


Diseñando un trituradora de plástico El reciclaje comienza con la definición de la materia prima, los objetivos de producción y el perfil operativo. En IPG, consideramos la máquina como un sistema de corte controlado. Debe adaptarse al comportamiento real del material. Esta mentalidad alinea nuestras decisiones sobre el tipo de máquina, la disposición de la cámara y las comprobaciones de puesta en marcha.
Las corrientes de plástico que parecen similares pueden cargar la cámara de corte de forma diferente. La película tiende a enrollarse, mientras que las piezas rígidas y gruesas pueden aumentar la torsión si entran contaminantes duros. Aclaramos qué verificar en la tolva y la criba, ya que la mayoría de los fallos inesperados se originan en el límite de alimentación.
Los resultados de búsqueda suelen combinar términos como trituradora, triturador y granulador. En este caso, "trituradora de plástico" se refiere a una unidad de cuchillas y cribas que reduce el material para su posterior procesamiento. Verifique la denominación y el alcance con la producción requerida y la interfaz de línea real.
Requisitos de entrada y salida del diseño
El diseño se vuelve repetible al definir claramente el comportamiento de la alimentación, la aceptación de la salida y los límites de integración. Bloqueamos estas entradas antes de elegir un rotor, la disposición de cuchillas o la criba. Esto evita el error común de elegir un tipo de trituradora antes de caracterizar la materia prima.
Perfil de la materia prima y controles de contaminación
Su perfil debe describir la forma y el comportamiento de manipulación, no solo la familia de polímeros. Separamos películas, botellas, piezas de pared delgada, piezas gruesas y desechos mixtos. Cada forma modifica el acoplamiento y el flujo. Los flujos mixtos funcionan, pero debe definir la ventana operativa explícitamente.
Las suposiciones sobre la contaminación guían la estrategia de desgaste y la protección contra sobrecargas. La arena, el metal o el polvo pueden cambiar los modos de falla de "desgaste lento" a "astillamiento de los bordes". Verifique los niveles de contaminación mediante muestreo, no asumiendo que las descripciones del proveedor son correctas.
Intención de control de tamaño y formato de salida
Indique si la línea necesita escamas o gránulos. Defina la sensibilidad del siguiente paso al polvo (finos). El lavado, el transporte y la fundición responden de forma diferente a la dispersión de tamaño. Confirme la aceptación con el responsable del proceso. El "aspecto perfecto" puede fallar durante el transporte o la filtración.
La selección de la malla afecta el tamaño de salida, pero la estabilidad también depende del estado de la cuchilla y del flujo de material. Las aberturas más pequeñas aumentan el tiempo en la cámara y las pasadas de corte. Esto mejora la uniformidad si el corte se mantiene en cizallamiento. Si el corte se desgarra, las partículas finas y el calor se elevan. Verifique este comportamiento en ensayos.
Ciclo de trabajo y método de alimentación
El perfil operativo es importante. El comportamiento de corte de plástico cambia con carga continua en comparación con ráfagas intermitentes. La frecuencia de arranque y parada, las sobretensiones y las sobrecargas afectan el calor y la vibración. Defina los ciclos de trabajo con antelación para establecer la estrategia de accionamiento y los ajustes de protección.
El método de alimentación controla la consistencia de la carga. El volcado manual, las cintas transportadoras y las descargas de lotes generan diferentes patrones de sobretensión y riesgos de retorno. Verifique el comportamiento de la alimentación con la práctica real del operador, no solo con procedimientos escritos.
Integración de línea y acceso de mantenimiento
La integración de la línea define cómo entra y sale el material. Estas restricciones suelen influir en la tolva y la descarga más que en la cámara de corte. Una descarga atascada fuerza la recirculación, lo que provoca atascos o obstrucciones. Confirme el manejo de la descarga con prontitud. La congestión aguas abajo suele indicar un corte deficiente.“
El acceso para mantenimiento es un elemento fundamental del diseño. Los cambios de cuchillas, de malla y de limpieza deben realizarse sin largos desmontajes. Verifique las suposiciones de acceso con la distancia al suelo y las herramientas reales.
