


Concevoir un broyeur de plastique Le recyclage commence par la définition des matières premières, des objectifs de production et du profil de fonctionnement. Chez IPG, nous considérons la machine comme un système de découpe contrôlé. Son comportement doit correspondre à celui réel des matériaux. Cette approche guide nos choix concernant le type de machine, l'agencement de la chambre et les contrôles de mise en service.
Des flux de plastique d'apparence similaire peuvent charger différemment une chambre de découpe. Les films ont tendance à s'enrouler, tandis que les pièces rigides et épaisses peuvent engendrer des pics de couple en présence de contaminants durs. Nous précisons les points à vérifier au niveau de la trémie et du tamis, car la plupart des “ pannes inattendues ” surviennent à la limite d'alimentation.
Les résultats de recherche mélangent souvent des termes comme broyeur, déchiqueteur et granulateur. Ici, “ broyeur de plastique ” désigne un appareil à lames et à tamis qui réduit la taille des matériaux pour les étapes de traitement ultérieures. Vérifiez que la dénomination et le périmètre de l'appareil correspondent bien à votre production requise et à votre interface de ligne.
Exigences relatives aux entrées et sorties de conception
La conception devient reproductible lorsque le comportement de l'alimentation, les critères d'acceptation de la sortie et les limites d'intégration sont clairement définis. Nous fixons ces paramètres avant de choisir un rotor, une disposition des couteaux ou un crible. Cela évite l'erreur fréquente de choisir un type de concasseur avant d'avoir caractérisé la matière première.
Profil de la matière première et contrôles de contamination
Votre profil doit décrire la forme et le comportement de manipulation, et pas seulement la famille de polymères. Nous séparons les films, les bouteilles, les pièces à parois fines, les pièces à parois épaisses et les déchets mixtes. Chaque forme modifie l'engagement et le flux. Les flux mixtes fonctionnent, mais vous devez définir explicitement la plage de fonctionnement.
Les hypothèses de contamination déterminent la stratégie d'usure et la protection contre les surcharges. Le sable, le métal ou la poussière peuvent transformer les modes de défaillance, passant d'une usure lente à un écaillage des bords. Il est essentiel de vérifier les niveaux de contamination par échantillonnage, et non en se fiant aux descriptions du fournisseur.
intention de contrôle de la forme et de la taille de la sortie
Précisez si la ligne nécessite des flocons ou des granulés. Définissez la sensibilité de l'étape suivante à la poussière (particules fines). Le lavage, le transport et la fusion réagissent différemment à la granulométrie. Confirmez la conformité avec le responsable du procédé. Même un aspect “ correct ” peut entraîner des défaillances lors du transport ou de la filtration.
Le choix de la grille influe sur la taille des particules produites, mais la stabilité dépend également de l'état de la lame et du débit de matière. Des ouvertures plus petites augmentent le temps de passage dans la chambre et le nombre de passes de coupe. Cela améliore l'uniformité si la coupe reste en cisaillement. Si la coupe bascule vers le déchirement, la production de fines et la chaleur augmentent. Il est conseillé de vérifier ce comportement par des essais.
cycle de service et méthode d'alimentation
Le profil de fonctionnement est important. Le comportement de coupe du plastique varie selon que la charge est continue ou intermittente. La fréquence des démarrages et arrêts, les surtensions et les surcharges influent sur la chaleur et les vibrations. Définissez les cycles de service dès le début afin de paramétrer la stratégie d'entraînement et les protections.
La méthode d'alimentation détermine la régularité du chargement. Le déchargement manuel, les convoyeurs et le déversement par lots engendrent des variations de charge et des risques de retour de matière différents. Il est essentiel de vérifier le comportement de l'alimentation par la pratique, et non uniquement par des procédures écrites.
Intégration de ligne et accès à la maintenance
L'intégration de la ligne détermine l'entrée et la sortie des matériaux. Ces contraintes influencent souvent davantage la trémie et la décharge que la chambre de coupe. Une décharge obstruée provoque une recirculation, ce qui peut entraîner un enroulement ou un colmatage. Il est donc essentiel de vérifier rapidement le bon fonctionnement de la décharge. Un engorgement en aval peut donner l'impression d'une mauvaise coupe.“
L'accessibilité pour la maintenance est un élément essentiel de la conception. Le changement des lames, le remplacement des écrans et le nettoyage doivent pouvoir être effectués sans démontage prolongé. Vérifiez que les hypothèses d'accès correspondent aux dimensions réelles du site et à l'outillage disponible.
