


硬質プラスチックをきれいに切断するには、適切な熱管理、振動制御、そして切断形状に適した工具が必要です。硬質プラスチックは、設定によってチャタリングが発生したり、刃が長時間保持されて刃先が過熱したりすると、割れたり、欠けたり、溶けたりします。このガイドでは、アクリル、ポリカーボネート、PVC、ABSなどの一般的な硬質プラスチックにおける判断手順とワークフローを紹介します。.
良い計画は、同じ種類と厚さのプラスチックのスクラップで小規模なテストを行うことから始まります。このテストでは、選択した工具でプラスチックが脆い、熱に弱い、あるいは硬いかを確認します。切れ端は将来のテストカットのために保管するか、または試験機に通してください。 プラスチック粉砕機 あなたのお店がプラスチック廃棄物を処理する場合は、リサイクルのために。.
伐採計画を決定する重要な要因
硬質プラスチックの切断結果は、ツールの出力だけでなく、ポリマーの種類、厚さ、熱に対する感度にも左右されます。アクリルは振動が大きいと欠けたり割れたりします。ポリカーボネートは熱を制御できないと変形したり溶けたりします。PVCとABSは配合によって異なるため、テストカットを行うことが最も安全です。.
アクリルとポリカーボネートでは、レイアウト時の表面リスクが異なります。アクリルは傷つきやすいため、多くのシートには取り扱い時の損傷を防ぐ保護フィルムが付いています。マーキングやクランプ作業を行う前に、表面保護対策を講じてください。.
熱はほとんどの切断方法に影響を与えます。刃の回転速度を速くして送りを遅くすると、刃が溶けてしまいます。送りを遅くして振動させると、刃欠けが発生します。切断計画には、一時停止、エアフロー、あるいは刃が溶けずに切断できるブレードなどの熱制御方法を含める必要があります。.

ひび割れ、欠け、縁の溶けの原因となるよくあるミス
硬質プラスチックの切断における不具合の多くは、振動、制御不能な熱、そして切断開始前の表面損傷が原因です。支持されていない部分はチャタリングを引き起こします。チャタリングは微小な亀裂を引き起こし、それが目に見える破損へと発展します。余分な力よりも、安定した支持が重要です。.
熱の問題は、素早い動作ではなく、停止から生じることがよくあります。ジグソーの刃が止まったり、丸鋸の刃が動かなくなったりすると、プラスチックが急速に溶けてしまいます。そして、刃の裏側にある材料が再溶接されてしまいます。熱管理は、推測ではなく、重要な工程ステップとして捉えましょう。.
表面の損傷は、工具ではなく作業場から発生することがよくあります。シートの下の砂利は、きれいに切断した後も傷を残します。アクリル板には保護フィルムを使用してください。必要に応じて、切断線にマスキングテープを貼ってください。これにより、取り扱いや切断時の外観上のリスクを軽減できます。.
安全性、クランプ、表面保護のセットアップ
硬質プラスチックを安全に切断するには、目の保護、安定したクランプ、そして刃がシートに接触する前の換気が必要です。プラスチックは破片を飛ばし、研磨中に微細な粉塵を発生させます。過熱すると煙が発生します。安定した設置は切断品質を向上させます。振動の測定と制御が容易になります。.
安全性とセットアップのチェックリスト
破片が飛び散る可能性がある場合は、安全メガネと耐切断手袋を着用してください。.
研磨作業や工具から粉塵が出る場合には、防塵マスクまたは呼吸器を使用してください。.
プラスチックを安定した面にクランプで固定します。切り口の両側を支えます。.
シートを変形させたり、シートに負担をかけたりするようなきついクランプは避けてください。可能であれば、ソフトジョーを使用してください。.
表面保護をセットアップに組み入れましょう。アクリル板には保護フィルムが付いていることが多いです。マーキングやカットの際に、カットの邪魔にならない限り、フィルムを貼ったままにしておきましょう。カットラインにマスキングテープを貼ると、一部のプラスチックの欠けを防ぐことができます。また、目に見える表面を保護する効果もあります。.
硬質プラスチック用の主な切削工具と代表的な用途
硬質プラスチック用の工具は、切断形状とプラスチックの欠けや溶融のリスクに基づいて選定してください。強度の高い工具でも、ブレードやサポート材が適切でない場合、結果が悪くなる可能性があります。刃の種類、サポート材の取り付け方法、熱制御も考慮して選定してください。.
