


Entwurf eines Kunststoffzerkleinerer Für das Recycling beginnt alles mit der Definition des Ausgangsmaterials, der Produktionsziele und des Betriebsprofils. Bei IPG betrachten wir die Maschine als gesteuertes Schneidsystem. Sie muss das Verhalten realer Materialien nachbilden. Diese Herangehensweise prägt unsere Entscheidungen hinsichtlich Maschinentyp, Kammerlayout und Inbetriebnahmeprüfungen.
Ähnlich aussehende Kunststoffströme können eine Schneidkammer unterschiedlich belasten. Folien neigen zum Verwickeln, während dicke, starre Teile bei Eindringen harter Verunreinigungen ein hohes Drehmoment verursachen können. Wir verdeutlichen, was am Trichter und Sieb zu überprüfen ist, da die meisten unerwarteten Ausfälle an der Zuführungsgrenze beginnen.
Suchergebnisse vermischen häufig Begriffe wie Brecher, Schredder und Granulator. Hier bezeichnet “Kunststoffbrecher” eine Messer-Sieb-Einheit, die Material für die Weiterverarbeitung zerkleinert. Überprüfen Sie die Bezeichnung und den Anwendungsbereich anhand Ihrer geforderten Leistung und der tatsächlichen Schnittstellen in Ihrer Produktionslinie.
Design-Eingabe- und Ausgabeanforderungen
Die Konstruktion wird reproduzierbar, wenn Aufgabematerialverhalten, Ausgabequalität und Integrationsgrenzen klar definiert sind. Diese Eingangsgrößen werden festgelegt, bevor Rotor, Messeranordnung oder Sieb ausgewählt werden. Dadurch wird der häufige Fehler vermieden, einen Brechertyp auszuwählen, bevor das Aufgabematerial charakterisiert ist.
Rohstoffprofil und Kontaminationsprüfungen
Ihr Profil muss Form und Handhabungsverhalten beschreiben, nicht nur die Polymerfamilie. Wir trennen Folien, Flaschen, dünnwandige Teile, dickwandige Teile und gemischte Abfälle. Jede Form beeinflusst Eingriff und Materialfluss. Gemischte Materialströme sind möglich, jedoch muss der Betriebsbereich explizit definiert werden.
Annahmen zu Verunreinigungen bestimmen die Verschleißstrategie und den Überlastungsschutz. Sand, Metall oder Staub können die Ausfallmechanismen von “langsamem Verschleiß” zu “Kantenabsplitterung” verändern. Überprüfen Sie den Grad der Verunreinigung durch Stichproben und verlassen Sie sich nicht darauf, dass die Angaben des Lieferanten korrekt sind.
Absicht zur Steuerung von Ausgabeform und -größe
Geben Sie an, ob die Anlage Flocken oder Granulat benötigt. Definieren Sie, wie empfindlich der nächste Schritt gegenüber Staub (Feinanteilen) ist. Waschen, Fördern und Schmelzen reagieren unterschiedlich auf die Korngrößenverteilung. Bestätigen Sie die Abnahme mit dem Prozessverantwortlichen. Auch wenn es “gut aussieht”, kann es beim Fördern oder Filtern zu Fehlern kommen.
Die Wahl des Siebs beeinflusst die Ausgabegröße, die Stabilität hängt jedoch auch vom Zustand des Messers und dem Materialfluss ab. Kleinere Öffnungen verlängern die Verweilzeit in der Kammer und erhöhen die Anzahl der Schneidvorgänge. Dies verbessert die Gleichmäßigkeit, solange der Schnitt im Scherverfahren erfolgt. Geht der Schnitt in Richtung Reißen über, entstehen mehr Feinanteile und Wärme. Dieses Verhalten sollte in Versuchen überprüft werden.
