


Pour réaliser des découpes nettes dans les plastiques durs, il est essentiel de maîtriser la température et les vibrations, et d'utiliser l'outil adapté à la forme à découper. Les plastiques durs peuvent se fissurer, s'ébrécher ou fondre si la machine vibre ou si la lame reste trop longtemps en contact avec le bord et le surchauffe. Ce guide propose des étapes de décision et des méthodes de travail pour les plastiques durs courants tels que l'acrylique, le polycarbonate, le PVC et l'ABS.
Un bon plan commence par un petit essai sur une chute de plastique du même type et de la même épaisseur. Cet essai permet de vérifier si le plastique se comporte de manière cassante, sensible à la chaleur ou résistante avec l'outil choisi. Conservez les chutes pour de futurs essais ou passez-les dans un… broyeur de plastique pour le recyclage si votre magasin traite les déchets plastiques.
Facteurs matériels qui déterminent le plan de découpe
La qualité de la découpe des plastiques durs dépend du type de polymère, de son épaisseur et de sa sensibilité à la chaleur, et non de la seule puissance de l'outil. L'acrylique s'écaille et se fissure sous l'effet de fortes vibrations. Le polycarbonate se déforme et fond en cas de chaleur non maîtrisée. La composition du PVC et de l'ABS étant variable, il est toujours préférable d'effectuer des essais de découpe.
L'acrylique et le polycarbonate présentent des risques de surface différents lors de la mise en place. L'acrylique se raye facilement. De nombreuses plaques sont livrées avec un film protecteur pour éviter les dommages liés à la manipulation. Définissez un plan de protection de la surface avant le marquage et le serrage.
La chaleur influe sur la plupart des méthodes de coupe. Une vitesse de lame élevée associée à une faible avance provoque la fusion du matériau. Une faible avance combinée à des vibrations entraîne l'écaillage. Le plan de coupe doit donc prévoir un système de contrôle de la chaleur, comme des pauses, un flux d'air ou l'utilisation d'une lame qui coupe sans faire fondre le matériau.

Erreurs courantes provoquant des fissures, des éclats et des bords fondus
La plupart des défaillances lors de la découpe de plastiques durs sont dues aux vibrations, à une chaleur incontrôlée et à des dommages superficiels antérieurs à la découpe. Les zones non soutenues provoquent des vibrations. Ces vibrations engendrent des microfissures qui se transforment en cassures visibles. Un support stable est plus important qu'une force excessive.
Les problèmes de surchauffe sont souvent dus à des pauses, et non à des passages rapides. Une lame de scie sauteuse arrêtée ou une dent de scie circulaire bloquée fait fondre le plastique rapidement. Cela provoque ensuite une ressoudure du matériau derrière la lame. La maîtrise de la chaleur doit être considérée comme une étape clé du processus, et non comme une simple supposition.
Les dommages superficiels proviennent souvent de l'espace de travail, et non de l'outil. Les particules abrasives sous une feuille de verre laissent des rayures qui persistent même après une coupe nette. Utilisez un film protecteur sur l'acrylique. Appliquez du ruban de masquage sur la ligne de coupe si nécessaire. Cela réduit les risques d'irritation lors de la manipulation et du sciage.
Dispositif de sécurité, de serrage et de protection de surface
Pour découper en toute sécurité du plastique dur, il est indispensable de porter des lunettes de protection, d'utiliser un système de serrage stable et d'assurer une bonne ventilation avant que la lame n'entre en contact avec la plaque. Le plastique projette des éclats. Le ponçage génère une fine poussière. En cas de surchauffe, il dégage des fumées. Un montage stable améliore la qualité de la coupe et facilite la mesure et le contrôle des vibrations.
Liste de vérification de sécurité et d'installation
Portez des lunettes de sécurité et des gants anti-coupures si des éclats risquent d'être projetés.
Utilisez un masque anti-poussière ou un respirateur pour le ponçage ou lorsque des outils produisent de la poussière.
Fixez le plastique sur une surface stable. Soutenez les deux côtés de la découpe.
Évitez les serre-joints trop serrés qui déforment ou fragilisent la tôle. Utilisez des mâchoires souples si possible.