Paquete de entrada que solicitamos durante la revisión del diseño
- Descripción del alimento: formas dominantes, variabilidad de la mezcla, notas de contaminación (verificar mediante muestra)
- Intención de salida: copos vs gránulos, control de tamaño, sensibilidad a los finos
- Perfil operativo: ciclo de trabajo, método de alimentación, riesgo de sobretensión, superación de expectativas
- Límites de integración: manejo de descargas, espacio, protección, acceso de servicio
Principales tipos y usos de trituradoras de plástico
Seleccione una tipo de trituradora Asignándolo a una forma de alimentación dominante y un modo de fallo. Utilizamos "usos típicos" para la primera pasada y luego verificamos la ventana operativa con alimentación real. La selección final depende de la variabilidad del flujo y la rigurosidad de la salida.
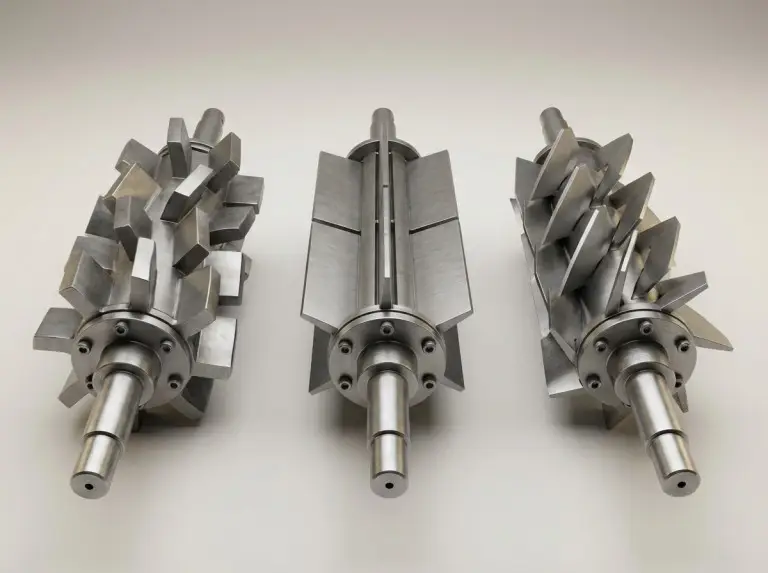
Trituradoras de garras para chatarra rígida y gruesa
Optamos por el corte con garras para piezas rígidas y gruesas que requieren un agarre firme. Este estilo procesa trozos sólidos sin depender de la tensión del material. La estabilidad de la carga depende de la presentación de la alimentación. Un solo trozo de gran tamaño puede generar un pico de par.
La chatarra rígida suele ocultar inclusiones duras. Defina con antelación su estrategia de protección contra el desgaste. Verifique el riesgo de contaminación y cómo gestiona las sobrecargas. Verifique también la limpieza de la malla, ya que los fragmentos pesados pueden rebotar y circular.

Trituradoras de escamas para botellas y piezas de paredes delgadas
Los estilos de cuchilla plana son ideales para botellas y envases de paredes delgadas. Una cizalla más limpia, similar a una tijera, reduce el desgarro incontrolado. Una presentación estable de las cuchillas es vital. El enganche irregular aumenta las partículas finas y el ruido. La limpieza del producto final depende del estado de la cuchilla, la elección de la malla y la tendencia a las fracturas.
Las corrientes mixtas pueden reducir la ventana operativa. Las etiquetas, las correas y la película en las corrientes de las botellas pueden provocar el envoltorio. Verifique la mezcla real antes de bloquear una configuración fija de cuchillas y cribas.
Trituradoras de películas para películas blandas y bolsas
Los diseños de película se centran en la envoltura y la reducción de riesgos. El objetivo es evitar que la película vuelva a entrar en la zona de corte. Sin control de flujo, la película se comprime formando bolas, obstruye las mallas o se desplaza sobre los rotores. La estabilidad de la alimentación y la guía del flujo son más importantes aquí que la potencia bruta.
El comportamiento de la película cambia con el espesor y la humedad. Las bolsas sueltas, las cubiertas y la película compactada se comportan de forma diferente. Verifique el rendimiento antienrollamiento con una película representativa, no con una simple muestra.