Arbeitszyklus und Zuführungsmethode
Das Betriebsprofil ist entscheidend. Das Schneidverhalten von Kunststoffen ändert sich unter Dauerlast im Vergleich zu intermittierenden Belastungsspitzen. Start-Stopp-Frequenz, Spannungsspitzen und Überlastungen beeinflussen Wärmeentwicklung und Vibrationen. Definieren Sie die Betriebszyklen frühzeitig, um die Antriebsstrategie und die Schutzeinstellungen festzulegen.
Die Zuführmethode beeinflusst die Ladungsgleichmäßigkeit. Manuelles Entladen, Förderbänder und Chargenabgabe erzeugen unterschiedliche Schwankungsmuster und Rückschlagrisiken. Überprüfen Sie das Zuführverhalten anhand der tatsächlichen Bedienerpraxis, nicht nur anhand schriftlicher Anweisungen.
Linienintegration und Wartungszugang
Die Linienintegration bestimmt den Materialein- und -austritt. Diese Rahmenbedingungen beeinflussen Trichter und Auslauf oft stärker als die Schneidkammer. Ein Materialstau führt zu Rezirkulation, was Verwicklungen oder Verstopfungen zur Folge haben kann. Überprüfen Sie die Auslaufsteuerung frühzeitig. Staus im nachgelagerten Bereich sehen oft wie “schlechtes Schneiden” aus.”
Die Wartungszugänglichkeit ist ein zentrales Konstruktionselement. Klingenwechsel, Siebtausch und Reinigungen müssen ohne aufwendige Demontage möglich sein. Überprüfen Sie die Annahmen zur Zugänglichkeit anhand der tatsächlichen Gegebenheiten vor Ort und der verfügbaren Werkzeuge.
Eingabepaket, das wir während der Designprüfung anfordern
- Futterbeschreibung: dominante Formen, Mischungsvariabilität, Hinweise zu Verunreinigungen (anhand einer Probe überprüfen)
- Ausgabeziel: Flocken vs. Granulat, Größenkontrolle, Feinpartikelempfindlichkeit
- Betriebsprofil: Betriebszyklus, Zuführungsmethode, Überspannungsrisiko, Räumungserwartungen
- Integrationsgrenzen: Abwasserbehandlung, Platzbedarf, Schutzeinrichtungen, Wartungszugang
Haupttypen und Einsatzgebiete von Kunststoffbrechern
Wählen Sie eine Brechertyp Die Zuordnung erfolgt zu einer dominanten Zulaufform und einem dominanten Fehlermodus. Im ersten Durchgang verwenden wir “typische Anwendungsfälle” und überprüfen anschließend den Betriebsbereich mit realen Zulaufdaten. Die endgültige Auswahl hängt von der Variabilität des Zulaufs und der Strenge der Ausgabe ab.
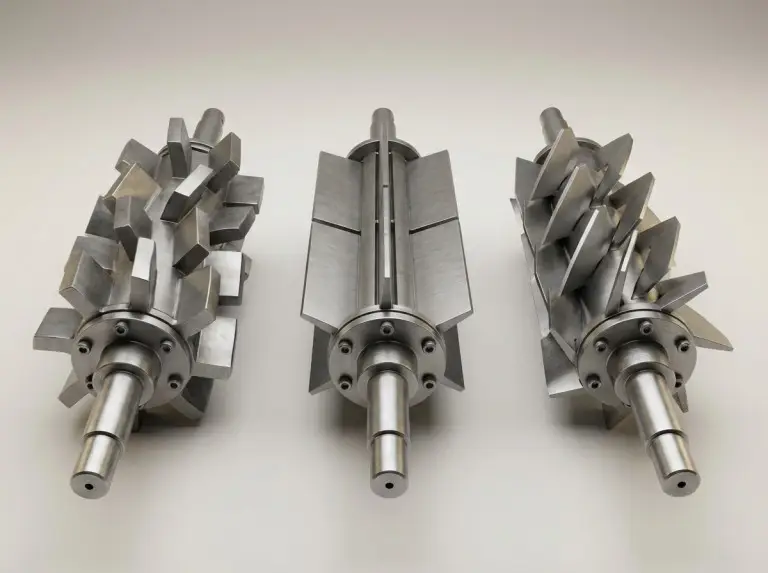
Klauenbrecher für dicken, starren Schrott
Für dicke, starre Teile, die einen festen Eingriff erfordern, wählen wir das Klauenschneidverfahren. Dieses Verfahren eignet sich für massive Werkstücke, ohne auf Materialspannung angewiesen zu sein. Die Laststabilität hängt von der Vorschubführung ab. Ein einzelnes, zu großes Werkstück kann einen Drehmomentstoß verursachen.
