلحات مثل الكسارة، والمفرمة، والمحببة. هنا، تشير "كسارة البلاستيك" إلى وحدة مزودة بسكين وغربال تعمل على تقليل حجم المواد تمهيدًا لمعالجتها لاحقًا. تحقق من التسمية والنطاق وفقًا للمخرجات المطلوبة وواجهة خط الإنتاج الفعلية.
متطلبات مدخلات ومخرجات التصميم
يصبح التصميم قابلاً للتكرار عند تحديد سلوك التغذية، ومعدل قبول المخرجات، وحدود التكامل بوضوح. نثبت هذه المدخلات قبل اختيار الدوار، أو تصميم الشفرات، أو الغربال. هذا يمنع الخطأ الشائع المتمثل في اختيار نوع الكسارة قبل تحديد خصائص المادة الخام.
ملف تعريف المواد الخام وفحوصات التلوث
يجب أن يصف ملفك التعريفي شكل وسلوك التعامل، وليس فقط عائلة البوليمر. نفصل الأغشية، والزجاجات، والأجزاء ذات الجدران الرقيقة، والأجزاء السميكة، والخردة المختلطة. كل شكل يُغير من طريقة التفاعل والتدفق. التدفقات المختلطة فعّالة، ولكن يجب عليك تحديد نطاق التشغيل بوضوح.
تُوجّه افتراضات التلوث استراتيجية التآكل والحماية من الأحمال الزائدة. يمكن للرمل أو المعدن أو الغبار أن تُغيّر أنماط التلف من "التآكل البطيء" إلى "تشقق الحواف". تحقق من مستويات التلوث عن طريق أخذ عينات، وليس بالاعتماد على صحة أوصاف المورد.
الغرض من التحكم في شكل وحجم الإخراج
حدد ما إذا كان الخط يحتاج إلى رقائق أو حبيبات. حدد مدى حساسية الخطوة التالية للغبار (الجسيمات الدقيقة). تختلف استجابة عمليات الغسل والنقل والصهر لتفاوت حجم الجسيمات. تأكد من قبول العملية مع مالكها. قد لا يكون المنتج "جيدًا ظاهريًا" مناسبًا أثناء النقل أو الترشيح.
يؤثر اختيار الشاشة على حجم الناتج، لكن الاستقرار يعتمد أيضًا على حالة السكين وتدفق المادة. الفتحات الأصغر تزيد من وقت بقاء المادة في الحجرة وعدد مرات القطع. هذا يحسن التجانس إذا بقي القطع في حالة قص. إذا تحول القطع إلى تمزق، ترتفع درجة الحرارة وتتراكم الجزيئات الدقيقة. تحقق من هذا السلوك في التجارب.
دورة التشغيل وطريقة التغذية
يُعدّ نمط التشغيل عاملاً مهماً. يتغير سلوك قطع البلاستيك تحت الحمل المستمر مقارنةً بالحمل المتقطع. يؤثر معدل بدء التشغيل والإيقاف، والارتفاعات المفاجئة في التيار، والأحمال الزائدة على الحرارة والاهتزاز. حدد دورات التشغيل مبكراً لضبط استراتيجية القيادة وإعدادات الحماية.
تتحكم طريقة التغذية في ثبات الحمولة. فالتفريغ اليدوي، والناقلات، والتفريغ الدفعي تُحدث أنماطًا مختلفة من التقلبات المفاجئة ومخاطر ارتداد الحمولة. تحقق من سلوك التغذية من خلال الممارسة الفعلية للمشغل، وليس فقط من خلال الإجراءات المكتوبة.
إمكانية الوصول إلى تكامل الخطوط والصيانة
يُحدد تكامل خط الإنتاج كيفية دخول المواد وخروجها. غالبًا ما تُؤثر هذه القيود على شكل القادوس ومخرج التفريغ أكثر من تأثيرها على حجرة القطع. يؤدي تراكم المواد في مخرج التفريغ إلى إعادة تدويرها، مما يُسبب الالتفاف أو الانسداد. لذا، يُنصح بفحص عملية التفريغ مبكرًا. غالبًا ما يبدو التراكم في المصب وكأنه "قطع غير سليم".“
يُعدّ الوصول للصيانة عنصرًا أساسيًا في التصميم. يجب أن تتم عمليات تغيير الشفرات، واستبدال الشاشات، والتنظيف دون الحاجة إلى تفكيك مطوّل. تحقق من افتراضات الوصول بناءً على المساحة الفعلية المتاحة في الموقع والأدوات اللازمة.
