


設計する プラスチック粉砕機 リサイクルのための準備は、原料、出力目標、そして運転プロファイルを定義することから始まります。IPGでは、機械を制御された切断システムとして扱います。実際の材料挙動に適合させる必要があります。この考え方に基づき、機械の種類、チャンバーレイアウト、そして試運転チェックの選択を行います。.
見た目は似ているプラスチックの流れでも、カッティングチャンバーへの負荷は異なります。フィルムは巻き付く傾向があり、厚くて硬い部品は硬い異物が混入するとトルクが急上昇する可能性があります。「予期せぬ不具合」の多くはフィード境界から発生するため、ホッパーとスクリーンで確認すべき事項を明確にします。.
検索結果には、破砕機、シュレッダー、造粒機といった用語が混在していることがよくあります。ここでの「プラスチック破砕機」とは、下流工程で材料を粉砕するナイフとスクリーンを備えたユニットを指します。必要な出力と実際のラインインターフェースを照らし合わせて、名称と適用範囲を確認してください。.
設計入力と出力要件
供給挙動、出力許容値、そして積分限界を明確に定義することで、設計は再現性を高めます。ローター、ナイフレイアウト、スクリーンを選択する前に、これらの入力情報を確定します。これにより、原料の特性を評価する前に破砕機の種類を決めてしまうというよくあるミスを回避できます。.
原料プロファイルと汚染チェック
プロファイルには、ポリマーの種類だけでなく、形状とハンドリング挙動も記述する必要があります。フィルム、ボトル、薄肉部品、厚肉部品、混合スクラップを分類します。それぞれの形状によって、噛み合いと流れが変わります。混合ストリームも使用できますが、動作範囲を明確に定義する必要があります。.
汚染の想定に基づいて、摩耗対策と過負荷保護が行われます。砂、金属、または粉塵は、故障モードを「緩やかな摩耗」から「エッジチッピング」へと変化させる可能性があります。サプライヤーの説明が正しいと仮定するのではなく、サンプリングによって汚染レベルを確認してください。.
出力形式とサイズの制御意図
ラインに必要なのはフレーク状か顆粒状かを明確にしてください。次工程の粉塵(微粒子)に対する感受性を明確にしてください。洗浄、搬送、溶融は、粒径のばらつきによって反応が異なります。プロセスオーナーと合否を確認してください。「一見問題なさそう」でも、搬送や濾過工程で不合格になる場合があります。.
スクリーンの選択は出力サイズに影響しますが、安定性はナイフの状態と材料の流れにも左右されます。開口部が小さいほど、チャンバー内での切断時間と切断パスが長くなります。切断がせん断状態を維持する場合、均一性が向上します。切断が引き裂き状態に移行すると、微粉と熱が上昇します。この挙動は試験的に確認してください。.
デューティサイクルと給電方法
動作プロファイルは重要です。プラスチックの切断挙動は、連続負荷と断続的なバースト負荷で変化します。起動停止頻度、サージ、過負荷は、熱と振動に影響を与えます。駆動戦略と保護設定を確定するために、デューティサイクルを早期に定義する必要があります。.
投入方法は負荷の均一性を左右します。手作業による投入、コンベア、バッチドロップは、それぞれ異なるサージパターンとフライバックリスクを生み出します。手順書だけでなく、実際の作業員の作業手順に基づいて投入動作を検証してください。.
ライン統合およびメンテナンスアクセス
ライン統合は、材料の出入り方法を決定します。これらの制約は、切断室よりもホッパーと排出口の形状に大きく影響することがよくあります。排出口が詰まると循環が強制され、巻き付きや目詰まりの原因となります。排出口の処理は早めに確認してください。下流での詰まりは、しばしば「切断不良」のように見えます。“
メンテナンスアクセスは設計の重要な要素です。ブレードの交換、スクリーンの交換、清掃は、長時間の分解作業なしに実施できなければなりません。実際の現場のクリアランスと工具を照らし合わせて、アクセスの想定を検証してください。.
