

حبيبات البلاستيك المستخدمة في قولبة الحقن عبارة عن حبيبات صغيرة متجانسة من البلاستيك الحراري. تُغذى هذه الحبيبات إلى قادوس آلة القولبة، حيث تنصهر تحت تأثير الحرارة والضغط، ثم تُحقن في تجويف القالب لتشكيل الأجزاء النهائية. يعتمد اختيار نوع الحبيبات المناسب على الخصائص الميكانيكية المطلوبة، وظروف تشغيل الآلة، وما إذا كان الراتنج خامًا أم مُعاد تدويره. يؤثر اختيار الحبيبات على جودة الأجزاء، ووقت دورة الإنتاج، ومعدل العيوب في المراحل اللاحقة، وليس فقط على تكلفة المواد الخام.
ملاحظة حول النطاق: تتناول هذه المقالة حبيبات اللدائن الحرارية المستخدمة في قولبة الحقن القياسية. وهي تعكس ملاحظات الإنتاج من منظور معدات معالجة البلاستيك. ولا تُغني هذه المقالة عن بيانات موردي الراتنج، أو مواصفات مصنعي الأدوات، أو المتطلبات التنظيمية المعمول بها. جميع نطاقات المعلمات هي نقاط بداية إرشادية - تحقق من بيانات النوع المحدد وتكوين جهازك قبل الاستخدام. لا تتناول هذه المقالة الراتنجات المتصلبة بالحرارة، أو مطاط السيليكون السائل، أو عمليات القولبة القائمة على المساحيق.
ما هي حبيبات البلاستيك المستخدمة في قولبة الحقن؟
تُعدّ حبيبات البلاستيك، التي تُسمى أيضاً حبيبات الراتنج، المادة الخام الأساسية في عملية التشكيل بالحقن. تُنتج هذه الحبيبات عن طريق بثق البوليمر المنصهر وتقطيعه إلى قطع متجانسة، يتراوح قطرها عادةً بين 2 و5 ملم. ويختلف الحجم والشكل الدقيقان باختلاف طريقة التحبيب ونوع الراتنج. تُستخدم حبيبات البلاستيك في جميع أنحاء تُستخدم هذه التقنية في مجموعة واسعة من الصناعات، بدءًا من تزيين السيارات وصولًا إلى تغليف المواد الغذائية، وذلك تبعًا لنوع الراتنج ودرجته. ويمكن التحقق من توزيع حجم الحبيبات باستخدام تحليل المنخل وفقًا لمعيار ASTM D1921، والذي يؤكد ما إذا كانت الدفعة تقع ضمن نطاق الحجم المستهدف لتطبيق معين.
يُعدّ توحيد حجم الحبيبات أمرًا بالغ الأهمية لأنه يتحكم في مدى انتظام تدفقها عبر القادوس وانصهارها في الأسطوانة. فالحبيبات غير المنتظمة - سواء كانت كبيرة الحجم أو صغيرة جدًا أو مختلطة بجزيئات دقيقة - تُسبب انصهارًا غير متجانس، مما يؤدي إلى تباين في لزوجة المادة المنصهرة ووزن الحبيبات. ويمكن التحقق من الكثافة الظاهرية وخصائص التدفق وفقًا لمعيار ASTM D1895، الذي يغطي الكثافة الظاهرية ومعامل الحجم وقابلية الصب. وتكون نتيجة تباين الحجم في المنتج النهائي متوقعة: علامات انكماش، أو نقص في كمية الحبيبات، أو عدم اتساق في أبعاد القطعة النهائية.
تُصنّف معظم راتنجات قولبة الحقن إلى فئتين رئيسيتين. الراتنجات التجارية - مثل البولي بروبيلين والبولي إيثيلين والبوليسترين - اقتصادية وتناسب التطبيقات ذات الإنتاج الكبير والأداء المنخفض. أما الراتنجات الهندسية - مثل الأكريلونيتريل بوتادين ستايرين والبولي كربونات والنايلون والبولي أوكسي ميثيلين - فتُقدّم أداءً ميكانيكيًا وحراريًا وكيميائيًا أعلى، ولكن بتكلفة أعلى للكيلوغرام. يعتمد اختيار الفئة المناسبة على المتطلبات الوظيفية للقطعة، وليس على تفضيل نوع على آخر.
مفهوم خاطئ حول جودة الكريات وأداء التشكيل
من الشائع الاعتقاد بأن استخدام راتنج عالي الجودة يُنتج تلقائيًا أجزاء مصبوبة أفضل. لكن في الواقع، تُحدد جودة حبيبات الراتنج الحد الأقصى للأداء الممكن. وتُحدد ظروف التصنيع ما إذا كان سيتم الوصول إلى هذا الحد الأقصى أم لا.