Harte Partikel verbergen oft harte Einschlüsse. Definieren Sie Ihre Verschleiß- und Schutzstrategie frühzeitig. Prüfen Sie das Kontaminationsrisiko und wie Sie Überlastungen bewältigen. Kontrollieren Sie außerdem die Siebreinigung, da schwere Partikel zurückprallen und im Kreislauf zirkulieren können.

Flockenbrecher für Flaschen und dünnwandige Teile
Flachklingen eignen sich am besten für Flaschen und dünnwandige Behälter. Ein sauberer, scherenartiger Schnitt reduziert unkontrolliertes Einreißen. Ein stabiler Halt der Klingen ist entscheidend. Unregelmäßiger Eingriff führt zu mehr Feinanteilen und Geräuschen. Die Sauberkeit des Schnittguts hängt vom Zustand der Klingen, der Wahl des Siebs und der Bruchneigung ab.
Gemischte Materialströme können das Betriebsfenster verkleinern. Etiketten, Umreifungsbänder und Folien in Flaschenströmen können das Umwickeln auslösen. Überprüfen Sie die tatsächliche Materialmischung, bevor Sie eine feste Messer- und Siebkonfiguration festlegen.
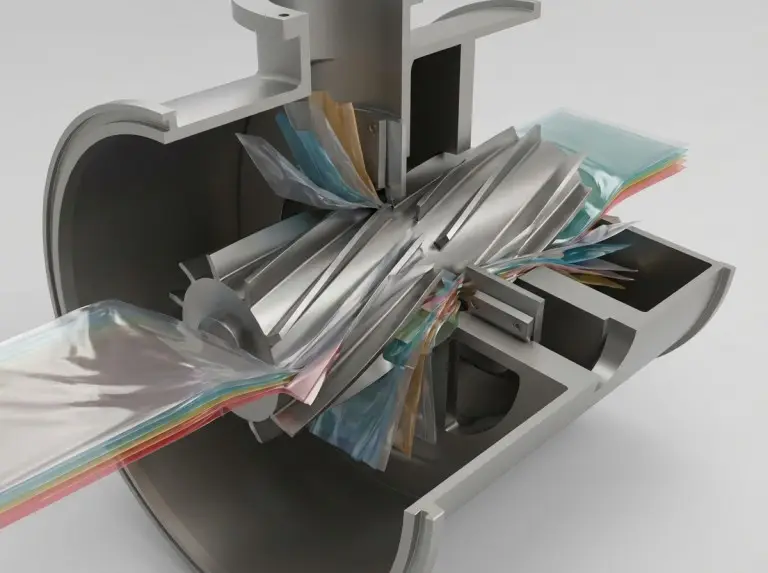
Folienzerkleinerer für Weichfolien und Beutel
Folienkonstruktionen konzentrieren sich auf die Vermeidung von Umhüllungs- und Überbrückungsrisiken. Ziel ist es, zu verhindern, dass die Folie erneut in die Scherzone eintritt. Ohne Flusskontrolle verklumpt die Folie, verstopft Siebe oder rollt auf Rotoren auf. Zuführungsstabilität und Flussführung sind hier wichtiger als reine Leistung.