Intégrez la protection de surface à la préparation. Les plaques acryliques sont souvent recouvertes d'un film protecteur. Laissez-le en place pendant le marquage et la découpe s'il ne gêne pas la coupe. Le ruban de masquage appliqué sur la ligne de coupe réduit les risques d'écaillage sur certains plastiques. Il protège également la surface visible.
Principaux outils de coupe pour plastique dur et usages typiques
Pour les plastiques durs, choisissez vos outils en fonction de la forme de la coupe et du risque d'écaillage ou de fusion du plastique. Un outil trop puissant peut donner de moins bons résultats avec une lame ou un support inadapté. Tenez compte du type de lame, du mode de support et du contrôle de la température lors de votre sélection.
| Besoin de réduction | Outil typique | Scénarios les plus adaptés | Notes de configuration à vérifier |
|---|---|---|---|
| Découpe droite sur plaque avec un minimum d'éclats | Incisez et cassez avec un outil à tracer en acrylique ou un couteau robuste. | Plaque acrylique mince à l'endroit où le système de fixation fonctionne | Utilisez une règle ; tracez plusieurs lignes en exerçant une pression uniforme ; marquez le côté opposé pour une cassure plus nette dans certains cas. |
| Découpe droite sur une feuille plus épaisse | Scie de table ou scie circulaire avec lame adaptée au plastique | Coupes droites et longues sur acrylique/polycarbonate épais | Utilisez une lame qui réduit la fusion ; vérifiez la forme et l’espacement des dents auprès du fabricant ou sur l’emballage. |
| Courbes et formes intérieures | scie sauteuse ou outil rotatif | Courbes, découpes et profils non linéaires | Réduisez les vibrations grâce à un support complet ; testez la vitesse/l'avance sur des chutes pour éviter la fusion. |
| Mise en forme détaillée sur feuille et petites pièces | scie à ruban ou outil rotatif | Chemins complexes et parties plus petites | Attention à la fonte des pièces plus épaisses ; vérifiez le choix de la lame et utilisez des chutes de bois. |
| Découpes rapides et nettes sur certains thermoplastiques | Coupeur chauffant (classe thermocutter) | Découpe par fusion contrôlée sur des plastiques appropriés | Considérer les émanations comme le principal risque ; vérifier la ventilation et l'ajustement du polymère avant utilisation. |
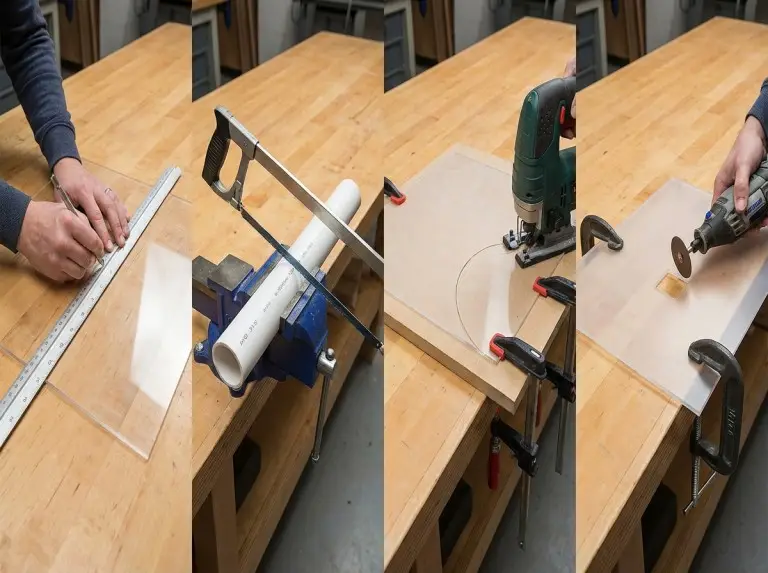
Flux de travail de découpe pour les coupes droites, les courbes et les ouvertures
Un bon processus de découpe utilise le marquage, le support et une alimentation contrôlée pour gérer la chaleur et éviter les fissures. Chaque étape nécessite un contrôle de réussite : absence de blanchiment des bords, de cordon fondu ou d’ébréchure. Ces processus réduisent les retouches et rendent la finition prévisible.