عندما تختار الفرق راتنجًا هندسيًا ثم تُشغّله على آلة مُهيأة للراتنجات التجارية، تكون النتيجة انخفاضًا في جودة الانصهار. وتساهم في ذلك درجة حرارة الأسطوانة غير المناسبة، والضغط الخلفي غير الصحيح، وعدم تجفيف المادة بشكل كافٍ. يتحلل النايلون أو البولي كربونات غير المجفف داخل الأسطوانة، فتخرج القطع بمقاومة منخفضة للصدمات وعيوب سطحية واضحة. يُعزى الفشل إلى المادة، لكن السبب الجذري يكمن في إعداد العملية.
قبل بدء إنتاج أي نوع من الحبيبات، نتحقق من أمرين. أولاً: هل تتوافق خصائص معالجة الراتنج - درجة حرارة الانصهار، ومدة التفاعل، وتحمل الرطوبة - مع مواصفات الآلة المتاحة؟ ثانياً: هل تم تجفيف الحبيبة وفقاً لمواصفات مورد الراتنج؟ حتى الحبيبة المناسبة للجزء قد تفشل في عملية الإنتاج إذا كانت المعالجة الأولية خاطئة.
أنواع الراتنج الرئيسية وتطبيقاتها النموذجية
البولي بروبيلين (PP)
يُعدّ البولي بروبيلين (PP) أكثر أنواع الراتنجات استخدامًا في قولبة الحقن. فهو يتميز بمقاومة كيميائية جيدة، وكثافة منخفضة، ونطاق درجة حرارة معالجة مناسب لمعظم الآلات القياسية. تشمل تطبيقاته الشائعة عبوات الطعام، وتجهيزات السيارات الداخلية، والتغليف الطبي، والسلع الاستهلاكية. تُحسّن أنواع البوليمر المشترك المقاوم للصدمات من المتانة عند درجات الحرارة المنخفضة، بينما توفر أنواع البوليمر المتجانس صلابة أعلى. يختلف معدل تدفق الذوبان اختلافًا كبيرًا بين أنواع البولي بروبيلين. لذا، يُعدّ اختيار معدل تدفق الذوبان المناسب لشكل القطعة وسُمك جدارها أكثر أهمية من مجرد الاختيار بين البوليمر المتجانس والبوليمر المشترك. يُقاس معدل تدفق الذوبان للبولي بروبيلين عند 230 درجة مئوية / 2.16 كجم وفقًا لمعيار ASTM D1238 أو ISO 1133. أما القيم المقاسة في ظروف أخرى فلا يُمكن مقارنتها مباشرةً.
البولي إيثيلين (PE)
ينقسم البولي إيثيلين إلى نوعين: البولي إيثيلين عالي الكثافة (HDPE) والبولي إيثيلين منخفض الكثافة (LDPE)., تختلف أنواع البولي إيثيلين، من حيث الصلابة وخصائص مقاومة الصدمات. يتميز البولي إيثيلين عالي الكثافة (HDPE) بصلابته ومقاومته للرطوبة، ويُستخدم في صناعة العبوات والأغطية والأجزاء الصناعية. أما البولي إيثيلين منخفض الكثافة (LDPE) فيتميز بمرونته ومتانته في درجات الحرارة المنخفضة، ويُستخدم عادةً في زجاجات الضغط والأغشية البلاستيكية. يُعدّ كلا النوعين من الراتنجات التجارية التي تتميز بانخفاض درجات حرارة المعالجة ونطاق واسع للتشكيل. يُعتبر البولي إيثيلين عالي الكثافة (HDPE) من أكثر أنواع الراتنجات إعادة التدوير على مستوى العالم، كما أنه مصدر شائع لحبيبات البولي إيثيلين المعاد تدويرها. يُقاس معدل تدفق الذوبان (MFR) للبولي إيثيلين عند 190 درجة مئوية / 2.16 كجم وفقًا لمعيار ASTM D1238 أو ISO 1133.
أكريلونيتريل بوتادين ستايرين (ABS)
مادة ABS هي راتنج هندسي يتميز بمقاومة جيدة للصدمات، ونعومة سطحية، وثبات في الأبعاد. وهي تُستخدم على نطاق واسع في قطع غيار السيارات، وأغلفة الأجهزة الإلكترونية الاستهلاكية، والأجهزة المنزلية. وللمقارنة المباشرة بين خصائص التصنيع والخواص الميكانيكية،, مادة ABS مقابل مادة البولي بروبيلين يُغطي هذا القسم أهمّ المفاضلات حسب التطبيق. مادة ABS ماصة للرطوبة، لذا يجب تجفيفها قبل التشكيل. تتمثل الظروف المرجعية الشائعة في تجفيفها عند 80 درجة مئوية لمدة تتراوح بين ساعتين وأربع ساعات في مجفف مزيل للرطوبة، بهدف خفض نسبة الرطوبة المتبقية إلى أقل من 0.1% وزناً. يجب التحقق من البروتوكول الدقيق بالرجوع إلى بيانات المنتج المحددة، حيث تختلف الظروف باختلاف المورّد والتركيبة. يُعدّ تشغيل الراتنجات الماصة للرطوبة دون تجفيف كافٍ سببًا شائعًا لعيوب السطح وانخفاض الخواص الميكانيكية، مع أنه ليس السبب الوحيد المحتمل (انظر الأسئلة الشائعة).