Das Verhalten von Folien ändert sich mit der Dicke und der Feuchtigkeit. Lose Beutel, Abdeckungen und verdichtete Folien verhalten sich unterschiedlich. Überprüfen Sie die Anti-Wrap-Eigenschaften mit einer repräsentativen Folie, nicht mit einer einfachen Probe.
Schneidkammer- und Materialflussdesign
Die Schneidkammer bestimmt die Stabilität durch Steuerung von Eingriff, Verweilzeit und Austrag. Wir optimieren die Konstruktion hinsichtlich des Ablaufs, bei dem der Kunststoff die Scherzone erreicht, das Sieb passiert und Rückprall verhindert wird. Dadurch werden Rotoranordnung, Drehzahl, Siebe und Trichter zu einem Gesamtprozess verknüpft.
Rotor- und Messeranordnung
Die Rotor- und Messeranordnung ist auf den dominanten Vorschub abgestimmt. Manche Vorschübe erfordern eine kontrollierte Scherung mit wiederholter Zuführung. Andere benötigen einen aggressiven Eingriff, um ein Blockieren zu vermeiden. Wir definieren zunächst den zu erwartenden Ausfallmodus und entwickeln dann eine Konstruktion, die diesen verhindert.
Die Anordnung der Messer muss dem Formverhalten des Zufuhrguts entsprechen. Dünne Folien dehnen sich und wickeln sich um. Starre Teile federn zurück und brechen. Stellen Sie sicher, dass die Kammergeometrie den Wiedereintritt in die Scherzone begünstigt und eine unkontrollierte Zirkulation verhindert.
Geschwindigkeits- und Drehmomentstrategie
Die Strategie, Drehzahl und Drehmoment zu optimieren, stellt einen Kompromiss zwischen Durchsatz und Nebenprodukten wie Feinstaub, Lärm und Wärme dar. Höhere Drehzahlen ermöglichen häufigere Schnitte, führen aber bei Materialbruch zu erhöhter Staubentwicklung. Niedrigere Drehzahlen verbessern das Drehmoment und reduzieren den Lärm, können aber die Kapazität verringern.
Wir bevorzugen eine Strategie, die realistische Abweichungen toleriert. Eine variable Regelung ist hilfreich, der Nutzen hängt jedoch von der Antriebsdimensionierung und der Zufuhrstabilität ab. Überprüfen Sie das Regelverhalten unter realen Überlastbedingungen.
Siebauswahl und Abfluss
Siebe steuern die Ausgabegröße und Verweilzeit. Kleinere Öffnungen verbessern die Konsistenz, erhöhen aber das Risiko von Hitzeentwicklung und Verstopfungen bei verschmiertem Zulauf. Größere Öffnungen steigern den Durchsatz, erhöhen jedoch die Größenstreuung. Die Toleranz gegenüber nachgelagerten Prozessen ist zu prüfen.
Der Materialfluss ist Teil des Systems. Ein Materialrückstau verändert das Verhalten der Kammer. Behälter und Förderbänder können eine Rezirkulation erzwingen. Überprüfen Sie die Materialhandhabung frühzeitig, da Probleme beim Materialfluss oft fälschlicherweise als Schneidprobleme diagnostiziert werden.
Trichterkonstruktion und Anti-Wrap-Handling
Die Geometrie des Einfülltrichters muss das Material gezielt führen und den Rückschlag minimieren. Starre Teile federn anders zurück als Folien. Überprüfen Sie die Trichterleistung mit repräsentativer Materialzufuhr. Die Schutzvorrichtungen müssen den tatsächlichen Beladungs- und Störungsbeseitigungsgewohnheiten entsprechen.