設計レビュー中に要求する入力パック
- 飼料の説明: 主要な形態、混合変動、汚染に関する注記 (サンプルで確認)
- 出力目的: フレークと顆粒、サイズ制御、微粒子感度
- 動作プロファイル: デューティサイクル、給電方法、サージリスク、クリアリングの期待
- 統合の制限:排出物の取り扱い、スペース、ガード、サービスアクセス
主なプラスチック粉砕機の種類と用途
選択してください 破砕機タイプ 主要な供給形態と故障モードにマッピングすることで、最初のパスでは「典型的な用途」を使用し、その後、実際の供給で動作ウィンドウを検証します。最終的な選択は、ストリームの変動性と出力の厳しさに応じて異なります。.
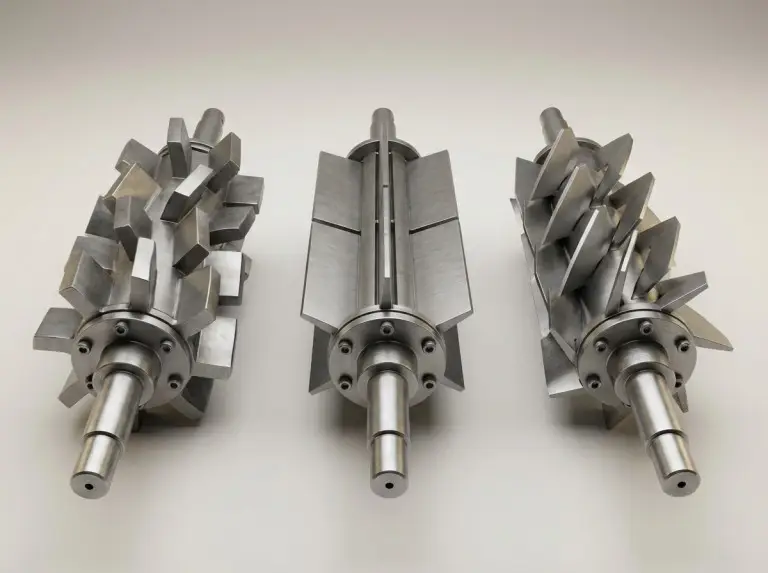
厚くて硬いスクラップ用のクロークラッシャー
強力な食い込みが必要な厚手の硬質部品には、クローカット方式を採用しています。この方式は、材料の張力に依存せずに固形物の切断に適しています。負荷の安定性は、送り出し方法に依存します。大きな塊が1つあるだけでも、トルクスパイクが発生する可能性があります。.
硬質スクラップには、硬い介在物が隠れていることがよくあります。摩耗と保護対策を早期に策定してください。汚染リスクと過負荷管理方法を確認してください。また、重い破片は跳ね返って循環する可能性があるため、スクリーンの清掃も確認してください。.

ボトルおよび薄肉部品用のフレーク粉砕機
平刃タイプは、ボトルや薄肉容器に最適です。よりクリーンでハサミのようなせん断力により、制御不能な破断が低減します。刃への安定した刃の配置が不可欠です。刃の噛み合いが不規則だと、微粒子と騒音が増加します。出力の清浄度は、刃の状態、スクリーンの選択、そして破砕傾向によって異なります。.
混合ストリームは動作範囲を狭める可能性があります。ラベル、ストラップ、ボトル内のフィルムがストリームに混入すると、ラッピングを引き起こす可能性があります。固定ナイフとスクリーンの設定をロックする前に、実際の混合状態を確認してください。.
軟質フィルムおよび袋用フィルム粉砕機
フィルム設計は、フィルムの巻き付けとリスクの橋渡しに重点を置いています。目標は、フィルムがせん断帯に再進入し続けるようにすることです。フロー制御がないと、フィルムはボール状に圧縮され、スクリーンを詰まらせたり、ローターに乗り上げたりします。ここでは、純粋なパワーよりも、供給安定性とフローガイドが重要です。.
フィルムの挙動は厚さと湿度によって変化します。袋、カバー、高密度フィルムはそれぞれ挙動が異なります。巻き付き防止性能は、単純なサンプルではなく、代表的なフィルムで検証してください。.