البولي كربونات (PC)
يتميز البولي كربونات بمقاومة عالية للصدمات وشفافية بصرية فائقة. تشمل تطبيقاته الشائعة معدات السلامة والأجهزة الطبية وعدسات إضاءة السيارات. يتطلب البولي كربونات تجفيفًا دقيقًا، حيث يُنصح عادةً بتجفيفه عند درجة حرارة 120 درجة مئوية لمدة 3-4 ساعات في مجفف مزيل للرطوبة، مع الحرص على ألا تتجاوز نسبة الرطوبة المتبقية 0.02% وزنيًا. يُرجى مراجعة بيانات النوع المحدد، حيث تنشر كل من شركتي Covestro Makrolon وSabic Lexan بروتوكولات تجفيف خاصة بها. كما يتأثر البولي كربونات بمدة بقائه في المجفف. فالتعرض المطول لدرجات حرارة معالجة عالية يُسبب التحلل الحراري وتغير اللون. يُقاس معدل تدفق الذوبان (MFR) للبولي كربونات عند 300 درجة مئوية / 1.2 كجم وفقًا لمعيار ASTM D1238 أو ISO 1133، وهو ما لا يُقارن بقيم البولي بروبيلين (PP) أو الأكريلونيتريل بوتادين ستايرين (ABS) المقاسة عند درجات حرارة أقل.
مواد راتنجية هندسية وسلعية إضافية
يُغطي النايلون (PA) والبولي أوكسي ميثيلين (POM) (الأسيتال) والبوليسترين (PS) نطاقات إضافية. يُستخدم النايلون حيثما تكون مقاومة التآكل والقوة الميكانيكية تحت الحمل مطلوبة. وهو مادة ماصة للرطوبة وتتطلب التجفيف. يوفر البولي أوكسي ميثيلين احتكاكًا منخفضًا ودقة أبعاد، وهو شائع في التروس والمكونات الميكانيكية. يتميز البوليسترين بانخفاض تكلفته وسهولة معالجته، ويُستخدم في المواد الاستهلاكية والتغليف. بالنسبة لمتطلبات مقاومة اللهب، يُعد معيار UL 94 هو المرجع القياسي. تعكس تصنيفات V-0 وV-1 وV-2 وHB انخفاض مقاومة اللهب، وهي خاصة بكل نوع من أنواع الراتنج، وليست عامة لجميع أنواع الراتنج.
المتغيرات الرئيسية التي تحدد نوع الحبيبات المناسبة لتطبيقك
يعتمد اختيار الحبيبات على أربعة متغيرات. نقوم بمطابقة كل منها مع الغرض من تصميم الجزء وبيئة الإنتاج قبل تأكيد المادة.
معدل تدفق الذوبان (MFR) يتحكم معدل تدفق الذوبان (MFR) في كيفية ملء الراتنج المنصهر للقالب. تتميز الراتنجات ذات معدل تدفق الذوبان العالي (MFR) بسهولة تدفقها، وهي مناسبة للأجزاء ذات الجدران الرقيقة ومسارات التدفق الطويلة. أما الراتنجات ذات معدل تدفق الذوبان المنخفض (MFR) فهي أكثر لزوجة، وتناسب الأجزاء السميكة حيث يكون التحكم في التعبئة وضغط التعبئة أكثر أهمية من مسافة التدفق. لا يمكن مقارنة قيم MFR إلا عند قياسها عند نفس درجة الحرارة والحمل وفقًا لمعيار ASTM D1238 أو ISO 1133. يستخدم نوع PP عند 230 درجة مئوية/2.16 كجم ونوع PC عند 300 درجة مئوية/1.2 كجم ظروف اختبار مختلفة. لذا، فإن مقارنات MFR بين أنواع الراتنجات المختلفة باستخدام ظروف اختبار مختلطة غير صالحة. من المهم فهم كيفية تفاعل هذه المتغيرات مع... عملية قولبة الحقن يساعد ذلك في تضييق قائمة الدرجات المختصرة قبل التجارب العملية.