مجموعة المدخلات التي نطلبها أثناء مراجعة التصميم
- وصف العلف: الأشكال السائدة، تباين الخليط، ملاحظات التلوث (التحقق من خلال العينة)
- الهدف من الإخراج: رقائق مقابل حبيبات، التحكم في الحجم، حساسية المواد الناعمة
- ملف التشغيل: دورة التشغيل، طريقة التغذية، مخاطر زيادة التيار، توقعات التصفية
- حدود التكامل: معالجة التفريغ، المساحة، الحراسة، الوصول إلى الخدمة
أنواع واستخدامات كسارات البلاستيك الرئيسية
اختر نوع الكسارة من خلال ربطها بنمط تغذية سائد ونمط فشل محدد. نستخدم "الاستخدامات النموذجية" في المرحلة الأولى، ثم نتحقق من نطاق التشغيل باستخدام تغذية حقيقية. يعتمد الاختيار النهائي على تباين التدفق ودقة المخرجات.
كسارات ذات مخالب للخردة الصلبة السميكة
نختار القطع بأسلوب المخلب للأجزاء السميكة والصلبة التي تتطلب تثبيتًا قويًا. يتعامل هذا الأسلوب مع القطع الصلبة دون الاعتماد على شد المادة. يعتمد ثبات الحمل على طريقة التغذية، إذ يمكن لقطعة واحدة كبيرة الحجم أن تُحدث ارتفاعًا مفاجئًا في عزم الدوران.
غالباً ما تخفي الخردة الصلبة شوائب صلبة. حدد استراتيجية الحماية والتآكل مبكراً. تحقق من مخاطر التلوث وكيفية إدارة الأحمال الزائدة. تحقق أيضاً من تنظيف الغربال، حيث يمكن أن ترتد الشظايا الثقيلة وتنتشر.

كسارات رقائق الزجاجات والأجزاء ذات الجدران الرقيقة
تُعدّ الشفرات المسطحة الأنسب للزجاجات والعبوات ذات الجدران الرقيقة. فالقصّ النظيف، الشبيه بالمقص، يقلل من التمزق غير المنضبط. ويُعدّ ثبات وضعية القطع أمام الشفرات أمرًا بالغ الأهمية، إذ يؤدي عدم انتظام التلامس إلى زيادة الغبار والضوضاء. وتعتمد نظافة المنتج النهائي على حالة الشفرة ونوعية الشاشة المستخدمة ومدى قابلية القطع للكسر.
قد يؤدي اختلاط التدفقات إلى تقليص نطاق التشغيل. كما أن وجود الملصقات والأحزمة والأغلفة البلاستيكية في تدفقات الزجاجات قد يتسبب في تغليفها. لذا، تحقق من المزيج الفعلي قبل تثبيت إعدادات السكين والشاشة.
آلات تكسير الأغشية الرقيقة والأكياس
تركز تصميمات الأغشية على تغليفها ومعالجة المخاطر. والهدف هو ضمان عودة الغشاء إلى منطقة القص. فبدون التحكم في التدفق، ينضغط الغشاء على شكل كرات، أو يسد الشاشات، أو ينزلق على الدوارات. لذا، فإن استقرار التغذية وتوجيه التدفق أهم هنا من القوة الخام.
يتغير سلوك الفيلم بتغير سمكه ورطوبته. وتختلف خصائص الأكياس غير المحكمة والأغطية والأفلام المضغوطة. لذا، تحقق من فعالية مقاومة التغليف باستخدام فيلم نموذجي، وليس عينة عشوائية.