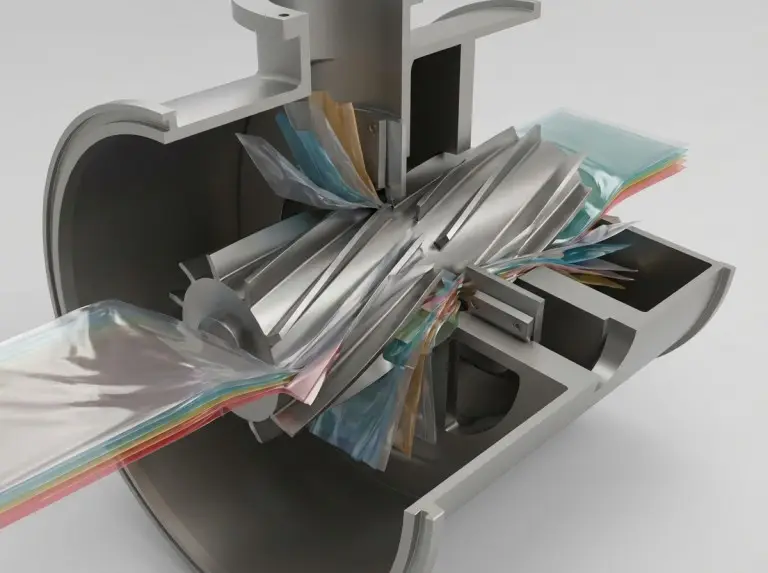
Diseño de cámara de corte y flujo de material
La cámara de corte determina la estabilidad controlando el acoplamiento, el tiempo de residencia y la descarga. Diseñamos el proceso según cómo el plástico llega a la zona de corte, sale por la criba y contiene el rebote. Esto integra la disposición del rotor, la velocidad, las cribas y las tolvas en una sola ruta.
Disposición del rotor y la cuchilla
Adapte la disposición del rotor y las cuchillas a la alimentación principal. Algunas alimentaciones requieren un corte controlado con una presentación repetida. Otras requieren un acoplamiento agresivo para evitar el estancamiento. Primero definimos el modo de fallo esperado y luego diseñamos para prevenirlo.
La disposición de las cuchillas debe reflejar el comportamiento de la forma de avance. La película delgada se estira y se enrolla. Las piezas rígidas rebotan y se fracturan. Verifique que la geometría de la cámara favorezca la reentrada en la zona de cizallamiento en lugar de una circulación incontrolada.
Estrategia de velocidad y par
La estrategia de velocidad y par compensa el rendimiento con subproductos como partículas finas, ruido y calor. Una velocidad más alta corta con mayor frecuencia, pero aumenta la cantidad de polvo si el material se fractura. Una velocidad más baja mejora el par y reduce el ruido, pero puede reducir la capacidad.
Preferimos una estrategia que tolere la varianza realista. El control variable es útil, pero los beneficios dependen del tamaño del variador y de la estabilidad de la alimentación. Verifique el comportamiento del control en condiciones reales de sobrecarga.
Selección de pantalla y flujo de descarga
Las mallas controlan el tamaño de salida y el tiempo de residencia. Las aberturas más pequeñas mejoran la consistencia, pero aumentan el riesgo de calor y obstrucciones si el alimento se mancha. Las aberturas más grandes aumentan el rendimiento, pero aumentan la dispersión de tamaño. Verifique la tolerancia aguas abajo.
El flujo de descarga forma parte del sistema. Una descarga atascada altera el comportamiento de la cámara. Los contenedores y transportadores pueden forzar la recirculación. Verifique el manejo de la descarga con prontitud, ya que los problemas de descarga a menudo se diagnostican erróneamente como problemas de corte.
Diseño de tolva y manejo antienrollamiento
La geometría de la tolva debe guiar el material hacia su entrada y limitar el retroceso. Las piezas rígidas rebotan de forma diferente a la película. Verifique el rendimiento de la tolva con una alimentación representativa. Las protecciones deben ajustarse a los hábitos reales de carga y desatasco.