حساسية الرطوبة يُحدد هذا ما إذا كانت عملية التجفيف المسبق ضرورية. تمتص الراتنجات المسترطبة - مثل ABS وPC والنايلون وPET - الرطوبة من الهواء. تُقاس الرطوبة المتبقية عند التشكيل باستخدام معيار ASTM D6869 (معايرة كارل فيشر للبلاستيك). لكل نوع حدٌّ أقصى للرطوبة يحدده المورد. تجاوز هذا الحد يؤدي إلى التحلل المائي داخل القالب، مما يُنتج عيوبًا سطحية ويُقلل من الخواص الميكانيكية للقطعة النهائية. يجب أن تتوافق بروتوكولات التجفيف - نوع المجفف، ودرجة الحرارة، والمدة، وتدفق الهواء - مع ما يحدده المورد للنوع المحدد، وليس لمجموعة الراتنجات بشكل عام.
المتطلبات الميكانيكية والحرارية قم بتصفية القائمة المختصرة قبل البدء بمقارنات معدل التصنيع أو التكلفة. تشمل طرق الاختبار الرئيسية قوة الشد (ASTM D638 / ISO 527)، ومقاومة الصدمات (ASTM D256 / ISO 180)، ومعامل الانحناء (ASTM D790 / ISO 178)، ودرجة حرارة الانحراف الحراري (ISO 75 / ASTM D648). تمثل قيم ورقة البيانات نتائج عينات الاختبار في ظل ظروف مضبوطة. يجب التحقق من أداء القطعة تحت التحميل والهندسة الحقيقيين من خلال اختبار المكونات.
البيئة التنظيمية والتطبيقية تشمل المتطلبات درجة حرارة التشغيل، والتعرض للمواد الكيميائية، والثبات ضد الأشعة فوق البنفسجية، ووثائق المطابقة. تتطلب الأجزاء الملامسة للأغذية راتنجات حاصلة على إخطارات إدارة الغذاء والدواء الأمريكية (FDA) بشأن المواد الملامسة للأغذية (FCS) أو مطابقة للائحة 21 CFR لنوع الراتنج ذي الصلة. تتطلب التطبيقات الطبية عادةً وثائق التوافق الحيوي وفقًا لمعيار ISO 10993 أو ما يعادله. تتطلب الأجزاء الخارجية المعرضة للأشعة فوق البنفسجية درجات مقاومة للأشعة فوق البنفسجية - وليس أي درجة من نفس الراتنج الأساسي. تحدد هذه المتطلبات القائمة المختصرة قبل أي متغير اختيار آخر.
كيف تؤثر جودة الحبيبات على نتائج قولبة الحقن
تعتمد جودة الحبيبات على اختيار الراتنج وإعداد عملية التصنيع. فاستخدام راتنج محدد المواصفات بشكل صحيح لإنتاج حبيبات غير متجانسة يُحدث تباينًا يبدو وكأنه خلل في الآلة أو القالب.
تتمثل معايير الجودة الرئيسية في تجانس الحجم، وثبات الكثافة الظاهرية، ومحتوى الجزيئات الدقيقة، ومستوى الرطوبة عند نقطة الاستخدام. يمكن التحقق من تجانس الحجم باستخدام معيار ASTM D1921. ويمكن التحقق من الكثافة الظاهرية باستخدام معيار ASTM D1895. تذوب الجزيئات الدقيقة - وهي شظايا أصغر من الحجم المستهدف - أسرع من الحبيبات الكاملة، مما يُحدث تباينًا موضعيًا في درجة حرارة المصهور. يمكن قياس الرطوبة في الراتنجات المسترطبة باستخدام معيار ASTM D6869. يجب مقارنة النتيجة بحدود الرطوبة المحددة مسبقًا قبل التشكيل، والمنشورة من قِبل مُورّد الراتنج، لهذا النوع.
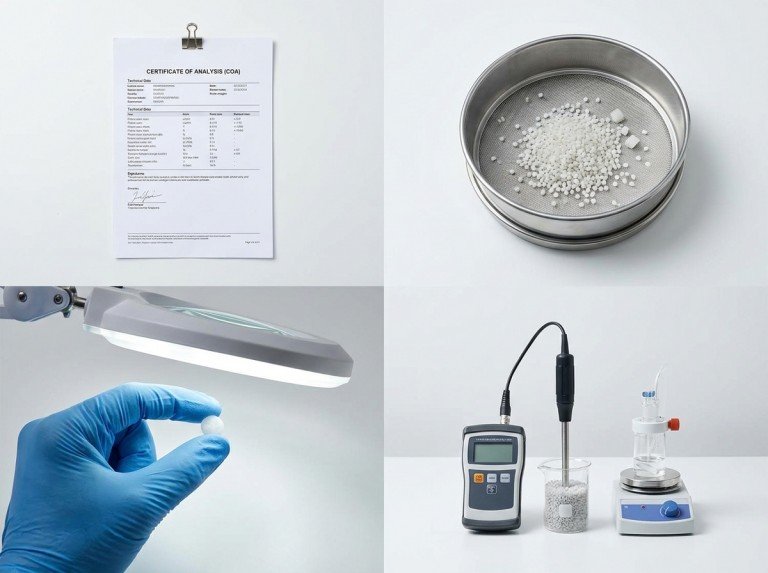
يشمل فحص الجودة الوارد العملي أربع خطوات.