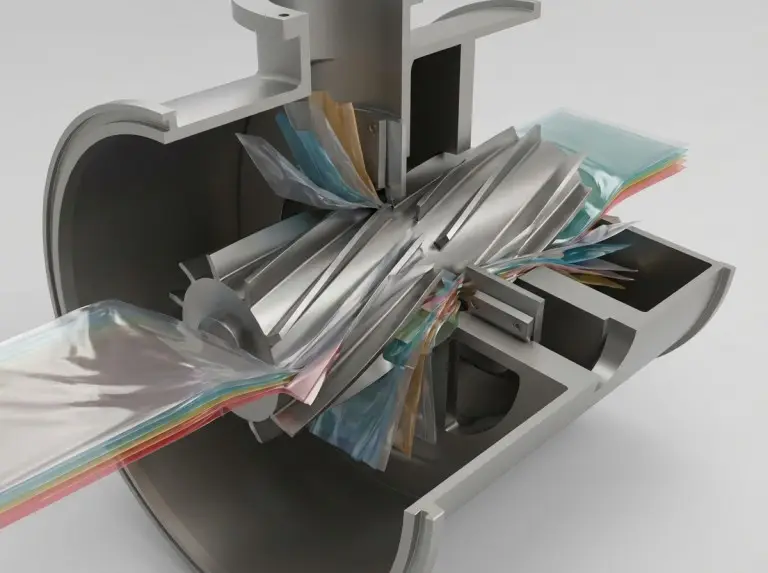
تصميم غرفة القطع وتدفق المواد
تُحدد حجرة القطع الاستقرار من خلال التحكم في التلامس، وزمن بقاء المادة، والتفريغ. نصمم العملية بناءً على كيفية وصول البلاستيك إلى منطقة القص، وخروجه عبر المنخل، والحد من ارتداده. يربط هذا التصميم تخطيط الدوار، والسرعة، والمناخل، والقواديس في مسار واحد.
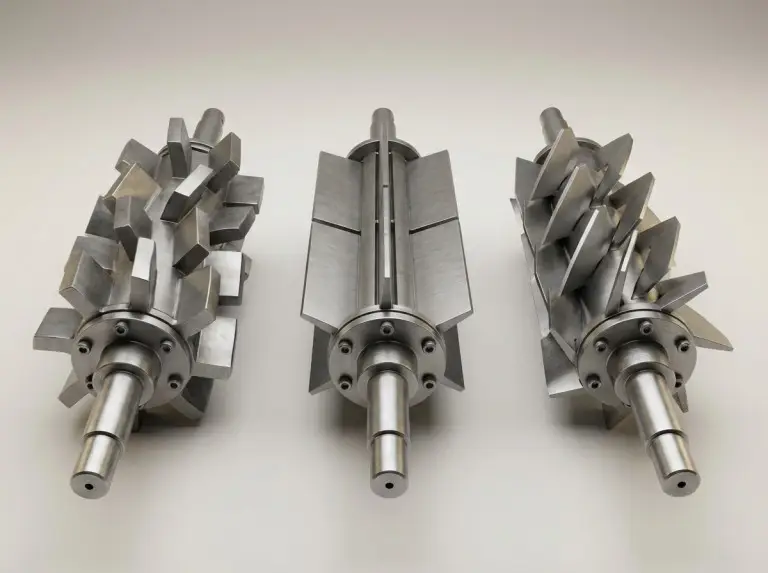
تصميم الدوار والسكين
يجب مطابقة تصميم الدوار والسكين مع التغذية السائدة. تتطلب بعض أنواع التغذية قصًا مضبوطًا مع تكرار العرض، بينما تتطلب أنواع أخرى تعشيقًا قويًا لتجنب التوقف. نحدد أولًا نمط الفشل المتوقع، ثم نصمم لمنعه.
يجب أن يعكس تصميم السكين سلوك شكل التغذية. تتمدد الأغشية الرقيقة وتلتف. أما الأجزاء الصلبة فترتد وتتكسر. تأكد من أن هندسة الحجرة تشجع إعادة الدخول إلى منطقة القص بدلاً من الدوران غير المنضبط.
استراتيجية السرعة وعزم الدوران
تعتمد استراتيجية السرعة وعزم الدوران على المفاضلة بين الإنتاجية والمنتجات الثانوية مثل الغبار الناعم والضوضاء والحرارة. فالسرعة العالية تقطع بشكل متكرر ولكنها تزيد من الغبار في حال تكسر المواد. أما السرعة المنخفضة فتحسن عزم الدوران وتقلل الضوضاء ولكنها قد تقلل من الإنتاجية.
نُفضّل استراتيجيةً تتحمّل التباين الواقعي. يُساعد التحكم المتغيّر، لكنّ فوائده تعتمد على حجم المحرك واستقرار التغذية. يجب التحقق من سلوك التحكم في ظلّ ظروف التحميل الزائد الحقيقية.
