


Los cortes limpios en plástico duro requieren un buen control del calor y de la vibración, y la herramienta adecuada para la forma del corte. El plástico duro se agrieta, astilla o derrite si la configuración causa vibraciones o si la cuchilla permanece demasiado tiempo sobrecalentando el filo. Esta guía ofrece pasos de decisión y flujos de trabajo para plásticos duros comunes como el acrílico, el policarbonato, el PVC y el ABS.
Un buen plan comienza con una pequeña prueba con un trozo de plástico del mismo tipo y grosor. La prueba muestra si el plástico se comporta quebradizo, sensible al calor o resistente con la herramienta elegida. Conserve los recortes para futuras pruebas o páselos por un... trituradora de plástico para reciclar si su tienda procesa residuos plásticos.
Factores materiales que determinan el plan de corte
Los resultados del corte de plástico duro dependen del tipo de polímero, su grosor y la sensibilidad al calor, no solo de la potencia de la herramienta. El acrílico se astilla y agrieta con la vibración alta. El policarbonato se deforma y se funde con el calor no controlado. El PVC y el ABS varían según su fórmula, por lo que los cortes de prueba son la verificación más segura.
El acrílico y el policarbonato presentan diferentes riesgos superficiales durante el diseño. El acrílico se raya fácilmente. Muchas láminas incluyen una película protectora para evitar daños por manipulación. Defina un plan de protección de superficies antes de marcar y sujetar.
El calor afecta a la mayoría de los métodos de corte. Una velocidad rápida de la hoja con un avance lento provoca fusión. Un avance lento con vibración provoca astillado. El plan debe incluir un método de control del calor, como pausas, flujo de aire o una hoja que corte sin fundir.

Errores comunes que provocan grietas, astillas y bordes derretidos
La mayoría de las fallas en los cortes de plástico duro se deben a la vibración, el calor descontrolado y los daños superficiales antes de iniciar el corte. Las áreas sin soporte causan vibraciones. Estas vibraciones provocan microfisuras que se convierten en roturas visibles. Un soporte estable es más importante que la fuerza adicional.
Los problemas de calor suelen deberse a pausas, no a pasadas rápidas. Una hoja de sierra de calar o un diente de sierra circular atascado derriten el plástico rápidamente. Posteriormente, vuelven a soldar el material detrás de la hoja. Considere el control del calor como un paso clave del proceso, no como una suposición.
Los daños superficiales suelen deberse al espacio de trabajo, no a la herramienta. La arenilla bajo una lámina deja rayones que persisten después de un buen corte. Use una película protectora sobre el acrílico. Agregue cinta de pintor en la línea de corte cuando sea necesario. Esto reduce los riesgos estéticos durante la manipulación y el aserrado.
Configuración de seguridad, sujeción y protección de superficies
Para cortar plástico duro de forma segura, se necesita protección ocular, una sujeción estable y ventilación antes de que la hoja toque la lámina. El plástico desprende astillas. Genera polvo fino durante el lijado y humos al sobrecalentarse. Una configuración estable mejora la calidad del corte. Facilita la medición y el control de la vibración.
Lista de verificación de seguridad y configuración
Utilice gafas de seguridad y guantes resistentes a cortes si pueden saltar fragmentos.
Utilice una máscara antipolvo o un respirador para lijar o cuando las herramientas produzcan polvo.
Sujete el plástico a una superficie estable. Sujete ambos lados del corte.
Evite usar abrazaderas demasiado apretadas que deformen o tensionen la lámina. Utilice mordazas blandas si es posible.
Incluya la protección de la superficie en la configuración. Las láminas de acrílico suelen tener una película protectora. Manténgala puesta durante el marcado y el corte si no obstruye el corte. La cinta de pintor sobre la línea de corte reduce el desportillado en algunos plásticos. También protege la superficie visible.
Principales herramientas de corte para plástico duro y usos típicos
Elija herramientas para plástico duro según la forma del corte y el riesgo de astillado o derretimiento del plástico. Una herramienta más resistente puede dar peores resultados con una cuchilla o soporte inadecuados. Considere el tipo de cuchilla, el método de soporte y el control de temperatura al elegir.