- أولاً: راجع شهادة التحليل من المورد التي توضح معدل تدفق المواد والرطوبة أثناء الإنتاج.
- ثانياً: قم بإجراء تحليل المنخل مقابل نطاق الحجم المستهدف.
- ثالثًا: الفحص البصري للتأكد من خلو المنتج من الشوائب والتكتلات وتناسق اللون.
- رابعاً: قياس الرطوبة عبر ASTM D6869 للراتنجات المسترطبة إذا كانت ظروف التخزين غير مؤكدة.
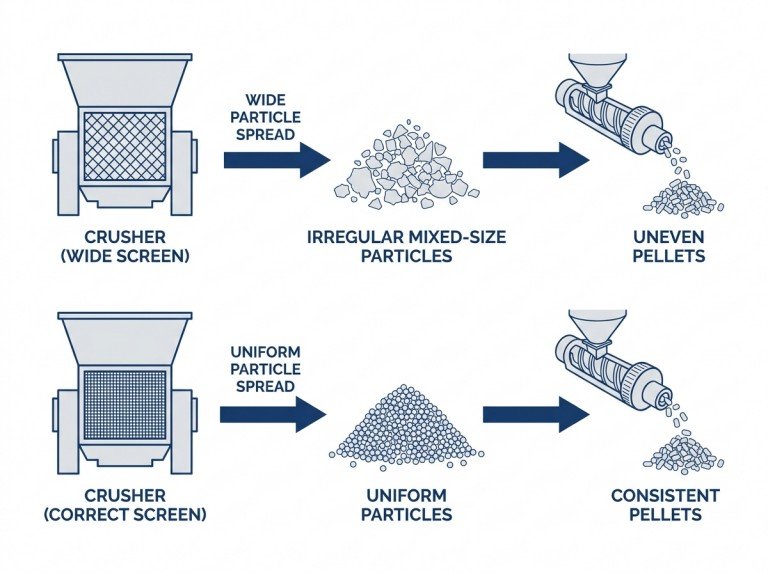
في عمليات إعادة تدوير المواد، تبدأ جودة الكريات من الكسارة. عندما لا يتناسب تكوين غربال الكسارة مع سُمك المادة الداخلة، يحتوي الناتج على نطاق واسع من أحجام الجسيمات - من الجسيمات الدقيقة جدًا إلى القطع الكبيرة جدًا. عندئذٍ، يتلقى جهاز بثق التكوير تغذية غير منتظمة. ينصهر الجزء الدقيق ويبدأ في التحلل قبل أن تنصهر القطع الأكبر حجمًا بالكامل. تحمل الكريات الناتجة تباينًا في الكثافة وبقع تحلل موضعية. هذه هي نفس آلية التحكم في الجسيمات التي تحكم كيفية مكربنات إعادة تدوير البلاستيك تم ضبطها لضمان إخراج متسق في اتجاه المصب.
يتم التحقق من هذه الحالة بتحليل منخل ناتج الكسارة وفقًا لمعيار ASTM D1921. احسب قيم D10 وD50 وD90. تشير النسبة الضيقة بين D90 وD10 إلى انخفاض متجانس في حجم الحبيبات. أما النسبة الواسعة فتشير إلى عدم تطابق في إعدادات المنخل، أو معدل التغذية، أو سرعة الدوار. إن إصلاح إعدادات الكسارة في هذه المرحلة يحل عيوب التشكيل اللاحقة بشكل أكثر موثوقية من تعديل معايير الحقن.
حبيبات معاد تدويرها في قولبة الحقن: ما يجب التحقق منه قبل الاستخدام
تُعدّ حبيبات البلاستيك المُعاد تدويرها خيارًا مناسبًا للقولبة بالحقن في العديد من التطبيقات. وتعتمد ملاءمتها على نوع الراتنج المستخدم، ومستوى التلوث، وتاريخ المعالجة. ولا تتشابه جميع الحبيبات المُعاد تدويرها في أدائها، حتى ضمن نفس فئة الراتنج.