Flux de travail de rainurage et de découpe pour feuille acrylique
La technique du rainurage et de la cassure permet d'obtenir des bords nets et droits sur l'acrylique fin si le trait de rainurage est profond et régulier. Placez la plaque sur une surface plane. Marquez la ligne de coupe. Alignez une règle sur celle-ci. Utilisez un outil de rainurage pour acrylique ou un couteau robuste. Procédez par plusieurs passages en exerçant une pression ferme et uniforme.
La qualité du cassage dépend du support et du contrôle du pliage. Tracez une ligne de pré-découpe juste au-delà du bord de la table. Maintenez fermement la feuille avec une planche ou un autre morceau de plastique. Appliquez une pression ferme vers le bas pour casser le long de la ligne. Marquez la face opposée pour améliorer la régularité du cassage sur certaines feuilles.
Processus de sciage pour les coupes droites dans les tôles épaisses
Utilisez une scie si l'épaisseur ou la forme empêche la cassure. Tracez une ligne. Fixez solidement la plaque avec des serre-joints. Soutenez les deux côtés de la coupe pour limiter les vibrations. Choisissez une lame adaptée à la découpe du plastique. Les lames classiques surchauffent ou s'ébrèchent selon la forme et l'espacement des dents.
La vitesse d'avance est le facteur déterminant pour la précision des coupes. Maintenez un mouvement régulier et continu. Faites une pause entre les coupes longues si la lame chauffe. Si les guides préconisent une géométrie à trois copeaux ou des marquages « ne pas fondre », tenez-en compte. Effectuez tout de même un essai sur une chute de bois.
Flux de travail Jigsaw pour les courbes et les formes intérieures
Une scie sauteuse permet de réaliser des découpes courbes si la lame et son support empêchent les vibrations et l'écaillage. Appuyez la pièce sur un support rigide ou sur toute sa surface pour réduire les vibrations. Maintenez la semelle bien à plat pour éviter les sauts sur les bords. Certains modèles utilisent un support en mousse pour plus de stabilité.
Réglez la vitesse et l'avance pour éviter la fonte. Utilisez une vitesse variable si possible. Diminuez la vitesse lorsque la température augmente. Maintenez la lame en mouvement. Testez les réglages sur des chutes avant l'apparition d'un bord visible.
Ouvertures et découpes circulaires
Les ouvertures restent propres si le flux de travail évite les contraintes dans les angles. Percez un trou de départ pour l'entrée de la scie sauteuse lors des découpes intérieures. Maintenez la pièce à usiner près de la trajectoire. Les entailles de dégagement facilitent le blocage dans les courbes serrées et réduisent le risque de surchauffe.
Il est nécessaire de vérifier l'outillage pour les perçages circulaires. Une scie cloche ou un foret étagé conviennent à certains plastiques. Faites un essai sur une chute de plastique. La chaleur et la force de serrage varient selon le polymère et son épaisseur. Un bon maintien est essentiel. Une scie cloche mal serrée peut casser une plaque fragile.
Finition des bords et finition axée sur la clarté
La finition des bords améliore la sécurité et l'esthétique. Elle élimine les bavures, réduit le blanchiment dû aux contraintes et contrôle la transparence de l'acrylique. Un bord coupé peut être de la bonne dimension, mais tranchant ou rugueux. Planifiez la finition en fonction de la méthode de coupe.
Séquence de finition pour la plupart des plastiques
Ébavurez à l'aide d'un outil ou d'un grattoir pour enlever les peluches et les arêtes vives.
Poncer étape par étape. Utiliser le ponçage à l'eau pour contrôler la chaleur et la poussière.
Polissez avec un tampon et un composé plastique lorsque la clarté est importante.
Le polissage à la flamme exige une grande prudence et des limites strictes quant aux matériaux utilisés. Il convient à l'acrylique, mais pas à la plupart des autres matériaux comme le polycarbonate. Entraînez-vous sur des chutes de bois. Une chaleur excessive peut endommager le matériau ou présenter un risque d'incendie.