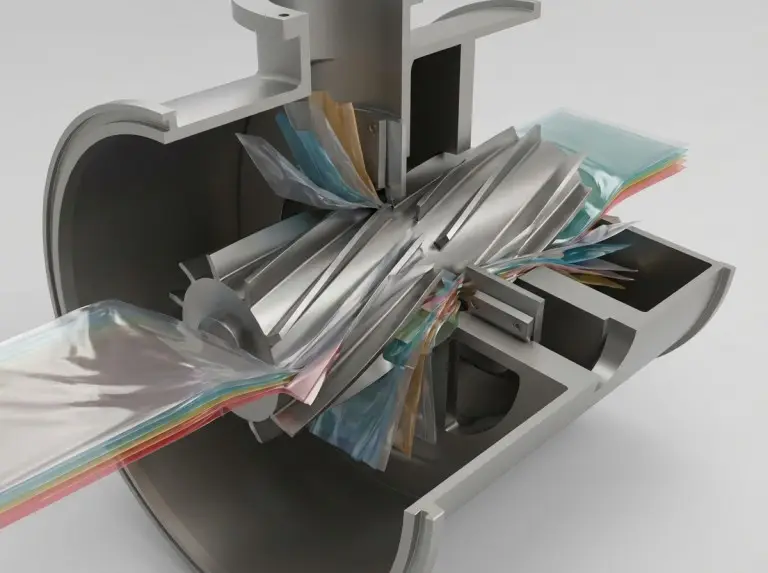
切断室と材料フローの設計
カッティングチャンバーは、噛み合い、滞留時間、排出を制御することで安定性を決定します。プラスチックがせん断ゾーンに到達し、スクリーンを通過し、リバウンドを抑制する仕組みを中心に設計しています。これにより、ローターのレイアウト、速度、スクリーン、ホッパーが1つの経路に統合されます。.
ローターとナイフのレイアウト
ローターとナイフのレイアウトは、主なフィードに合わせてください。フィードによっては、繰り返しのプレゼンテーションで制御されたせん断が必要なものもあります。また、ストールを防ぐために積極的なエンゲージメントが必要なものもあります。まず、想定される故障モードを定義し、それを防ぐ設計を行います。.
ナイフのレイアウトは、フィード形状の挙動を反映する必要があります。薄いフィルムは伸びたり巻き付いたりします。剛性部品は反発したり破損したりします。チャンバーの形状が、制御不能な循環ではなく、せん断領域への再進入を促進することを確認してください。.
速度とトルク戦略
速度とトルクの戦略は、スループットと、微粉、騒音、熱などの副産物とのトレードオフとなります。速度を上げると切削頻度は高くなりますが、材料が破損した場合の粉塵が増加します。速度を下げるとトルクが向上し、騒音は減少しますが、処理能力が低下する可能性があります。.
現実的な変動を許容する戦略を推奨します。可変制御は有効ですが、その効果は駆動装置の規模と給電の安定性に依存します。実際の過負荷条件下での制御挙動を検証してください。.
スクリーンの選択と排出フロー
スクリーンは、吐出量と滞留時間を制御します。開口部を小さくすると均一性は向上しますが、原料が汚れると熱が上昇し、目詰まりのリスクが高まります。開口部を大きくすると処理能力は向上しますが、粒度のばらつきが大きくなります。下流側の許容範囲を確認してください。.
排出フローはシステムの一部です。排出が滞るとチャンバーの挙動が変化します。ビンやコンベアによって強制的に循環が生じる可能性があります。排出の問題は切断の問題と誤診されることが多いため、排出処理を早期に検証してください。.
ホッパー設計とアンチラップ処理
ホッパーの形状は、材料を噛み合わせに導き、フライバックを抑制する必要があります。硬い材料はフィルムとは異なる反発力を示します。代表的な投入物を用いてホッパーの性能を検証してください。ガードは、実際の投入および詰まり除去の習慣に適合させる必要があります。.