تحديد الراتنج ينبغي التأكد من ذلك من خلال وثائق المورد أو الاختبارات العملية - دليلنا حول كيفية تحديد نوع البلاستيك يتناول هذا الدليل نظام الوسم وطرق تحديد الهوية الميدانية بالتفصيل. يوفر نظام ISO 11469 / ASTM D7611 مخطط وسم موحدًا للمنتجات البلاستيكية. يجب أن تحمل حبيبات البلاستيك المعاد تدويرها من مصادر معروفة تعريفًا للراتنج. أما تيارات الراتنج المختلطة - حيث لم يتم التحقق من نوعها أو تم مزج أنواع متعددة من الراتنجات دون مراعاة التوافق - فهي غير مناسبة للقولبة بالحقن القياسية في الأجزاء الهيكلية أو ذات المظهر الحساس. وتُعد الخلطات المتوافقة والمضبوطة من أزواج راتنجات محددة حالة منفصلة وتتطلب التحقق من صحتها بشكل مستقل.
استقرار الخواص الريولوجية في جميع أنحاء المجموعة يُعدّ هذا الأمر مهمًا للمواد المُعاد تدويرها، ولكنه ليس كذلك بالنسبة للراتنج الخام. تتسبب كل دورة تسخين سابقة في حدوث بعض التكسر أو التشابك في سلاسل البوليمر، مما يؤدي إلى تغيير معدل تدفق الذوبان (MFR) عن المواصفات الأصلية. عادةً ما تُظهر حبيبات ما بعد الصناعة المُعاد تدويرها من مصدر واحد ثابت معدل تدفق ذوبان مستقر. بينما تُظهر تيارات ما بعد الاستهلاك تباينًا أكبر بين الدفعات. قِس معدل تدفق الذوبان وفقًا لمعيار ASTM D1238 / ISO 1133 على دفعات المواد المُعاد تدويرها الواردة وقارنها بالخط الأساسي لذلك المصدر. ستملأ الدفعات التي تقع خارج نطاق معدل تدفق الذوبان المقبول القالب بشكل مختلف، مما ينتج عنه حقن غير مكتملة، أو زوائد، أو تباين في الأبعاد اعتمادًا على اتجاه الانحراف.
الاستنزاف الإضافي يُعدّ هذا عاملاً إضافياً. تتدهور مضادات الأكسدة ومثبتات الأشعة فوق البنفسجية ومواد التشحيم المستخدمة في التصنيع خلال دورة الاستخدام الأصلية، وكذلك خلال عملية إعادة التدوير. قد تحتوي حبيبات البولي بروبيلين المعاد تدويرها على نفس بنية الراتنج الأساسية الموجودة في البولي بروبيلين الخام، ولكنها تتمتع بحماية أقل بكثير من مضادات الأكسدة. يؤثر هذا على ثبات اللون أثناء عملية التشكيل وعلى أداء القطعة على المدى الطويل. عندما تكون هذه الخصائص مهمة، تأكد من حالة مجموعة الإضافات مع مورد الحبيبات المعاد تدويرها، أو تحقق من ذلك من خلال اختبار زمن الحث التأكسدي (OIT).
مزج المحتوى المعاد تدويره مع الراتنج الخام يُعدّ هذا إجراءً شائعًا لإدارة تباين الخصائص. لا توجد نسبة خلط موحدة. تعتمد النسبة الصحيحة على نطاق معدل تدفق الذوبان للمواد المعاد تدويرها، ومتطلبات أداء القطعة، وحالة المادة المضافة، وأي قيود تنظيمية. حدّد نسبة الخلط من خلال تجارب التشكيل واختبار القطعة للتركيبة المحددة. بالنسبة للتطبيقات الملامسة للأغذية أو التطبيقات الطبية، تحقق من وثائق الامتثال التنظيمي لمحتوى المواد المعاد تدويرها قبل بدء إنتاج أي مزيج.
يتناول هذا القسم حبيبات الراتنج المعاد تدويرها أحادية المصدر. لا ينبغي افتراض ملاءمة الحبيبات من مصادر غير موثقة من مخلفات ما بعد الاستهلاك المختلطة لعملية التشكيل بالحقن دون إجراء توصيف كامل للمواد.
المعايير الرئيسية وأساليب الاختبار المرجعية
تظهر المعايير التالية بانتظام في اختيار الراتنج، والتحقق من جودة الحبيبات، وقبول الأجزاء في عملية التشكيل بالحقن. ونستند إليها عند مراجعة وثائق المواد الواردة ومواءمة مواصفات الحبيبات مع متطلبات التشكيل.