Dossier d'entrée que nous demandons lors de la revue de conception
- Description de l'alimentation : formes dominantes, variabilité du mélange, notes sur la contamination (à vérifier par échantillon)
- Objectif de production : flocons ou granulés, contrôle de la taille, sensibilité aux particules fines
- Profil de fonctionnement : cycle de service, méthode d’alimentation, risque de surtension, attentes en matière de dépollution
- Limites d'intégration : gestion des rejets, espace, surveillance, accès aux services
Principaux types et utilisations des broyeurs de plastique
Sélectionnez un type concasseur En l'associant à une forme d'alimentation dominante et à un mode de défaillance, nous utilisons des “ usages typiques ” dans un premier temps, puis nous vérifions la plage de fonctionnement avec une alimentation réelle. La sélection finale dépend de la variabilité du flux et des exigences de sortie.
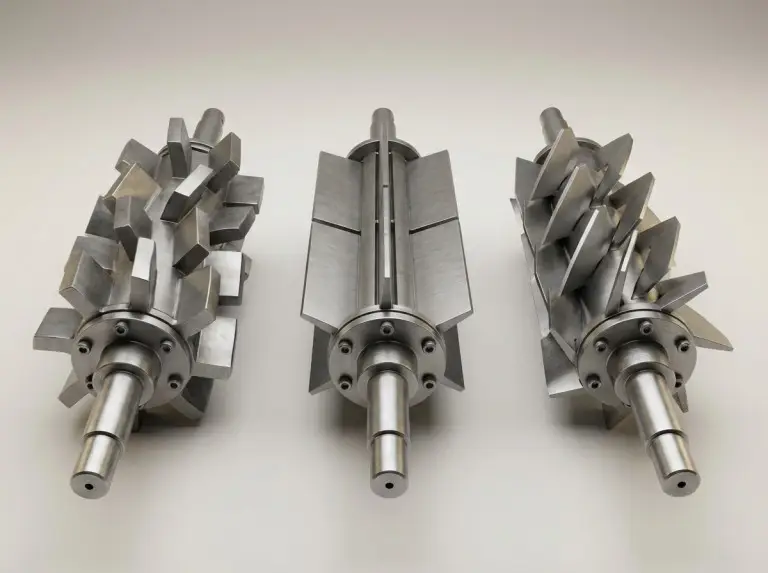
Broyeurs à griffes pour ferraille épaisse et rigide
Nous privilégions la découpe à griffes pour les pièces épaisses et rigides nécessitant une forte prise. Ce procédé permet de traiter des blocs massifs sans recourir à la tension du matériau. La stabilité de la charge dépend de la présentation de l'outil. Un seul bloc trop gros peut engendrer un pic de couple.
Les déchets rigides masquent souvent les inclusions dures. Définissez votre stratégie d'usure et de protection dès le début. Vérifiez le risque de contamination et la gestion des surcharges. Contrôlez également le nettoyage du tamis, car les fragments lourds peuvent rebondir et circuler.

Broyeurs de flocons pour bouteilles et pièces à parois minces
Les lames plates sont idéales pour les bouteilles et les contenants à parois fines. Une coupe nette, semblable à celle des ciseaux, réduit les déchirures incontrôlées. Il est essentiel de présenter les lames de manière stable. Un engagement irrégulier augmente la production de fines particules et le bruit. La propreté du produit dépend de l'état des lames, du choix du tamis et de la tendance à la casse.
Les flux mixtes peuvent réduire la plage de fonctionnement. La présence d'étiquettes, de sangles et de films dans les flux de bouteilles peut déclencher l'emballage. Vérifiez la composition réelle du mélange avant de verrouiller la configuration de la lame et du tamis.
Broyeurs de films pour films souples et sacs
La conception des films met l'accent sur l'enroulement et la réduction des risques. L'objectif est de maintenir le film dans la zone de cisaillement. Sans contrôle du flux, le film se comprime en boules, obstrue les tamis ou se colle aux rotors. La stabilité de l'alimentation et le guidage du flux sont ici plus importants que la puissance brute.
Le comportement du film varie selon son épaisseur et son taux d'humidité. Les sacs non fixés, les bâches et les films densifiés réagissent différemment. Il est recommandé de vérifier l'efficacité anti-enroulement avec un film représentatif, et non avec un simple échantillon.