اختيار الشاشة وتدفق التفريغ
تتحكم الشاشات في حجم المخرجات ومدة بقائها. الفتحات الأصغر تُحسّن التجانس ولكنها تزيد من الحرارة ومخاطر الانسداد في حال تلطخ المادة المُغذّاة. الفتحات الأكبر تزيد من الإنتاجية ولكنها تزيد من تباين الحجم. تحقق من مدى تحمل التدفق في المراحل اللاحقة.
يُعدّ تدفق التفريغ جزءًا من النظام. ويؤدي تراكم التفريغ إلى تغيير سلوك الحجرة. ويمكن للصناديق والناقلات أن تُجبر على إعادة التدوير. لذا، يُنصح بالتحقق من معالجة التفريغ مبكرًا، حيث غالبًا ما يتم تشخيص مشاكل التفريغ خطأً على أنها مشاكل في القطع.
تصميم القادوس ومعالجة مقاومة الالتفاف
يجب أن يوجه تصميم قادوس التغذية المواد نحو مكانها ويحد من ارتدادها. ترتد القطع الصلبة بشكل مختلف عن الأغشية الرقيقة. تحقق من أداء القادوس باستخدام تغذية نموذجية. يجب أن تتوافق وسائل الحماية مع عمليات التحميل وإزالة الانحشار الفعلية.
تُعدّ معالجة المواد الالتفافية مشكلةً في تدفق المواد. يتسارع الالتفاف عندما يُقلّل الانسداد الجزئي من مساحة فتحات الشاشة. لذا، يُنصح بفحص ميل المواد للالتفاف أثناء التجارب وتعديل مسار التدفق قبل زيادة الإنتاجية.
|
نقطة القرار |
ما الذي يمكن أن يحسنه؟ |
ما يمكن أن يتفاقم |
ما نتحقق منه في التجارب |
|---|---|---|---|
|
استراتيجية السرعة العالية |
إمكانية الإنتاجية |
غرامات، ضوضاء، حرارة |
اتجاه الغبار وارتفاع درجة الحرارة |
|
فتحات شاشة أصغر |
تناسق الحجم |
الحرارة، خطر الانسداد |
انسداد مع تغذية حقيقية |
|
اشتباك عدواني |
سحب الخردة الصلبة |
ارتفاعات مفاجئة في عزم الدوران، ارتداد |
الأحمال الزائدة والتحويل العكسي |
|
قادوس مُركّز على التدفق |
استقرار التغذية |
قيود المساحة |
مخاطر الجسور |
التآكل، والتسريب، وقابلية الخدمة
تعتمد الموثوقية على التحكم في التآكل، ومنع دخول الغبار، وسهولة الوصول إلى الفوائد التشغيلية.نصمم مسارات العمل بحيث تبقى الأعمال الروتينية روتينية. يعتمد التآكل الفعلي على الملوثات والانضباط. تحقق من ذلك من خلال عمليات فحص مبكرة.
استراتيجية تآكل السكين وشحذها
يُوازن بين قوة تماسك الحواف ومقاومة الصدمات. غالبًا ما تحتوي المواد البلاستيكية على شوائب صلبة. نتجنب تحديد عمر افتراضي ثابت لأن الأداء يختلف. افحص أنماط التآكل المبكرة للتأكد مما إذا كان السبب هو الاحتكاك أو التكسر أو الحرارة.
تؤثر عملية الشحذ الدقيقة على كمية المواد الناعمة والحرارة. فالحواف غير الحادة تحول القطع من القص إلى الطرق. وغالبًا ما يشير انحراف الإخراج والضوضاء إلى تدهور الحافة. حدد معايير الفحص بدلًا من الاعتماد على وعود زمنية.
صلابة الحجرة وثبات الفجوة
تمنع صلابة الحجرة أي انحراف قد يؤثر على القطع. ويؤثر ثبات الفجوة على الجودة والاهتزاز والسلامة. نصمم منتجاتنا مع مراعاة الصلابة ونتحقق من ثباتها بعد دورة الصيانة الأولى.