| ملكية | طريقة ASTM | مكافئ ISO |
|---|---|---|
| معدل تدفق الذوبان (MFR/MVR) | ASTM D1238 | ISO 1133 |
| قوة الشد / الاستطالة | ASTM D638 | ISO 527 |
| مقاومة الصدمات من إيزود | ASTM D256 | ISO 180 |
| معامل الانحناء | ASTM D790 | ISO 178 |
| درجة حرارة الانحراف الحراري | ASTM D648 | ISO 75 |
| توزيع حجم الحبيبات | ASTM D1921 | — |
| الكثافة الظاهرية / قابلية الصب | ASTM D1895 | — |
| نسبة الرطوبة (كارل فيشر) | ASTM D6869 | — |
| تحديد/تمييز الراتنج | ASTM D7611 | ISO 11469 |
| مقاومة اللهب | UL 94 | IEC 60695-11-10 |
| الامتثال لمعايير ملامسة الأغذية | FDA 21 CFR (الجزء الفرعي ذو الصلة حسب الراتنج) | — |
هذه معايير للوصف والتحقق، وليست معايير للتصميم أو أداء الأجزاء. تعكس قيم جداول البيانات الخاصة بقوة الشد أو قوة الصدم نتائج عينات الاختبار. يجب التأكد من أداء الأجزاء تحت ظروف التحميل والبيئة الحقيقية من خلال اختبارات على مستوى المكونات.
الخاتمة
ثلاثة عوامل تحدد مدى ملاءمة نوع الحبيبات لتطبيق قولبة الحقن. أولها المتطلبات الميكانيكية والتنظيمية للقطعة. ثانيها معدل تدفق الراتنج المنصهر ونطاق معالجته. ثالثها ظروف المناولة قبل دخول الحبيبات إلى الآلة، وخاصةً التجفيف. يحدد اختيار الراتنج نطاق الأداء، بينما يحدد إعداد العملية وجودة المواد الواردة ما إذا كان سيتم الوصول إلى هذا النطاق. يقلل التحقق قبل القولبة - مراجعة شهادة التحليل، وفحص سجل التصنيع، وقياس الرطوبة، وتوزيع الحجم - من معدل العيوب بشكل أكثر موثوقية من التعديل بعد القولبة.
في شركة IPG، نقوم بتصميم وتوريد معدات تكسير وتكوير البلاستيك. هذا يضعنا في موقعٍ محوريٍّ لتحديد جودة الكريات - قبل آلة التشكيل. في عمليات تحويل البلاستيك المُعاد تدويره (سواءً من الصناعة أو الاستهلاك) إلى مواد خام للتشكيل بالحقن، يعتمد تجانس الكريات على التحكم في حجم الجسيمات في مرحلة التكسير. عندما لا يتناسب تكوين غربال الكسارة مع المادة المُدخلة، فإن الناتج يحمل نطاقًا واسعًا من D10 إلى D90. يتلقى جهاز بثق الكريات تغذيةً غير منتظمة، وينتقل هذا التباين إلى الكريات. آلة تكسير البلاستيك يتم اختيار التكوينات خصيصًا لإنتاج نطاق الحجم الضيق الذي تتطلبه عملية التكوير والتشكيل اللاحق. إن تصحيح تكوين الغربال - الذي تم تأكيده من خلال تحليل غربال ASTM D1921 لمخرجات الكسارة - يعالج السبب الجذري بدلاً من إخفائه في آلة التشكيل.
إذا كانت عملياتكم تُنتج حبيبات مُعاد تدويرها للقولبة بالحقن، وتلاحظون تباينًا في أداء القولبة بين الدفعات، فتواصلوا معنا. شاركونا نوع المواد الخام، وتكوين الكسارة وآلة التكوير الحالية، ومواصفات الحبيبات المستهدفة. يمكننا مساعدتكم في تحديد ما إذا كان التباين يبدأ من مرحلة تقليل الحجم، وما هي التعديلات اللازمة في المعدات لحل هذه المشكلة.
الأسئلة الشائعة
متى يجب عليّ التحول من الراتنج التجاري إلى الراتنج الهندسي؟
عادةً ما يكون السبب هو فجوة في الأداء لا تستطيع المواد الخام سدها. تصل الراتنجات الخام إلى أقصى حدودها عندما يتعين على القطعة تحمل حمل لفترة طويلة، أو مقاومة مادة كيميائية معينة، أو العمل في درجات حرارة أعلى من 80-90 درجة مئوية. كما أن المتطلبات التنظيمية، مثل تصنيف UL 94 لمقاومة اللهب أو امتثال إدارة الغذاء والدواء الأمريكية لمعايير ملامسة الأغذية، تدفع إلى اختيار المواد الهندسية. ويعني التحول إلى الراتنج الهندسي أيضًا متطلبات تشغيل أكثر صرامة، لا سيما فيما يتعلق بالتجفيف، لذا يجب التأكد من قدرة الآلة وبروتوكولات الإعداد قبل اتخاذ القرار النهائي بشأن المادة.