Die Vermeidung von Materialverwicklungen ist ein Problem des Materialflusses. Verwicklungen beschleunigen sich, wenn eine teilweise Verstopfung die offene Siebfläche verringert. Überprüfen Sie die Verwicklungstendenz während der Versuche und passen Sie den Materialweg an, bevor Sie den Durchsatz erhöhen.
|
Entscheidungspunkt |
Was es verbessern kann |
Was es verschlimmern kann |
Was wir in den Prozessen überprüfen |
|---|---|---|---|
|
Strategie mit höherer Geschwindigkeit |
Durchsatzpotenzial |
Bußgelder, Lärm, Hitze |
Staubentwicklung und Temperaturanstieg |
|
Kleinere Bildschirmöffnungen |
Größenkonsistenz |
Hitze, Verstopfungsgefahr |
Blockade bei Echtzeit-Feed |
|
Aggressives Engagement |
Einzug von starrem Schrott |
Drehmomentspitzen, Rückfederung |
Überlastungen und Rückkopplung |
|
Durchflussorientierter Trichter |
Fütterungsstabilität |
Platzbeschränkungen |
Überbrückungsrisiko |
Verschleiß, Abdichtung und Gebrauchstauglichkeit
Die Zuverlässigkeit hängt von Verschleißkontrolle, Staubausschluss und Zugänglichkeit ab. operative Vorteile.Wir gestalten Wege so, dass Routinearbeiten reibungslos ablaufen. Der tatsächliche Verschleiß hängt von Verunreinigungen und der Einhaltung der Arbeitsabläufe ab. Überprüfen Sie dies durch frühzeitige Inspektionen.
Messerverschleiß und Schärfstrategie
Ausgewogene Schnitthaltigkeit und Schlagzähigkeit sind entscheidend. Kunststoffströme enthalten oft harte Einschlüsse. Wir verzichten auf Angaben zur Lebensdauer, da die Leistung variiert. Untersuchen Sie das Verschleißbild, um festzustellen, ob die Ursache Abrieb, Absplitterung oder Hitze ist.
Disziplin beim Schärfen beeinflusst Feinanteile und Hitzeentwicklung. Stumpfe Schneiden verlagern den Schnitt vom Scheren zum Hämmern. Abweichungen im Ausgabevolumen und Rauschen deuten oft auf eine Verschlechterung der Schneide hin. Definieren Sie Prüfkriterien statt zeitbasierter Zusagen.
Kammersteifigkeit und Spaltstabilität
Die Steifigkeit der Kammer verhindert Verformungen, die den Schnitt beeinträchtigen. Die Spaltstabilität beeinflusst Qualität, Vibrationen und Sicherheit. Wir konstruieren auf Steifigkeit und überprüfen die Stabilität nach dem ersten Wartungszyklus.
Der Verschleißschutz sollte sich auf Oberflächen konzentrieren, die die Ausrichtung und den Materialfluss beeinflussen. Verschleiß an diesen Stellen verändert die Verweilzeit und die Feinstaubkonzentration. Die Wirksamkeit des Schutzes ist durch Inspektion zu überprüfen, nicht durch die Annahme, die Materialstärke sei ausreichend.
Lager, Dichtungen und Staubisolierung
Lagerschäden beginnen oft mit Staub und Hitze, nicht nur mit Schmierproblemen. Wir isolieren staubige Bereiche von den Lagern und wählen die Dichtungen passend zur Belastung. Die Dichtungsleistung wird anhand der frühen Temperatur- und Geräuschentwicklung überprüft.
Schmierung ist nur wirksam, wenn das Eindringen von Verunreinigungen verhindert wird. Wiederholte Überlastungen beschleunigen zudem die Schädigung. Überprüfen Sie das Überlastungsverhalten anhand realer Fütterungsmethoden.
Wartungszugang für Rotorblätter und Siebe
Die Wartungsfreundlichkeit muss auf häufige Arbeitsschritte abgestimmt sein. Zugang zu den Klingen, Demontage des Siebs und Reinigung müssen den räumlichen Gegebenheiten entsprechen. Zugangswege und Hebezeuge sollten frühzeitig geprüft werden. “Kein Platz für Wartungsarbeiten” bedeutet später lange Ausfallzeiten.