| Necesidad de corte | Herramienta típica | Escenarios de mejor ajuste | Notas de configuración para verificar |
|---|---|---|---|
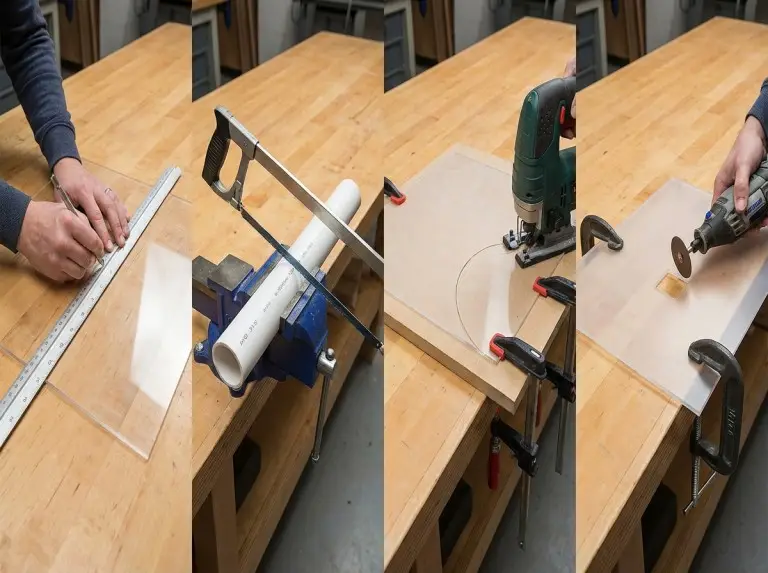
| Corte recto en chapa con mínimas astillas | Marque y rompa con un trazador acrílico o un cuchillo resistente | Lámina fina de acrílico donde funciona el encaje. | Utilice una regla; marque varias veces con presión uniforme; marque el lado opuesto para lograr un corte más limpio en algunos casos. |
| Corte recto al hilo en chapa más gruesa | Sierra de mesa o sierra circular con hoja adecuada para plástico | Cortes rectos largos en acrílico/policarbonato más grueso | Utilice una cuchilla que reduzca la fusión; verifique la forma y el espaciado de los dientes con el fabricante o el paquete. |
| Curvas y formas interiores | Sierra de calar (sierra de sable) o herramienta rotatoria | Curvas, recortes y perfiles no lineales | Reducir la vibración con soporte total; probar la velocidad/alimentación de la chatarra para evitar que se derrita. |
| Conformación detallada en chapa y piezas pequeñas. | Sierra de cinta o herramienta rotativa | Caminos intrincados y piezas más pequeñas | Esté atento a la fusión de las piezas más gruesas; verifique la elección de la cuchilla y alimente los desechos. |
| Cortes rápidos y suaves en algunos termoplásticos. | Cortador calentado (clase de cortador térmico) | Corte por fusión controlado en plásticos adecuados | Tratar los humos como el principal riesgo; verificar la ventilación y el ajuste del polímero antes de usar. |
Flujos de trabajo de corte para cortes rectos, curvas y aberturas
Un buen flujo de trabajo de corte utiliza marcado, soporte y avance controlado para gestionar el calor y evitar grietas. Cada método requiere una comprobación de éxito, como la ausencia de blanqueamiento de bordes, de reborde fundido o de esquinas astilladas. Los flujos de trabajo reducen el retrabajo y hacen que el acabado sea predecible.
Flujo de trabajo de marcado y corte para láminas acrílicas
El método de marcar y partir proporciona bordes rectos y limpios en acrílico fino si la línea de corte es profunda y uniforme. Coloque la lámina sobre una superficie plana. Marque la línea de corte. Alinee una regla sobre ella. Use un trazador acrílico o una cuchilla resistente. Realice varias pasadas con presión firme y uniforme.
La calidad del corte depende del soporte y del control de la curvatura. Coloque la línea de corte justo después del borde de la mesa. Sujete la hoja firmemente con una tabla u otro trozo de plástico. Aplique una presión firme hacia abajo para romper a lo largo de la línea. Marque la cara opuesta para mejorar la consistencia del corte en algunas hojas.
Flujo de trabajo de sierra para cortes rectos en chapas más gruesas
Utilice una sierra de corte cuando el grosor o la forma de los bloques se rompan. Marque la línea. Sujete firmemente la lámina. Sujete ambos lados del corte para reducir la vibración. Elija una cuchilla para cortar plástico. Las cuchillas comunes se sobrecalientan o astillan según la forma y el espaciado de los dientes.
La velocidad de avance controla la mayoría de los cortes de sierra. Mantenga un movimiento constante sin paradas. Haga pausas entre cortes largos si se nota calor. Si las guías sugieren geometría de triple viruta o etiquetas anti-fusión, úselas como referencia. Pruebe con material de desecho.
Flujo de trabajo de rompecabezas para curvas y formas interiores
Una sierra caladora se adapta a las curvas si la hoja y el soporte evitan el astillado por vibración. Apoye la hoja sobre el soporte o sobre toda la superficie para reducir las vibraciones. Mantenga la zapata plana para evitar que los bordes salten. Algunas configuraciones utilizan soporte de espuma para mayor estabilidad.
Ajuste la velocidad y el avance para evitar la fusión. Use velocidad variable si es posible. Reduzca la velocidad cuando suba la temperatura. Mantenga la cuchilla en movimiento. Pruebe los ajustes en la pieza de trabajo antes de que se vea un borde.
Aberturas y recortes circulares
Las aberturas se mantienen limpias si el flujo de trabajo evita la tensión en las esquinas. Perfore un orificio inicial para la entrada de la sierra caladora en cortes interiores. Mantenga la pieza de trabajo apoyada cerca de la trayectoria. Los cortes de alivio facilitan el atascamiento en curvas cerradas. Reducen el riesgo de sobrecalentamiento.