ينبغي أن تركز الحماية من التآكل على الأسطح التي تحدد المحاذاة والتدفق. فالتآكل في هذه المناطق يُغير زمن بقاء المواد وكثافتها. تحقق من فعالية الحماية بالفحص، وليس بالاعتماد على سماكة المادة فقط.
المحامل، والأختام، وعزل الغبار
غالباً ما تبدأ أعطال المحامل بالغبار والحرارة، وليس فقط بمشاكل التشحيم. نقوم بعزل المناطق المتربة عن الدعامات ونختار مواد منع التسرب المناسبة للحمل. نتحقق من أداء مانع التسرب من خلال رصد تغيرات درجة الحرارة والضوضاء في المراحل المبكرة.
لا يُجدي التزييت نفعاً إلا إذا تم التحكم في دخول الملوثات. كما أن التحميل الزائد المتكرر يُسرّع من التلف. تحقق من سلوك التحميل الزائد باستخدام طرق التغذية الفعلية.
إمكانية الوصول للصيانة للشفرات والشاشات
صمّم سهولة الصيانة بما يتناسب مع المهام المتكررة. يجب أن تتناسب سهولة الوصول إلى الشفرات، وإزالة الشاشات، والتنظيف مع حدود الموقع. تحقق من مسارات الوصول وأدوات الرفع مبكراً. "عدم وجود مساحة للصيانة" يعني توقفاً طويلاً عن العمل لاحقاً.
تساهم حزمة التوثيق العملية في تقليل التأخير. نحدد الغرض من التجميع، ونقاط الفحص، وملاحظات الخدمة. نتحقق من نطاق التوثيق لكل مشروع.
قائمة التحقق قبل وبعد التشغيل
يقلل التشغيل التجريبي من المخاطر عند ربط عمليات التحقق بافتراضات التصميم. استخدم عمليات التحقق قبل بدء التشغيل والتجارب والمراقبة لاكتشاف المشكلات الخفية. كرر عملية التحقق عند تغيير مزيج التغذية أو قبول المخرجات.
وحدة التحقق من التشغيل
- قبل البدء: الحماية، والمثبتات، وتركيب السكين، وتركيب الشاشة، ومسارات الوصول
- التجربة الأولية: استقرار التغذية، الارتداد، ميل الالتفاف/الجسر، التفريغ
- فحوصات الاتجاهات: الاهتزاز، ارتفاع درجة الحرارة، الضوضاء غير الطبيعية
- فحوصات المخرجات: اتساق الحجم، واتجاه الغرامات مقابل التفاوت المسموح به
فحوصات السلامة والميكانيكية قبل بدء التشغيل
تمنع الفحوصات حدوث أضرار غالباً ما تُفسر خطأً على أنها "قطع غير سليم". تأكد من تركيب السكين، وتثبيت الشاشة، وتأمين المثبتات. تحقق من أن الحماية تتناسب مع وصول المشغل الفعلي.
تأكد من إجراءات الإغلاق الآمن والوصول الآمن مع فريق الصيانة. يُعتبر التصميم الآمن غير فعال إذا شجعت العملية على إزالة الأعطال بطريقة غير آمنة. تحقق من الممارسات جنبًا إلى جنب مع الأجهزة.
ملاحظات تجريبية مع تغذية حقيقية
استخدم عينات تمثيلية للتجارب، وليس عينات نظيفة. راقب ما إذا كانت المادة تدخل منطقة القص أو تعود للتدوير. بالنسبة للأفلام، ابحث عن أي التفاف مبكر أو انسداد للشاشة.
اضبط معدل التغذية قبل زيادة الإنتاجية. استقرار غرفة الاحتراق عند معدل تغذية متوسط يُعد مؤشراً أفضل على النجاح من اختبار ذروة قصير. تحقق من استقرار الخليط عبر نطاق الخلط.
مراقبة الاتجاهات: الاهتزاز، الحرارة، الضوضاء
ركز على الاتجاهات، لا على القيم المطلقة. تختلف المعايير الأساسية باختلاف التركيب. قد يشير ارتفاع الاهتزاز أو الحرارة أو الضوضاء الجديدة إلى ارتخاء أو تلوث. عند ظهور هذه الاتجاهات، قلل الحمل وافحص التركيب.
اربط المراقبة بالصيانة. فالمراقبة دون اتخاذ إجراء تسمح بحدوث التلف. تحقق من إجراءات الاستجابة خلال الأسابيع الأولى.