アンチラップハンドリングはフローの問題です。部分的な閉塞によりスクリーンの開口面積が減少すると、ラップが加速します。試験運転中にラップ傾向を確認し、スループットを向上する前に流路を調整してください。.
|
決定ポイント |
改善できること |
何が悪化するか |
試験で検証するもの |
|---|---|---|---|
|
高速戦略 |
スループットの可能性 |
罰金、騒音、暑さ |
塵の傾向と気温上昇 |
|
スクリーン開口部が小さい |
サイズの一貫性 |
熱、目詰まりの危険性 |
実際のフィードによる閉塞 |
|
積極的な関与 |
硬質スクラップの引き込み |
トルクスパイク、リバウンド |
過負荷とフライバック |
|
フロー重視ホッパー |
給餌安定性 |
フットプリントの制約 |
リスクの橋渡し |
摩耗、シール、保守性
信頼性は摩耗制御、粉塵の排除、そしてアクセスに依存します 運用上のメリット.日常的な作業が確実に行えるよう、通路を設計します。実際の摩耗は汚染物質や作業のしつけ方によって異なります。早期点検でご確認ください。.
ナイフの摩耗と研ぎ方
刃持ちと衝撃強度のバランスを重視する。プラスチックの流れには硬い介在物が含まれることが多い。性能は一定ではないため、固定寿命の謳い文句は避ける。摩耗パターンの初期段階を検査し、摩耗、欠け、あるいは熱によるものかどうかを確認。.
研磨の精度は、研磨粒子と熱に影響を与えます。刃先が鈍くなると、切削はせん断からハンマーによる打撃へと変化します。出力の変動やノイズは、刃先の劣化を示す兆候となることがよくあります。時間に基づく約束ではなく、検査のトリガーを明確に定義しましょう。.
チャンバーの剛性とギャップの安定性
チャンバーの剛性は、切断に影響を与えるたわみを防ぎます。ギャップの安定性は、品質、振動、安全性に影響を与えます。当社は剛性を考慮して設計し、最初のメンテナンスサイクル後に安定性を検証します。.
摩耗保護は、整列と流れを規定する表面に重点を置く必要があります。ここでの摩耗は、滞留時間と微粒子を変化させます。保護効果は、材料の厚さが十分であると想定するのではなく、検査によって検証する必要があります。.
ベアリング、シール、防塵
ベアリングの故障は、潤滑の問題だけでなく、埃や熱に起因することがよくあります。埃の多いエリアをサポートから隔離し、負荷に適したシールを選定します。初期の温度と騒音の傾向からシールの性能を検証します。.
潤滑は、異物の侵入を抑制した場合にのみ効果を発揮します。過負荷の繰り返しも損傷を加速させます。実際の給油方法と比較して、過負荷時の挙動を検証してください。.
ブレードとスクリーンのサービスアクセス
頻繁に行われる作業に合わせて保守性を設計してください。ブレードへのアクセス、スクリーンの取り外し、清掃は、現場の制限内に収める必要があります。アクセス経路と吊り上げ工具は、事前に確認してください。「保守スペースがない」ということは、後々長いダウンタイムを意味します。.
実用的なドキュメントパックにより遅延を削減します。組立の目的、検査ポイント、サービスノートを定義します。各プロジェクトのドキュメント範囲を検証します。.
試運転前後の検証チェックリスト
試運転では、設計上の想定に基づいてチェックを行うことでリスクを軽減できます。始動前のチェック、試験、モニタリングを実施することで、隠れた問題を発見できます。フィードミックスや出力の許容値が変更された場合は、検証を繰り返してください。.
試運転検証ブロック
- 始動前:ガード、ファスナー、ナイフの取り付け、スクリーンの取り付け、アクセスパス
- 試運転:給餌安定性、リバウンド、巻き付き/ブリッジ傾向、排出
- 傾向チェック:振動、温度上昇、異音
- 出力チェック: サイズの一貫性、微粒子の傾向と許容範囲
始動前の安全性と機械点検
点検を行うことで、「切断不良」と誤認されがちな損傷を未然に防ぐことができます。ナイフの取り付け、スクリーンの固定、留め具の安全性を確認してください。ガードが実際の作業員のアクセスに適合していることを確認してください。.
メンテナンスチームとロックアウトと安全なアクセスについて確認しましょう。プロセスが安全でない詰まり除去を促す場合、安全設計は不適切です。ハードウェアと併せて、実践方法も確認してください。.