| 削減の必要性 | 典型的なツール | 最適なシナリオ | 確認するためのセットアップメモ |
|---|---|---|---|
| 切りくずを最小限に抑えたシートの直線カット | アクリルスクライバーまたは丈夫なナイフで切り込みを入れてスナップします | スナップが機能する薄いアクリル板 | 定規を使用し、均一な圧力で複数回罫書きします。反対側に切り込みを入れると、きれいにスナップできる場合があります。. |
| 厚い板の直線リップカット | プラスチックに適した刃を備えたテーブルソーまたは丸鋸 | 厚いアクリル/ポリカーボネートの長い直線カット | 溶ける量を減らす刃を使用してください。刃の形状と間隔はメーカーまたはパッケージで確認してください。. |
| 曲線と内部形状 | ジグソー(セイバーソー)または回転工具 | 曲線、切り抜き、非線形プロファイル | 完全なサポートで振動を減らし、溶解を避けるために速度/スクラップの送りをテストします。. |
| シートや小さな部品の詳細な形状 | バンドソーまたは回転工具 | 複雑な経路と小さな部品 | 厚い部分の溶解に注意してください。ブレードの選択を確認し、スクラップに供給します。. |
| 一部の熱可塑性プラスチックの高速かつスムーズな切断 | 加熱カッター(サーモカッタークラス) | 適切なプラスチックの制御された溶融切断 | 煙を主なリスクとして扱い、使用前に換気とポリマーの適合性を確認してください。. |
直線カット、曲線カット、開口部カットのワークフロー
優れた切断ワークフローでは、マーキング、サポート、そして送り制御によって熱を制御し、ひび割れを防ぎます。それぞれの手法には、エッジの白化、ビードの溶融、角の欠けなど、成功のチェックが必要です。ワークフローによって手直しが削減され、仕上がりが予測可能になります。.
アクリル板のスコア&スナップワークフロー
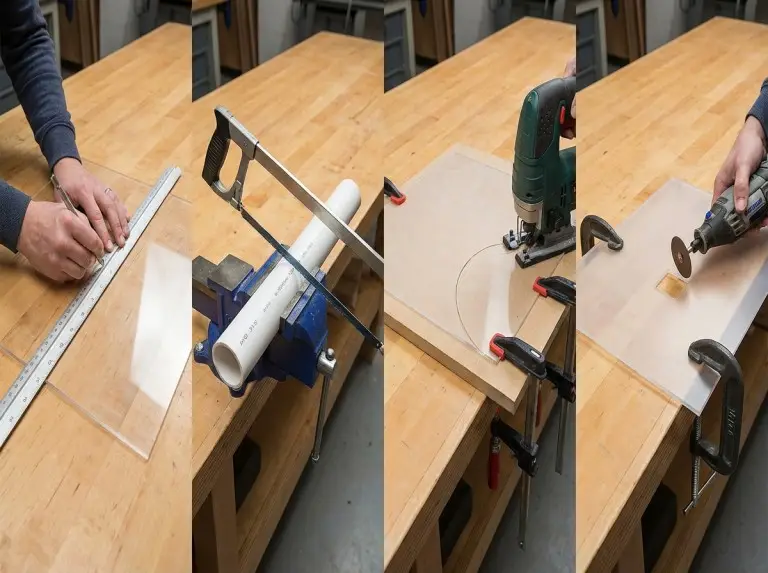
薄いアクリル板に、深く均一なスクライブラインを刻めば、切り込みとスナップできれいな直線のエッジが作れます。シートを平らな面に置き、カットラインをマークします。その線に定規を合わせます。アクリル用スクライバーまたは丈夫なナイフを使用してください。しっかりと均一な圧力をかけながら、複数回切り込みを入れます。.
スナップの品質は、支持と曲げの制御に大きく左右されます。スクライブラインはテーブルの端より少し外側に置きます。板などのプラスチック片でシートをしっかりと固定します。下向きに強く圧力をかけると、ラインに沿って破断します。シートによっては、反対側の面に切り込みを入れることで、スナップの安定性が向上します。.
厚い板を直線切断するための鋸ワークフロー
厚みや形状により切れにくい場合は、鋸で切断してください。線を引いてシートをしっかりと固定します。切断面の両側を支えて振動を抑えます。プラスチック切断用の刃を選びます。一般的な刃は、刃の形状や間隔によっては過熱したり欠けたりすることがあります。.
送り速度は鋸の切断を最も左右します。停止せずに一定の速度で切り続けましょう。熱がこもっている場合は、長い切削の間に一時停止してください。ガイドにトリプルチップ形状やノーメルトラベルが推奨されている場合は、ヒントとして活用してください。それでもスクラップでテストしてください。.
曲線と内部形状のジグソーワークフロー
ジグソーは、刃と支柱が振動による欠けを防げれば、曲線にもフィットします。ガタガタと音を立てないように、シートを裏板または全面で支えてください。刃先が跳ねるのを防ぐため、刃先を平らに保ってください。安定性を高めるために、フォーム製の支柱を使用するセットアップもあります。.
速度と送りを調整して、溶けるのを防ぎましょう。可能であれば可変速度を使用してください。熱が上昇したら速度を下げてください。ブレードは動かし続けてください。目に見えるエッジを作る前に、スクラップで設定をテストしてください。.
開口部と円形の切り抜き
作業工程でコーナー部のストレスを回避すれば、開口部はきれいな状態を保てます。内側の切断には、ジグソーが入るようスターターホールをドリルで開けておきましょう。作業経路の近くで作業する部分を支えておくようにしてください。リリーフカットは、急カーブでの拘束を軽減し、過熱のリスクを軽減します。.