Ein praxisorientiertes Dokumentationspaket reduziert Verzögerungen. Wir definieren Montageabsicht, Prüfpunkte und Servicehinweise. Überprüfen Sie den Dokumentationsumfang für jedes Projekt.
Checkliste zur Überprüfung vor und nach der Inbetriebnahme
Die Inbetriebnahme reduziert das Risiko, indem Prüfungen an die Konstruktionsannahmen gekoppelt werden. Nutzen Sie Vorstartprüfungen, Testläufe und Überwachung, um versteckte Probleme aufzudecken. Wiederholen Sie die Überprüfung, wenn sich die Zusammensetzung des Zufuhrmaterials oder die Abnahmekriterien ändern.
Inbetriebnahmeprüfungsblock
- Vor Beginn: Schutzvorrichtungen, Befestigungselemente, Messeraufnahme, Siebmontage, Zugangswege
- Testlauf: Zuführungsstabilität, Rückprallverhalten, Wickel-/Brückenbildung, Auswurf
- Trendprüfungen: Vibrationen, Temperaturanstieg, ungewöhnliche Geräusche
- Ausgabeprüfungen: Größenkonstanz, Feinanteilstrend im Vergleich zur Toleranz
Sicherheits- und Funktionsprüfungen vor dem Start
Kontrollen verhindern Schäden, die oft fälschlicherweise als “schlechter Schnitt” interpretiert werden. Überprüfen Sie die Messermontage, den korrekten Sitz des Siebs und die sichere Befestigung. Stellen Sie sicher, dass die Schutzvorrichtungen dem tatsächlichen Zugriffsrecht des Bedieners entsprechen.
Bestätigen Sie die Sperrung und den sicheren Zugang mit dem Wartungsteam. Ein sicheres Design ist wirkungslos, wenn der Prozess unsichere Störungsbeseitigungsmethoden begünstigt. Überprüfen Sie die Vorgehensweisen in Verbindung mit der Hardware.
Beobachtungen im Probelauf mit realem Futter
Verwenden Sie für Versuche repräsentatives Material, keine Reinproben. Achten Sie darauf, ob Material in die Scherzone gelangt oder rezirkuliert. Bei Folien ist auf frühzeitiges Umwickeln und Verstopfen der Siebe zu achten.
Passen Sie den Zufuhrrhythmus an, bevor Sie den Durchsatz maximieren. Eine stabile Kammer bei moderater Zufuhr sagt den Erfolg besser voraus als ein kurzer Spitzentest. Überprüfen Sie die Stabilität über den gesamten Mischungsbereich.
Trendüberwachung: Vibration, Wärme, Lärm
Konzentrieren Sie sich auf Trends, nicht auf absolute Werte. Die Ausgangswerte variieren je nach Installation. Zunehmende Vibrationen, Wärmeentwicklung oder neue Geräusche können auf Lockerungen oder Verunreinigungen hinweisen. Reduzieren Sie bei entsprechenden Trends die Belastung und führen Sie eine Überprüfung durch.
Verknüpfen Sie die Überwachung mit der Instandhaltung. Überwachung ohne Maßnahmen führt zu Schäden. Überprüfen Sie die Reaktionsverfahren in den ersten Wochen.
Ausgabeakzeptanz- und Abweichungsprüfungen
Prüfen Sie, ob Sieb und Schneidmodus ein akzeptables Mahlgut erzeugen. Überprüfen Sie die Korngrößenverteilung und den Feinanteil im Hinblick auf die Empfindlichkeit nachgelagerter Systeme. Bei Abweichungen im Ausgabewert prüfen Sie zuerst den Zustand der Schneidmesser und das Sieb auf Verstopfungen.
Die Akzeptanz sollte anhand der nachgelagerten Verarbeitungsschritte überprüft werden. Fördern und Schmelzen decken Probleme auf, die bei einer Eimerprobe übersehen werden. Bei strengeren Akzeptanzkriterien sind die Einstellungen zu überprüfen.