El manejo antienrollamiento es un problema de flujo. El enrollamiento se acelera cuando un bloqueo parcial reduce el área abierta de la malla. Verifique la tendencia al enrollamiento durante las pruebas y ajuste la trayectoria del flujo antes de aumentar el rendimiento.
|
Punto de decisión |
Lo que puede mejorar |
Lo que puede empeorar |
Lo que verificamos en los ensayos |
|---|---|---|---|
|
Estrategia de mayor velocidad |
Potencial de rendimiento |
Multas, ruido, calor |
Tendencia del polvo y aumento de la temperatura |
|
Aberturas de pantalla más pequeñas |
Consistencia de tamaño |
Calor, riesgo de obstrucción |
Bloqueo con alimentación real |
|
Compromiso agresivo |
Recogida de chatarra rígida |
Picos de par, rebote |
Sobrecargas y flyback |
|
Tolva centrada en el flujo |
Estabilidad alimentaria |
Restricciones de huella |
Riesgo de puente |
Desgaste, sellado y facilidad de servicio
La confiabilidad depende del control del desgaste, la exclusión del polvo y el acceso para beneficios operativos.Diseñamos rutas para que el trabajo rutinario se mantenga. El desgaste real depende de los contaminantes y la disciplina. Verifíquelo con inspecciones tempranas.
Estrategia de desgaste y afilado de cuchillos
Equilibre la resistencia al impacto y la retención del filo. Las corrientes de plástico suelen contener inclusiones duras. Evitamos reclamaciones por vida útil fija, ya que el rendimiento varía. Inspeccione los patrones de desgaste inicial para confirmar si la causa es abrasión, astillado o calor.
La disciplina del afilado afecta las partículas finas y el calor. Los filos desafilados cambian el corte de cizallamiento a martillado. La desviación de la salida y el ruido suelen indicar degradación del filo. Defina los factores desencadenantes de la inspección en lugar de promesas basadas en el tiempo.
Rigidez de la cámara y estabilidad del espacio
La rigidez de la cámara evita deflexiones que alteren el corte. La estabilidad del espacio influye en la calidad, la vibración y la seguridad. Diseñamos para lograr rigidez y verificamos la estabilidad después del primer ciclo de mantenimiento.
La protección contra el desgaste debe centrarse en las superficies que determinan la alineación y el flujo. El desgaste en estas zonas modifica el tiempo de residencia y las partículas finas. Verifique la eficacia de la protección mediante inspección, no suponiendo que el espesor del material es suficiente.
Cojinetes, sellos y aislamiento de polvo
Las fallas en los rodamientos suelen deberse al polvo y al calor, no solo a problemas de lubricación. Aislamos las zonas polvorientas de los soportes y seleccionamos el sellado adecuado para la carga. Verificamos el rendimiento del sellado con las tendencias iniciales de temperatura y ruido.
La lubricación solo funciona si se controla la entrada de contaminación. Las sobrecargas repetidas también aceleran los daños. Verifique el comportamiento de la sobrecarga con métodos de alimentación reales.
Acceso de servicio para cuchillas y pantallas
Diseñe la facilidad de servicio en función de las tareas frecuentes. El acceso a las cuchillas, la extracción de la pantalla y la limpieza deben ajustarse a los límites del sitio. Verifique las rutas de acceso y las herramientas de elevación con antelación. Si no hay espacio para el servicio, se producirá un largo tiempo de inactividad posterior.
Un paquete de documentación práctico reduce los retrasos. Definimos la intención de montaje, los puntos de inspección y las notas de servicio. Verificamos el alcance de la documentación para cada proyecto.
Lista de verificación antes y después de la puesta en servicio
La puesta en marcha reduce el riesgo al vincular las comprobaciones con las suposiciones de diseño. Utilice comprobaciones previas al arranque, ensayos y monitoreo para detectar problemas ocultos. Repita la verificación cuando cambie la mezcla de alimentación o la aceptación de la producción.
Bloque de verificación de puesta en servicio
- Pre-inicio: Protección, fijaciones, asentamiento de cuchillas, montaje de pantallas, rutas de acceso
- Prueba de funcionamiento: estabilidad de la alimentación, rebote, tendencia a enrollarse/puentearse, descarga
- Control de tendencias: vibración, aumento de temperatura, ruido anormal
- Comprobaciones de salida: consistencia de tamaño, tendencia de multas frente a tolerancia
Comprobaciones mecánicas y de seguridad previas al arranque
Las comprobaciones previenen daños que a menudo se malinterpretan como un corte deficiente. Confirme la instalación de la cuchilla, el ajuste de la malla y la seguridad de los sujetadores. Verifique que las protecciones coincidan con el acceso real del operador.
Confirme el bloqueo y el acceso seguro con el equipo de mantenimiento. Un diseño seguro falla si el proceso fomenta la eliminación de atascos de forma insegura. Verifique las prácticas junto con el hardware.