円形の穴あけには工具の点検が必要です。一部のプラスチックにはホールソーやステップビットが使えます。スクラップでテストしてください。熱と引っ掛かりはポリマーの種類や厚さによって異なります。クランプの支持が重要です。ホールソーが引っ掛かりを起こすと、脆い板材が破損する可能性があります。.
エッジ仕上げと透明度重視の仕上げ
エッジ仕上げは安全性と美観を向上させます。バリの除去、応力による白化の抑制、アクリルの透明度調整に役立ちます。切断面は、サイズは合っているものの、鋭く粗くなってしまう場合があります。切断方法に合わせて仕上げを計画しましょう。.
ほとんどのプラスチックの仕上げ順序
ツールまたはスクレーパーを使用してバリを取り除き、毛羽や鋭利なエッジを取り除きます。.
段階的に研磨します。熱と粉塵を抑えるため、ウェットサンディングを使用してください。.
透明度が重要な場合は、パッドとプラスチックコンパウンドで磨いてください。.
炎研磨は、材料の制限と注意が厳しく求められます。アクリルには適していますが、ポリカーボネートなど他の素材のほとんどには適していません。スクラップなどで練習してください。熱を加えすぎると、損傷や火災の危険があります。.
制御可能な変数による欠陥のトラブルシューティング
歯ピッチ、送り速度、サポートなどの変数に欠陥を関連付けることで、トラブルシューティングが迅速化されます。多くの欠陥は繰り返し発生します。診断テーブルは、過剰な修正による新たな問題の発生を防ぎます。.
| 欠陥 | 可能性のある運転手 | 検証のための是正措置 |
|---|---|---|
| 溶けたエッジまたは再溶接された切り口 | ドウェル、過度の摩擦熱、間違ったブレード | カット ドエル、低速または安定した送りをテストし、冷却一時停止を追加し、ブレードの非溶融ラベルを確認します。. |
| アクリルの欠けた端 | 振動と歯のかみ合いが強すぎる | サポートとクランプを強化し、テープを追加し、プラスチックブレードをテストしたり、スクラップに対してより細かいアクションを実行したりします。. |
| 切断端の亀裂 | サポートされていないオフカットと後期段階のスナップ | 最終カットを通して廃棄物をサポートし、出口付近の振動をカットします。. |
| 傷ついた表面 | シートやフィルムの下のゴミを早めに取り除く | ベンチを清潔に保ち、フィルムをアクリル上に置き、跡がつかないように柔らかいジョーを使用します。. |
| 研磨後の粗く曇ったアクリルエッジ | 不完全な砂粒の進行または陽炎 | 研磨を進め、熱を抑えるためにウェットサンドし、透明度を上げるためにバフをかけます。. |
結論
硬質プラスチックのきれいな切断は、ポリマーと切断に適した工具と刃を用いて、熱と振動を制御することで実現します。安定したサポートプラン、試験済みの速度と送り、そして適切な仕上げ方法により、ひび割れ、欠け、溶解を防ぎます。アクリル板にフィルムを貼るなどの保護対策を講じることで、外観上の欠陥をカットできます。.
切断計画は最初のカットではなく、チェックで終了するべきです。同じポリマーと厚さでテストしてください。これにより、ヒントが作業場とツールの設定に反映されます。これにより、シートの損傷が減り、作業がより安全になり、エッジがきれいになります。.
よくあるご質問
家庭で硬いプラスチックを切る最も安全な方法は何ですか?
最も安全な方法は、プラスチックを完全に支え、クランプしながらキックバックを最小限に抑えることです。多くの場合、薄いアクリル板に切り込みを入れてスナップする、または厚い板にガイド付きのノコギリを使う方が、手作業よりも効果的です。粉塵や煙が発生した場合は、個人用保護具(PPE)を使用し、換気を行ってください。.
アクリルはポリカーボネートとは異なる方法で切断する必要がありますか?
アクリルの切断は、欠けや割れの防止に重点を置いています。ポリカーボネートは、熱と変形の制御に重点を置いています。アクリルは、薄板のスコアリング&スナップ加工と鋸の振動制御によってメリットを得ています。ポリカーボネートは、熱対策と工具の休止時間の短縮によってメリットを得ています。.
ジグソーや丸鋸を使用するとなぜプラスチックが溶けるのでしょうか?
溶融は、高速、低速送り、または休止による摩擦熱によって発生します。プラスチックブレードは溶融を低減します。ドエルを短くした安定した動作が溶融を最も効果的に抑制します。スクラップテストにより、安定した組み合わせを迅速に見つけることができます。.
炎研磨はすべてのプラスチックに適した選択肢ですか?
炎研磨はアクリルには適していますが、ポリカーボネートなど他の素材には適していません。トーチの動きと距離を制御せずに使用すると、火災や損傷の恐れがあります。スクラップなどで練習してください。炎を使用する前に、ポリマーの適合性を確認してください。.
切断後にきれいなエッジを実現するにはどうすればよいでしょうか?
きれいなエッジには、バリを取り除き、表面を平らにし、必要に応じて透明度を回復する手順が必要です。バリ取りまたは毛羽を削り取ります。凹凸を研磨します。アクリルを磨いて透明度を高めます。手直しを最小限に抑えるため、切断前に仕上げを行います。.