FAQ
Die häufigsten Probleme lassen sich auf Unstimmigkeiten in der Zufuhr, Instabilität oder Wartungsbedarf zurückführen. Wir beantworten Ihre Fragen mit einer Schlussfolgerung, den entsprechenden Bedingungen und den erforderlichen Prüfschritten. Jede Antwort ist abhängig von Ihrer Mischung und den Umgebungsbedingungen.
Was verursacht die Folienwicklung auf dem Rotor?
Beim Umwickeln der Folienstränge gleiten diese am Rotor entlang, anstatt in die Scherzone zu gelangen. Überprüfen Sie zunächst die Materialzufuhr und die Zuführungsgeschwindigkeit. Selbst bei scharfen Messern können sich Folienstränge umwickeln. Achten Sie außerdem auf Verstopfungen im Sieb, da diese das Umwickeln beschleunigen.
Warum ändert sich die Ausgabegröße bei gleichem Bildschirm?
Materialablösung entsteht meist durch Klingenwechsel oder teilweises Verstopfen. Überprüfen Sie die Schärfe und den Sitz des Messers. Stumpfe Schneiden erhöhen das Risiko von Ausrissen. Achten Sie bei empfindlichen Polymeren auf Anzeichen von Hitzeeinwirkung und Schmierung.
Welche Konstruktionsentscheidungen reduzieren die Bußgelder, ohne die Stabilität zu beeinträchtigen?
Beim Schneiden im Schermodus fallen feine Partikel ab. Prüfen Sie, ob Drehzahl und Eingriffswinkel zur Vorschubsteifigkeit passen. Überprüfen Sie die Siebauswahl und den Zustand des Messers. Zu lange Verweilzeiten führen zu Feinpartikeln.
Was verursacht Lagerschäden bei der Kunststoffzerkleinerung?
Störungen beginnen oft mit Staub, Hitze oder wiederholter Überlastung. Überprüfen Sie die Abdichtung und Staubisolierung, bevor Sie das Schmiermittel wechseln. Achten Sie auf Spannungsspitzen, da diese wiederholte Drehmomentspitzen verursachen.
Wie sollte die Konstruktion des Trichters den Rückschlag reduzieren?
Die Trichter sollten das Material gezielt in die Zuführung leiten und Rückprallwege verhindern. Überprüfen Sie das Verhalten mit einer repräsentativen Zuführung. Der Rückprall ist bei starren Teilen, Flaschen und Folien unterschiedlich. Überprüfen Sie die Schutzvorrichtungen und die Bedienungspraxis vor Ort.
Wann versagt die richtige Wahl des Brechers?
Ein Fehler tritt auf, wenn der Strahl Partikel oder Verunreinigungen außerhalb des zulässigen Betriebsbereichs enthält. Prüfen Sie, ob die Flaschenleitungen Ablagerungen oder Klumpen enthalten. Diese beeinflussen die Umhüllung und das Drehmoment. Prüfen Sie den Grad der Verunreinigung, da dieser die Verschleißhäufigkeit beeinflusst.
Schlussfolgerung
Ein solider Designprozess verknüpft Input, Auswahl, Materialfluss und Verifizierung. Bei IPG definieren wir zunächst den Betriebsbereich. Anschließend gestalten wir Materialfluss und Zugang so, dass die Stabilität auch bei realistischen Schwankungen gewährleistet ist. Der Erfolg hängt von der Materialzusammensetzung und der Instandhaltung ab.
Bei einer kundenspezifischen Maschine besteht der nächste Schritt in der Erstellung eines kurzen Eingabedatensatzes. Bereiten Sie eine repräsentative Zuführungsbeschreibung, die gewünschte Ausgabemenge, die Layoutvorgaben und das Betriebsprofil vor. Mit diesen Eingaben können wir Entscheidungsregeln und Prüfschritte für die Inbetriebnahme definieren.