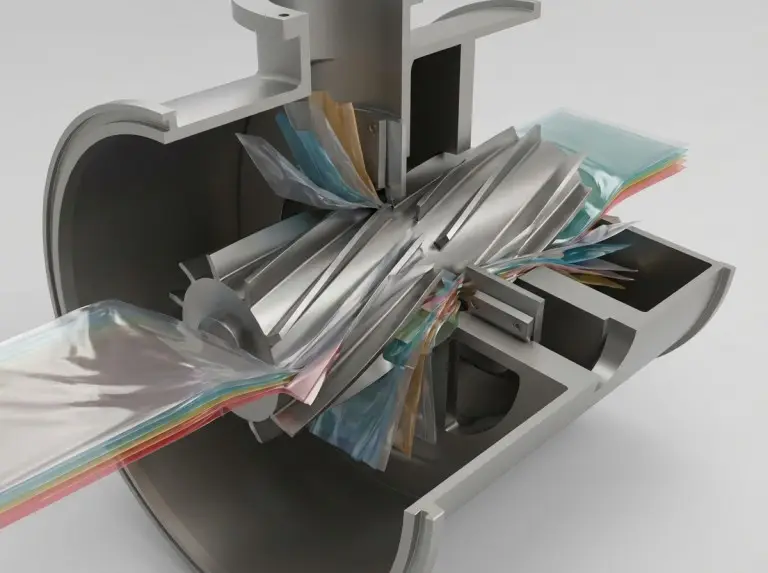
Conception de la chambre de coupe et du flux de matériaux
La chambre de coupe assure la stabilité en contrôlant l'engagement, le temps de séjour et l'évacuation. La conception prend en compte le parcours du plastique jusqu'à la zone de cisaillement, sa sortie à travers le tamis et la maîtrise du rebond. Ceci intègre la configuration du rotor, la vitesse, les tamis et les trémies dans un processus cohérent.
disposition du rotor et du couteau
Adaptez la configuration du rotor et des couteaux au type d'alimentation principal. Certaines alimentations nécessitent un cisaillement contrôlé avec une présentation répétée. D'autres requièrent un engagement rapide pour éviter le calage. Nous définissons d'abord le mode de défaillance prévu, puis nous concevons le système pour le prévenir.
La disposition des couteaux doit tenir compte du comportement de la forme de l'alimentation. Le film mince s'étire et s'enroule. Les pièces rigides rebondissent et se fracturent. Vérifiez que la géométrie de la chambre favorise la réentrée dans la zone de cisaillement plutôt qu'une circulation incontrôlée.
Stratégie de vitesse et de couple
La stratégie de vitesse et de couple permet d'optimiser le débit en fonction des sous-produits tels que les fines, le bruit et la chaleur. Une vitesse plus élevée entraîne des coupes plus fréquentes, mais augmente la poussière en cas de rupture du matériau. Une vitesse plus faible améliore le couple et réduit le bruit, mais peut diminuer la capacité de production.
Nous privilégions une stratégie tolérante aux variations réalistes. Un contrôle variable est utile, mais ses avantages dépendent du dimensionnement du variateur et de la stabilité de l'alimentation. Vérifiez le comportement du contrôle en conditions de surcharge réelles.
Sélection du tamis et débit de refoulement
Les tamis contrôlent la granulométrie et le temps de séjour. Des ouvertures plus petites améliorent l'homogénéité, mais augmentent la chaleur et les risques de colmatage en cas de dispersion de l'alimentation. Des ouvertures plus grandes augmentent le débit, mais accroissent la dispersion granulométrique. Vérifiez la tolérance en aval.
Le débit d'évacuation fait partie intégrante du système. Un débit d'évacuation insuffisant modifie le fonctionnement de la chambre. Les trémies et les convoyeurs peuvent forcer la recirculation. Il est important de vérifier rapidement le bon fonctionnement du système d'évacuation, car les problèmes d'évacuation sont souvent confondus avec des problèmes de coupe.
Conception de la trémie et manipulation anti-enroulement
La géométrie de la trémie doit guider le matériau vers l'alimentation et limiter les retours de matière. Les pièces rigides rebondissent différemment des films. Vérifiez le fonctionnement de la trémie avec une alimentation représentative. Le système de protection doit correspondre aux conditions réelles de chargement et de déblocage.
Le problème d'enroulement est lié à la fluidité du flux. L'enroulement s'accélère lorsqu'un blocage partiel réduit la surface de passage du tamis. Il est important de vérifier la tendance à l'enroulement lors des essais et d'ajuster le circuit d'écoulement avant d'augmenter le débit.