فحوصات قبول المخرجات والانحراف
تأكد من أن الشاشة ووضع القطع ينتجان مسحوقًا معاد طحنه بجودة مقبولة. قارن توزيع حجم الحبيبات والشوائب الدقيقة مع حساسية عملية الطحن اللاحقة. إذا كان هناك انحراف في الناتج، فتحقق أولًا من حالة الشفرة وانسداد الشاشة.
تحقق من قبول المنتج من خلال عمليات المعالجة اللاحقة. يكشف النقل والصهر عن المشكلات التي قد لا تظهر في عينة الدلو. عند تشديد معايير القبول، راجع الإعدادات.
الأسئلة الشائعة
عادةً ما تعود الأسئلة إلى عدم تطابق التغذية، أو عدم الاستقرار، أو الصيانة. نجيب باستنتاج، ثم نوضح الشروط وخطوات التحقق. وتعتمد كل إجابة على مزيجك وبيئتك.
ما الذي يسبب التفاف الغشاء على الدوار؟
يعني الالتفاف أن خيوط الفيلم تدور حول الدوار بدلاً من دخول منطقة القص. أولاً، تحقق من طريقة التغذية والتغذية الاندفاعية. قد تتسبب الجسور في حدوث الالتفاف حتى مع السكاكين الحادة. تحقق أيضاً من عدم وجود انسداد في الشاشة، مما يُسرّع عملية الالتفاف.
لماذا يتغير حجم الإخراج مع نفس الشاشة؟
عادةً ما ينتج الانحراف عن تغيير الشفرات أو انسدادها جزئيًا. تأكد من حدة السكين وثباتها في مكانها. الحواف غير الحادة تزيد من التمزق. تحقق من وجود آثار للحرارة أو تلطخ إذا كان البوليمر حساسًا.
ما هي خيارات التصميم التي تقلل الغرامات دون فقدان الاستقرار؟
تقلّ كمية الغبار الناعم عند استمرار القطع في وضع القص. تأكد من أن السرعة والتعشيق يتناسبان مع صلابة التغذية. تحقق من اختيار الشاشة وحالة الشفرة معًا. يؤدي طول مدة بقاء الشفرة في مكانها إلى تراكم الغبار الناعم.
ما الذي يؤدي إلى فشل المحامل في عملية سحق البلاستيك؟
غالباً ما تبدأ الأعطال بالغبار أو الحرارة أو الأحمال الزائدة المتكررة. تأكد من إحكام الإغلاق وعزل الغبار قبل تغيير مواد التشحيم. راقب تقلبات التغذية، لأنها تُسبب ارتفاعات مفاجئة ومتكررة في عزم الدوران.
كيف ينبغي لتصميم القادوس أن يقلل من ارتداد الوقود؟
ينبغي أن توجه القواديس المواد إلى موضع التفاعل وتمنع ارتدادها. تحقق من السلوك باستخدام تغذية نموذجية. يختلف الارتداد باختلاف الأجزاء الصلبة والزجاجات والأغشية. تحقق من وسائل الحماية وممارسات المشغل في الموقع.
متى يفشل اختيار الكسارة؟
يحدث العطل عندما يحتوي التدفق على أشكال أو ملوثات خارج نطاق التشغيل. تحقق من خلو أنابيب الزجاجات من أي أغشية أو كتل، حيث يؤثر ذلك على عملية التغليف وعزم الدوران. تحقق من مستويات التلوث، لأنها تؤثر على معدل التآكل.
الخاتمة
تربط عملية التصميم المتينة بين المدخلات والاختيار والتدفق والتحقق. في IPG، نحدد نطاق التشغيل أولاً. ثم نصمم التدفق والوصول للحفاظ على الاستقرار في ظل تباين واقعي. يعتمد النجاح على مزيج التغذية والصيانة.
بالنسبة للآلات المصممة حسب الطلب، تتمثل الخطوة التالية في إعداد مجموعة بيانات إدخال مختصرة. يجب إعداد وصف تمثيلي للتغذية، وهدف الإخراج، وقيود التخطيط، وملف تعريف التشغيل. باستخدام هذه البيانات، يمكننا تحديد قواعد اتخاذ القرار وخطوات التحقق اللازمة للتشغيل.