Los agujeros circulares requieren comprobaciones de herramientas. Una sierra de corona o una broca escalonada funcionan bien con algunos plásticos. Pruebe con un trozo de material. El calor y el agarre varían según el polímero y el grosor. El soporte de la abrazadera es clave. Una sierra de corona con agarre puede romper una lámina frágil.
Acabado de cantos y acabado orientado a la claridad
El acabado de bordes mejora la seguridad y la estética. Elimina rebabas, reduce el blanqueamiento por tensión y controla la claridad del acrílico. Un borde cortado puede tener el tamaño adecuado, pero ser afilado o rugoso. Planifique el acabado según el método de corte.
Secuencia de acabado para la mayoría de los plásticos
Desbarbe con una herramienta o raspador para eliminar pelusas y bordes afilados.
Lije paso a paso. Lije en húmedo para controlar el calor y el polvo.
Pula con una almohadilla y compuesto plástico cuando la claridad sea importante.
El pulido a la llama requiere un cuidado y límites estrictos de material. Es compatible con acrílico, pero no con la mayoría de los materiales como el policarbonato. Practique con material de desecho. El calor excesivo puede causar daños o riesgo de incendio.
Solución de problemas de defectos con variables controlables
La resolución de problemas se agiliza al vincular los defectos con variables como el paso de los dientes, la velocidad de avance o el soporte. La mayoría de los defectos se repiten. Una tabla de diagnóstico evita las reparaciones excesivas que generan nuevos problemas.
| Defecto | Conductor probable | Acción correctiva para verificar |
|---|---|---|
| Borde derretido o corte vuelto a soldar | Permanencia, calor por fricción excesivo, cuchilla incorrecta | Corte el tiempo de inactividad, pruebe una velocidad más baja o una alimentación constante, agregue pausas de enfriamiento, verifique que la cuchilla no tenga la etiqueta de "no derretido". |
| Borde astillado en acrílico | Vibración y enganche de los dientes demasiado agresivos | Aumente el soporte y la sujeción, agregue cinta, pruebe la hoja de plástico o una acción más fina sobre la chatarra. |
| Grieta al final del corte | Corte no compatible y ajuste en etapa tardía | Sostenga los desechos hasta el corte final, corte la vibración cerca de la salida. |
| Superficie de la cara rayada | Los residuos debajo de la lámina o película se eliminaron demasiado pronto | Limpie el banco, mantenga la película sobre el acrílico, use mordazas suaves para evitar marcas. |
| Borde acrílico áspero y opaco después del lijado | Progresión de grano incompleta o neblina de calor | Lijado progresivo, lijado húmedo para reducir el calor, pulido para mayor claridad. |
Conclusión
Los cortes limpios en plástico duro se logran controlando el calor y la vibración con la herramienta y la cuchilla adecuadas para el polímero y el corte. Un soporte estable, una velocidad y avance comprobados, y un método de acabado preciso previenen el agrietamiento, el astillado y la fusión. Mantenga medidas de protección, como una película sobre el acrílico, para eliminar defectos estéticos.
Un plan de corte debe finalizar con una verificación, no con el primer corte. Pruebe con el mismo polímero y grosor. Esto convierte las sugerencias en ajustes para su taller y herramienta. Esto se traduce en menos chapas dañadas, un trabajo más seguro y bordes de calidad.
PREGUNTAS FRECUENTES
¿Cuál es la forma más segura de cortar plástico duro en casa?
El método más seguro minimiza el contragolpe mientras sujeta y sujeta completamente el plástico. Para muchos, marcar y romper en acrílico delgado o usar una sierra guiada en láminas más gruesas es mejor que hacerlo a mano alzada. Use EPI y ventilación si se observa polvo o humos.
¿El acrílico debe cortarse de forma diferente al policarbonato?
El corte con acrílico se centra en la prevención de astillas y grietas. El policarbonato se centra en el control del calor y la deformación. El acrílico se beneficia de la resistencia a la rayadura y al quiebre en láminas delgadas y del control de la vibración en sierras. El policarbonato se beneficia de las tácticas de calor y de las pausas limitadas de la herramienta.
¿Por qué se derrite el plástico al utilizar una sierra caladora o una sierra circular?
La fusión se produce por calor de fricción a alta velocidad, bajo avance o pausas. Una cuchilla de plástico reduce la fusión. Un movimiento constante con poca permanencia la controla mejor. Las pruebas de chatarra detectan rápidamente combinaciones estables.
¿Es el pulido a la llama una buena opción para todos los plásticos?
El pulido a la llama es apto para acrílico, pero no para otros materiales como el policarbonato. Existe riesgo de incendio y daños si no se controla el movimiento y la distancia del soplete. Practique con material de desecho. Compruebe el ajuste del polímero antes de usar la llama.
¿Cómo se puede conseguir un borde limpio después del corte?
Un borde limpio requiere una secuencia para eliminar rebabas, nivelar la superficie y restaurar la claridad si es necesario. Desbarbe o raspe la pelusa. Lije las irregularidades. Pula el acrílico para mayor claridad. Recoja el acabado antes de cortar para minimizar la necesidad de retrabajo.