|
Point de décision |
Ce que cela peut améliorer |
Ce que cela peut aggraver |
Ce que nous vérifions lors des essais |
|---|---|---|---|
|
Stratégie à plus grande vitesse |
potentiel de débit |
Amendes, bruit, chaleur |
Tendance à la poussière et hausse des températures |
|
Ouvertures d'écran plus petites |
Constance de la taille |
Risque de chaleur et d'obstruction |
Blocage avec alimentation réelle |
|
Engagement agressif |
Récupération de déchets rigides |
Pics de couple, rebond |
Surcharges et retour de flux |
|
Trémie à flux concentré |
Stabilité de l'alimentation |
contraintes d'empreinte |
Risque de pontage |
Usure, étanchéité et facilité d'entretien
La fiabilité dépend de la maîtrise de l'usure, de l'exclusion de la poussière et de l'accès pour avantages opérationnels.Nous concevons les itinéraires pour que les tâches routinières restent routinières. L'usure réelle dépend des contaminants et du respect des règles. Vérifiez-la par des inspections régulières.
stratégie d'usure et d'affûtage des couteaux
L'équilibre entre la tenue du tranchant et la résistance aux chocs est essentiel. Les flux de plastique contiennent souvent des inclusions dures. Nous évitons de garantir une durée de vie fixe, car les performances varient. Examinez les premiers signes d'usure pour déterminer si la cause est l'abrasion, l'écaillage ou la chaleur.
La qualité de l'affûtage influe sur la finesse et la chaleur. Des lames émoussées transforment la coupe en martelage. Une dérive et un bruit importants signalent souvent une dégradation du tranchant. Il est préférable de définir des critères d'inspection plutôt que des engagements basés sur le temps.
Rigidité de la chambre et stabilité de l'entrefer
La rigidité de la chambre empêche toute déformation susceptible d'altérer la coupe. La stabilité de l'entrefer influe sur la qualité, les vibrations et la sécurité. Nous privilégions la rigidité lors de la conception et vérifions la stabilité après le premier cycle de maintenance.
La protection contre l'usure doit cibler les surfaces qui déterminent l'alignement et l'écoulement. L'usure à ces endroits modifie le temps de séjour et la quantité de fines. L'efficacité de la protection doit être vérifiée par inspection, et non en se basant uniquement sur l'épaisseur du matériau.
Roulements, joints d'étanchéité et isolation contre la poussière
Les défaillances de roulements sont souvent dues à la poussière et à la chaleur, et pas seulement à des problèmes de lubrification. Nous isolons les zones poussiéreuses des supports et choisissons des joints d'étanchéité adaptés à la charge. Nous vérifions l'efficacité des joints en surveillant les premiers signes de température et de bruit.
La lubrification n'est efficace que si l'entrée de contaminants est maîtrisée. Les surcharges répétées accélèrent également les dommages. Vérifiez le comportement en cas de surcharge en fonction des méthodes d'alimentation réelles.
Accès de maintenance pour les lames et les écrans
Concevoir la facilité d'entretien en fonction des tâches fréquentes. L'accès aux lames, le retrait de l'écran et le nettoyage doivent être compatibles avec les contraintes d'espace. Vérifier les voies d'accès et les outils de levage dès le début. Un espace insuffisant pour l'entretien entraînera une longue immobilisation ultérieure.
Un dossier de documentation pratique réduit les délais. Il définit l'objectif d'assemblage, les points de contrôle et les notes de service. Vérifiez le périmètre de la documentation pour chaque projet.
Liste de vérification avant et après la mise en service
La mise en service réduit les risques en liant les contrôles aux hypothèses de conception. Utilisez des contrôles préalables, des essais et une surveillance pour détecter les problèmes cachés. Répétez la vérification lorsque la composition de l'alimentation ou les caractéristiques de la sortie changent.
Bloc de vérification de la mise en service
- Avant le démarrage : protections, fixations, positionnement des couteaux, montage de l’écran, voies d’accès
- Essai : stabilité de l'alimentation, rebond, tendance à l'enroulement/au pontage, décharge
- Contrôles de tendance : vibrations, hausse de température, bruit anormal
- Contrôles de production : homogénéité granulométrique, évolution des fines par rapport à la tolérance
Contrôles de sécurité et mécaniques avant démarrage
Ces contrôles permettent d'éviter les dommages souvent interprétés à tort comme une “ mauvaise coupe ”. Vérifiez l'installation de la lame, la bonne mise en place de l'écran et la sécurité des fixations. Assurez-vous que la protection correspond à l'accès réel de l'opérateur.
Confirmez le verrouillage et l'accès sécurisé avec l'équipe de maintenance. Une conception sécurisée est inefficace si la procédure encourage le déblocage dangereux. Vérifiez les pratiques en parallèle avec le matériel.
Observations lors de l'essai avec l'alimentation réelle
Utilisez un produit d'alimentation représentatif pour les essais, et non des échantillons propres. Surveillez l'entrée de matière dans la zone de cisaillement ou la recirculation. Pour les films, surveillez les premiers signes d'enroulement et d'obstruction de l'écran.