تظهر أجزاء القالب لديّ انحناءً. من أين أبدأ عملية تحديد المشكلة؟
ابدأ باستبعاد الرطوبة قبل تعديل أي إعدادات للجهاز. تأكد من تجفيف الراتنج وفقًا لحدود الرطوبة المحددة من قِبل المورد، باستخدام نوع المجفف المناسب ومدة التجفيف الصحيحة. إذا أكدت شهادة التحليل أو قياس كارل فيشر أن الرطوبة ضمن المواصفات، فابحث عن أسباب أخرى. تشمل الأسباب الشائعة غير المتعلقة بالرطوبة الملوثات المتطايرة، والتدهور الحراري الناتج عن ارتفاع درجة حرارة الأسطوانة أو مدة بقاء الراتنج فيها، والهواء المحتبس نتيجة عدم كفاية التهوية، وارتفاع درجة الحرارة الناتج عن القص عند البوابة. غالبًا ما يؤدي تعديل سرعة الحقن أو درجة الحرارة دون تحديد السبب الجذري إلى نقل العيب بدلًا من حله.
كيف أعرف ما إذا كان حجم الحبيبات هو سبب اختلاف عملية التشكيل؟
قم بإجراء تحليل المنخل وفقًا لمعيار ASTM D1921 على الدفعة الواردة وقارنها بنطاق المواصفات. إذا كان التوزيع واسعًا - أي وجود كميات كبيرة من الجزيئات الدقيقة أو القطع كبيرة الحجم - فهذا هو المصدر المحتمل. إذا اجتازت الدفعة تحليل المنخل ولكن استمر التباين، فابحث في مراحل الإنتاج الأولية عن معدل تغذية الماكينة، وهندسة القادوس، وملف درجة حرارة الأسطوانة قبل عزو المشكلة إلى جودة الحبيبات. يمكن أن ينتج عن تباين الحجم وتباين العملية أعراض متداخلة؛ ويُعد تحليل المنخل أسرع طريقة لعزل أحدهما عن الآخر.
متى يصبح مزج الراتنج المعاد تدويره والراتنج الخام غير موثوق به؟
تصبح عملية المزج غير موثوقة عندما ينحرف معدل تدفق الذوبان (MFR) للدفعة المعاد تدويرها بشكل ملحوظ عن معدل تدفق الذوبان للدفعة الأصلية - عادةً ما يزيد عن 20-30% أعلى أو أقل من القيمة الأساسية. يعتمد النطاق المقبول على هندسة القطعة وتفاوت الأبعاد المسموح به في التطبيق. يعني اتساع نطاق معدل تدفق الذوبان أن نسبة المزج التي نجحت مع دفعة ما قد لا تصلح مع الدفعة التالية. بالنسبة للأجزاء الهيكلية أو ذات التفاوتات الدقيقة، يُنصح بقياس معدل تدفق الذوبان الوارد لكل دفعة معاد تدويرها قبل اعتماد نسبة المزج المحددة، بدلاً من افتراض ثباتها من المورد.
هل أحتاج إلى وصفة معالجة منفصلة لكميات الكريات المعاد تدويرها؟
في معظم الحالات، نعم - على الأقل في أول عملية إنتاج من مصدر جديد أو بعد تغيير المورد. غالبًا ما تكون الدفعات المعاد تدويرها من مخلفات ما بعد الصناعة أكثر اتساقًا، ولكن قد تختلف لزوجة المادة المنصهرة بين الدفعات بسبب الاختلافات في تاريخها الحراري. يتمثل النهج العملي في تسجيل درجة حرارة الأسطوانة وضغط الحقن ووقت الدورة أثناء التشغيل التجريبي لكل دفعة جديدة. إذا كانت هذه الإعدادات خارج النطاق المحدد للراتنج الخام، فيُفضل توثيق خط أساس منفصل لهذا المصدر المعاد تدويره بدلًا من تطبيق نفس تركيبة الراتنج الخام على مادة مختلفة.
أي فحص وارد هو الأكثر أهمية إذا كان بإمكاني إجراء فحص واحد فقط؟
يُعد قياس معدل تدفق الذوبان (MFR) وفقًا لمعيار ASTM D1238 / ISO 1133 المؤشر الأكثر فعالية لإجراء فحص واحد. فهو يُحدد ما إذا كان سلوك تدفق المادة يتوافق مع ما يتوقعه القالب والآلة، وبالنسبة للمواد المُعاد تدويرها، فإنه يعكس تاريخها الحراري وتدهورها بشكل لا يُمكن للفحص البصري رصده. أما قياس الرطوبة وفقًا لمعيار ASTM D6869 فيأتي في المرتبة الثانية من حيث الأهمية بالنسبة للراتنجات المسترطبة. ويُغطي تحليل المنخل والفحص البصري التلوث والحجم، وهما عاملان أكثر أهمية بالنسبة للمواد المُعاد تدويرها أو المصادر غير المعروفة مقارنةً بالطلبات المتكررة من مورد مُؤهل.