Dépannage des défauts avec des variables contrôlables
Le dépannage est plus rapide lorsqu'on associe les défauts à des variables comme le pas de dent, la vitesse d'avance ou le support. La plupart des défauts sont récurrents. Un tableau de diagnostic permet d'éviter les corrections excessives qui engendrent de nouveaux problèmes.
| Défaut | Conducteur probable | Mesures correctives à vérifier |
|---|---|---|
| Bord fondu ou entaille ressoudée | Temps de séjour, chaleur de friction excessive, lame inadaptée | Réduisez le temps d'arrêt, testez une vitesse plus faible ou une alimentation continue, ajoutez des pauses de refroidissement, vérifiez que la lame porte l'étiquette anti-fusion. |
| Bord ébréché sur acrylique | Vibrations et engagement dentaire trop agressifs | Renforcez le support et le serrage, ajoutez du ruban adhésif, testez une lame en plastique ou une action plus fine sur des chutes. |
| Fissure en bout de coupe | Découpe non prise en charge et rupture en phase finale | Contenir les déchets lors de la coupe finale, réduire les vibrations près de la sortie. |
| Surface de la face rayée | Débris sous le drap ou le film retirés trop tôt | Nettoyez la table, gardez le film protecteur sur l'acrylique, utilisez des mâchoires souples pour éviter les marques. |
| Bord en acrylique rugueux et opaque après ponçage | Progression incomplète des grains ou brume de chaleur | Ponçage progressif, ponçage à l'eau pour réduire la chaleur, polissage pour plus de clarté. |
Conclusion
Pour obtenir des coupes nettes dans les plastiques durs, il est essentiel de maîtriser la chaleur et les vibrations, et d'utiliser l'outil et la lame adaptés au polymère et à la découpe. Un support stable, une vitesse et une avance testées, ainsi qu'une méthode de finition précise permettent d'éviter les fissures, les ébréchures et la fonte. L'application d'un film protecteur, par exemple sur l'acrylique, est recommandée pour limiter les défauts d'aspect.
Un plan de découpe doit se terminer par une vérification, et non par la première coupe. Testez sur le même polymère et la même épaisseur. Cela transforme les conseils en réglages adaptés à votre atelier et à votre outil. Résultat : moins de feuilles abîmées, un travail plus sûr et des bords nets.
FAQ
Quelle est la méthode la plus sûre pour découper du plastique dur chez soi ?
La méthode la plus sûre minimise le recul tout en maintenant et en fixant solidement le plastique. Pour beaucoup, la technique du rainurage et de la cassure sur de l'acrylique fin ou celle de la scie guidée sur des plaques plus épaisses sont préférables au découpage à main levée. Utilisez un équipement de protection individuelle et assurez une ventilation adéquate en cas de poussière ou de fumées.
L'acrylique doit-il être découpé différemment du polycarbonate ?
La découpe de l'acrylique privilégie la prévention des éclats et des fissures. Celle du polycarbonate privilégie la maîtrise de la chaleur et de la déformation. L'acrylique bénéficie du rainurage et de la cassure sur les plaques fines, ainsi que de la réduction des vibrations lors de la scie. Le polycarbonate, quant à lui, tire profit des techniques de gestion de la chaleur et de la limitation des temps d'arrêt des outils.
Pourquoi le plastique fond-il lorsqu'on utilise une scie sauteuse ou une scie circulaire ?
La fusion est due à la chaleur de friction générée par une vitesse élevée, une faible avance ou des pauses. Une lame en plastique réduit la fusion. Un mouvement régulier avec peu d'arrêts permet un contrôle optimal. Des essais sur des chutes de matériau permettent de trouver rapidement des combinaisons stables.
Le polissage à la flamme est-il une bonne option pour tous les plastiques ?
Le polissage à la flamme convient à l'acrylique, mais pas à d'autres matériaux comme le polycarbonate. Il présente des risques d'incendie et de dommages si le mouvement et la distance de la flamme ne sont pas maîtrisés. Entraînez-vous sur une chute de matériau. Vérifiez la compatibilité du polymère avant utilisation de la flamme.
Comment obtenir une coupe nette ?
Pour obtenir un bord net, il faut suivre une procédure précise : ébavurage, nivellement de la surface et restauration de la clarté si nécessaire. Ébavurez ou grattez les peluches. Poncez les irrégularités. Polissez l'acrylique pour plus de clarté. Appliquez la finition avant la découpe afin de minimiser les retouches.