Observaciones de prueba con alimentación real
Utilice material de alimentación representativo para los ensayos, no muestras limpias. Observe si el material entra en la zona de corte o recircula. En el caso de la película, busque envoltura prematura y bloqueo de la pantalla.
Ajuste el ritmo de alimentación antes de aumentar el rendimiento. Una cámara estable con alimentación moderada predice mejor el éxito que una prueba de pico corta. Verifique la estabilidad en todo el rango de mezcla.
Monitoreo de tendencias: vibración, calor, ruido
Concéntrese en las tendencias, no en los valores absolutos. Los valores base varían según la instalación. El aumento de la vibración, el calor o un nuevo ruido pueden indicar aflojamiento o contaminación. Cuando aparezcan tendencias, reduzca la carga e inspeccione.
Vincule la monitorización con el mantenimiento. La monitorización sin acción propicia los daños. Verifique los procedimientos de respuesta durante las primeras semanas.
Comprobaciones de aceptación y deriva de salida
Confirme que la malla y el modo de corte produzcan un molido aceptable. Compare la dispersión de tamaño y los finos con la sensibilidad aguas abajo. Si la salida presenta desviaciones, revise primero el estado de la cuchilla y la obstrucción de la malla.
Verifique la aceptación con el procesamiento posterior. El transporte y la fundición revelan problemas que se pasan por alto en una muestra de cubeta. Cuando la aceptación se endurezca, revise la configuración.
PREGUNTAS FRECUENTES
Las preguntas suelen estar relacionadas con desajustes en la alimentación, inestabilidad o mantenimiento. Respondemos con una conclusión, seguida de condiciones y pasos de verificación. Cada respuesta depende de la mezcla y el entorno.
¿Qué provoca que la película se enrolle en el rotor?
El enrollado implica que las hebras de película se deslizan por el rotor en lugar de entrar en la zona de corte. Primero, verifique la presentación de la alimentación y la alimentación de impulso. Los puentes pueden activar el enrollado incluso con cuchillas afiladas. También revise si hay obstrucciones en la pantalla, lo cual acelera el enrollado.
¿Por qué el tamaño de salida varía con la misma pantalla?
La deriva suele deberse al cambio de cuchillas o a una obstrucción parcial. Verifique el afilado y el asentamiento de la cuchilla. Los bordes desafilados aumentan el riesgo de desgarro. Si el polímero es sensible, verifique si hay efectos de calor o manchas.
¿Qué opciones de diseño reducen las multas sin perder estabilidad?
Las partículas finas caen cuando el corte se mantiene en modo de cizalla. Verifique que la velocidad y el acoplamiento coincidan con la rigidez de avance. Revise la selección de la malla y el estado de la cuchilla conjuntamente. Un tiempo de residencia excesivo genera partículas finas.
¿Qué desencadena la falla de los rodamientos en el aplastamiento de plástico?
Las fallas suelen comenzar por el polvo, el calor o sobrecargas repetidas. Verifique el sellado y el aislamiento del polvo antes de cambiar el lubricante. Revise las sobretensiones de alimentación, ya que generan picos de torque repetidos.
¿Cómo debería el diseño de la tolva reducir el retorno?
Las tolvas deben guiar el material hacia su entrada y bloquear las trayectorias de rebote. Verifique el comportamiento con una alimentación representativa. El rebote varía según las piezas rígidas, las botellas y la película. Verifique las protecciones y las prácticas del operador en el sitio.
¿Cuándo falla la elección de una trituradora?
La falla ocurre cuando el flujo incluye formas o contaminantes fuera del rango de operación. Verifique si las líneas de botellas contienen película o grumos. Estos alteran la envoltura y el torque. Verifique los niveles de contaminación, ya que modifican la frecuencia de desgaste.
Conclusión
Un proceso de diseño sólido vincula las entradas, la selección, el flujo y la verificación. En IPG, primero definimos la ventana operativa. Luego, diseñamos el flujo y el acceso para mantener la estabilidad bajo una variabilidad realista. El éxito depende de la mezcla de piensos y del mantenimiento.
Para una máquina personalizada, el siguiente paso es un breve conjunto de datos. Prepare una descripción representativa de la alimentación, la intención de salida, las restricciones de diseño y el perfil operativo. Con estos datos, podemos definir las reglas de decisión y los pasos de verificación para la puesta en marcha.