実際の飼料を使った試運転観察
試験にはクリーンなサンプルではなく、代表的な原料を使用してください。材料がせん断帯に入ったり、再循環したりしていないか確認してください。フィルムの場合は、早期の巻き付きやスクリーンの詰まりに注意してください。.
スループットを追求する前に、供給リズムを調整してください。適度な供給量で安定したチャンバーは、短時間のピークテストよりも成功を予測しやすいです。混合範囲全体にわたって安定性を確認してください。.
傾向監視:振動、熱、騒音
絶対値ではなく傾向に注目してください。基準値は設備によって異なります。振動、熱、または新たな騒音の増加は、緩みや汚染の兆候である可能性があります。傾向が現れた場合は、荷重を軽減して点検してください。.
監視とメンテナンスを連携させましょう。監視のみで対策を講じなければ、損害が発生する可能性があります。最初の数週間は対応手順を検証しましょう。.
出力の受け入れとドリフトのチェック
スクリーンと切断モードが適切なリグラインドを生成することを確認してください。粒度のばらつきと微粒子が下流の感度に及ぼす影響を確認してください。出力に変動がある場合は、まずブレードの状態とスクリーンの詰まりを確認してください。.
下流工程で受入れ検査を実施します。搬送と溶融により、バケツサンプルが見逃していた問題が明らかになります。受入れ検査が厳しくなった場合は、設定を見直します。.
よくあるご質問
ご質問は通常、飼料の不一致、不安定性、またはメンテナンスに関するものです。結論、そして条件と検証手順についてご説明いたします。それぞれの回答は、お客様の配合と環境によって異なります。.
ローターにフィルムが巻き付く原因は何ですか?
巻き付きとは、フィルムのストランドがせん断帯に入らずにローターに巻き付くことです。まず、供給状態とサージ供給を確認してください。ブリッジがあると、鋭利なナイフを使っても巻き付きを引き起こす可能性があります。また、巻き付きを加速させるスクリーンの目詰まりも確認してください。.
同じ画面で出力サイズが変動するのはなぜですか?
ドリフトは通常、刃の交換や部分的な目詰まりによって発生します。ナイフの切れ味と刃の取り付け状態を確認してください。刃先が鈍いと切れ味が悪くなります。ポリマーが敏感な場合は、熱の影響や汚れがないか確認してください。.
安定性を損なうことなく罰金を削減するには、どのような設計上の選択が必要ですか?
せん断モードのまま切断すると、細粒分が減少します。速度と噛み合いが送り剛性に合っていることを確認してください。スクリーンの選択とブレードの状態を併せて確認してください。滞留時間が長すぎると細粒分が発生します。.
プラスチック粉砕におけるベアリング故障の原因は何ですか?
故障は、多くの場合、ほこり、熱、または繰り返しの過負荷によって引き起こされます。潤滑油を交換する前に、シールとほこりの遮断を確認してください。また、給油サージは繰り返しトルクスパイクを引き起こすため、給油サージも確認してください。.
フライバックを減らすにはホッパーの設計はどうすればいいでしょうか?
ホッパーは材料を噛み合わせ部に誘導し、跳ね返り経路を遮断する必要があります。代表的なフィードで動作を確認してください。跳ね返りは、硬質部品、ボトル、フィルムによって異なります。現場でのガードとオペレーターの作業手順を確認してください。.
クラッシャーの選択が失敗するのはいつですか?
動作範囲外の形状や汚染物質が流体に含まれている場合、不具合が発生します。ボトルラインに膜や塊が含まれていないか確認してください。これらの物質は巻き付きやトルクに影響を及ぼします。汚染レベルは摩耗頻度に影響を与えるため、汚染レベルを確認してください。.
結論
堅実な設計プロセスは、入力、選択、フロー、検証を結び付けます。IPGでは、まず動作範囲を明確にします。次に、現実的な変動条件下で安定性を維持できるよう、フローとアクセスを設計します。成功は、飼料配合とメンテナンスにかかっています。.
カスタムマシンの場合、次のステップは簡単な入力セットです。代表的なフィード記述、出力意図、レイアウト制約、動作プロファイルを準備します。これらの入力情報に基づいて、試運転のための意思決定ルールと検証手順を定義できます。.