Ajustez le rythme d'alimentation avant d'optimiser le débit. Une chambre stable à un niveau d'alimentation modéré est un meilleur indicateur de réussite qu'un test de pic de courte durée. Vérifiez la stabilité sur toute la plage de mélange.
Suivi des tendances : vibrations, chaleur, bruit
Concentrez-vous sur les tendances, pas sur les valeurs absolues. Les valeurs de référence varient selon l'installation. Une augmentation des vibrations, de la chaleur ou l'apparition de nouveaux bruits peuvent indiquer un desserrage ou une contamination. Dès l'apparition de ces tendances, réduisez la charge et effectuez une inspection.
Associez la surveillance à la maintenance. Une surveillance sans intervention peut engendrer des dommages. Vérifiez les procédures d'intervention durant les premières semaines.
Contrôles d'acceptation et de dérive des sorties
Vérifiez que le tamis et le mode de coupe produisent un broyage acceptable. Contrôlez la granulométrie et la teneur en fines par rapport à la sensibilité en aval. En cas de dérive du débit, vérifiez d'abord l'état des lames et le colmatage du tamis.
Vérifiez la conformité avec les étapes de traitement en aval. Le transport et la fusion révèlent les problèmes qui échappent à l'analyse d'un échantillon. Lorsque les critères de conformité sont plus stricts, revoyez les paramètres.
FAQ
Les problèmes sont généralement liés à une inadéquation de l'alimentation, à une instabilité ou à un besoin de maintenance. Nous y répondons par une conclusion, puis par les conditions et les étapes de vérification. Chaque réponse est adaptée à votre mélange et à votre environnement.
Qu’est-ce qui provoque l’enroulement du film sur le rotor ?
L'enroulement se produit lorsque les brins de film longent le rotor au lieu d'entrer dans la zone de cisaillement. Vérifiez d'abord la présentation et l'alimentation par à-coups. Les ponts peuvent provoquer un enroulement, même avec des lames affûtées. Vérifiez également l'absence d'obstruction de l'écran, car cela accélère l'enroulement.
Pourquoi la taille de l'affichage varie-t-elle avec le même écran ?
La dérive est généralement due à un changement de lame ou à un encrassement partiel. Vérifiez le tranchant et le bon positionnement de la lame. Un tranchant émoussé augmente le risque de déchirure. Si le polymère est sensible, vérifiez l'absence de traces de chaleur et de bavures.
Quels choix de conception permettent de réduire les amendes sans compromettre la stabilité ?
La quantité de fines diminue lorsque la coupe reste en mode cisaillement. Vérifiez que la vitesse et l'engagement correspondent à la rigidité de l'avance. Contrôlez simultanément le choix du tamis et l'état de la lame. Un temps de contact excessif génère des fines.
Quels sont les facteurs qui provoquent la défaillance des roulements lors de l'écrasement du plastique ?
Les pannes sont souvent dues à la poussière, à la chaleur ou à des surcharges répétées. Vérifiez l'étanchéité et l'isolation contre la poussière avant de modifier la lubrification. Surveillez les à-coups d'alimentation, car ils génèrent des pics de couple répétés.
Comment la conception de la trémie peut-elle réduire le retour de flamme ?
Les trémies doivent guider le matériau vers l'entrée et empêcher les rebonds. Vérifiez le comportement avec un échantillon représentatif. Le rebond diffère selon la nature des pièces (rigides, bouteilles, films). Contrôlez les dispositifs de protection et les pratiques des opérateurs sur site.
Quand le choix d'un concasseur s'avère-t-il inefficace ?
Une défaillance survient lorsque le flux contient des formes ou des contaminants hors des limites de fonctionnement. Vérifiez la présence de pellicules ou d'agglomérats dans les conduites des bouteilles. Ces éléments modifient l'enroulement et le couple de serrage. Contrôlez les niveaux de contamination, car ils influent sur la fréquence d'usure.
Conclusion
Un processus de conception rigoureux assure la liaison entre les entrées, la sélection, le flux et la vérification. Chez IPG, nous commençons par définir la plage de fonctionnement. Nous concevons ensuite le flux et l'accès afin de garantir la stabilité malgré les variations réalistes. La réussite repose sur la composition de l'alimentation et la maintenance.
Pour une machine personnalisée, l'étape suivante consiste à définir un ensemble de données d'entrée. Préparez une description représentative de l'alimentation, du résultat attendu, des contraintes d'agencement et du profil de fonctionnement. Ces données nous permettront de définir les règles de décision et les étapes de vérification nécessaires à la mise en service.