

Los gránulos de plástico para moldeo por inyección son pequeños gránulos termoplásticos uniformes. Se introducen en la tolva de la máquina de moldeo, se funden bajo calor y presión, y se inyectan en la cavidad del molde para formar las piezas terminadas. El tipo de gránulo adecuado depende de las propiedades mecánicas requeridas, las condiciones de procesamiento de la máquina y si la resina es virgen o reciclada. La selección del gránulo afecta la calidad de la pieza, el tiempo de ciclo y la tasa de defectos posteriores, no solo el costo de la materia prima.
Nota sobre el alcance: Este artículo trata sobre los gránulos termoplásticos utilizados en el moldeo por inyección estándar. Refleja observaciones de producción desde la perspectiva de los equipos de procesamiento de plásticos. No sustituye las fichas técnicas de los proveedores de resina, las especificaciones del fabricante de moldes ni la normativa aplicable. Todos los rangos de parámetros son orientativos; verifique la ficha técnica del grado específico y la configuración de su máquina antes de su uso. Este artículo no trata sobre resinas termoestables, caucho de silicona líquida ni procesos de moldeo en polvo.
¿Qué son realmente los gránulos de plástico para moldeo por inyección?
Los gránulos de plástico —también llamados gránulos de resina— son la principal materia prima para el moldeo por inyección. Se producen extruyendo polímero fundido y cortándolo en piezas uniformes, generalmente de 2 a 5 mm de diámetro. El tamaño y la forma exactos varían según el método de peletización y el tipo de resina. Los gránulos de plástico se utilizan en todo Una amplia gama de industrias, desde el revestimiento de automóviles hasta el envasado de alimentos, según el tipo y grado de resina. La distribución del tamaño de los gránulos se puede verificar mediante el análisis de tamizado ASTM D1921, que confirma si un lote se encuentra dentro del rango de tamaño objetivo para una aplicación determinada.
El tamaño uniforme es importante porque controla la consistencia con la que los gránulos se alimentan a través de la tolva y se funden en el cilindro. Los gránulos irregulares (de tamaño excesivo o insuficiente, o con partículas finas mezcladas) provocan una fusión desigual. Esto introduce variaciones en la viscosidad de la masa fundida y el peso de la inyección. La densidad aparente y las características de flujo se pueden verificar según la norma ASTM D1895, que abarca la densidad aparente, el factor de volumen y la fluidez. El resultado posterior de la variación de tamaño es predecible: marcas de hundimiento, inyecciones incompletas o inconsistencia dimensional en la pieza terminada.
La mayoría de las resinas para moldeo por inyección se dividen en dos grandes categorías. Las resinas estándar (PP, PE, PS) son económicas y adecuadas para aplicaciones de alto volumen y menor exigencia. Las resinas de ingeniería (ABS, PC, nylon, POM) ofrecen un mayor rendimiento mecánico, térmico o químico, aunque a un mayor costo por kilogramo. La categoría adecuada depende de los requisitos funcionales de la pieza, no de una preferencia general por un grado sobre otro.
Un concepto erróneo sobre la calidad de los pellets y el rendimiento del moldeo.
Se suele asumir que una resina de mayor calidad produce automáticamente piezas moldeadas de mejor calidad. En la práctica, la calidad de los gránulos establece el límite máximo de rendimiento posible. Las condiciones de procesamiento determinan si se alcanza dicho límite.
Cuando los equipos seleccionan una resina de ingeniería y la procesan en una máquina configurada para resinas convencionales, el resultado es una calidad de fusión deficiente. La temperatura incorrecta del cilindro, la contrapresión inadecuada y el secado omitido contribuyen a este problema. El nailon o el policarbonato sin secar se hidrolizan en el cilindro. Las piezas resultantes presentan una menor resistencia al impacto y defectos superficiales visibles. Si bien el fallo se atribuye al material, la causa principal reside en la configuración del proceso.
Antes de que cualquier tipo de gránulo entre en producción, verificamos dos aspectos. Primero: ¿coincide el rango de procesamiento de la resina (temperatura de fusión, tiempo de residencia y tolerancia a la humedad) con la configuración de la máquina disponible? Segundo: ¿se ha secado el gránulo según las especificaciones del proveedor de resina? Un gránulo que sea adecuado para la pieza puede fallar en el proceso si la manipulación previa es incorrecta.
Principales tipos de resinas y sus aplicaciones típicas
Polipropileno (PP)
El PP es la resina más utilizada en el moldeo por inyección. Ofrece buena resistencia química, baja densidad y un rango de temperatura de procesamiento que se adapta a la mayoría de las máquinas estándar. Entre sus aplicaciones típicas se incluyen envases de alimentos, revestimientos interiores de automóviles, envases médicos y productos de consumo. Los grados de copolímero de impacto mejoran la tenacidad a bajas temperaturas. Los grados de homopolímero ofrecen mayor rigidez. El índice de fluidez en estado fundido varía ampliamente entre los distintos grados de PP. Seleccionar el índice de fluidez en estado fundido adecuado para la geometría de la pieza y el espesor de la pared es más importante que simplemente elegir entre homopolímero y copolímero. El índice de fluidez en estado fundido del PP se mide a 230 °C / 2,16 kg según ASTM D1238 o ISO 1133. Los valores medidos en otras condiciones no son directamente comparables.
Polietileno (PE)
El PE se divide en HDPE y LDPE., con diferentes perfiles de rigidez e impacto. El HDPE es rígido y resistente a la humedad, utilizado en envases, tapas y piezas industriales. El LDPE es flexible y resistente a bajas temperaturas, común en botellas exprimibles y aplicaciones de película. Ambas son resinas de uso común con bajas temperaturas de procesamiento y amplios rangos de moldeo. El HDPE es una de las resinas más recicladas a nivel mundial y una fuente frecuente de material para gránulos reciclados. El MFR para PE se mide a 190 °C / 2,16 kg según ASTM D1238 o ISO 1133.
Acrilonitrilo butadieno estireno (ABS)
El ABS es una resina de ingeniería con buena resistencia al impacto, acabado superficial y estabilidad dimensional. Se utiliza ampliamente en piezas de automóviles, carcasas de electrónica de consumo y electrodomésticos. Para una comparación directa del comportamiento de procesamiento y las propiedades mecánicas, ABS frente a polipropileno Este documento abarca las principales ventajas y desventajas según la aplicación. El ABS es higroscópico y debe secarse antes del moldeo. Una condición de referencia común es 80 °C durante 2 a 4 horas en un secador deshumidificador, con el objetivo de lograr una humedad residual inferior a 0,1% en peso. El protocolo exacto debe verificarse con la ficha técnica del grado específico; las condiciones varían según el proveedor y la formulación. El uso de resinas higroscópicas sin un secado adecuado es una causa frecuente de defectos superficiales y reducción de las propiedades mecánicas, aunque no es la única causa posible (véase la sección de preguntas frecuentes).
Policarbonato (PC)
El PC ofrece alta resistencia al impacto y claridad óptica. Sus aplicaciones comunes incluyen equipos de seguridad, dispositivos médicos y lentes de iluminación automotriz. El PC requiere un secado estricto. Una referencia común es 120 °C durante 3 a 4 horas en un secador deshumidificador, con el objetivo de lograr una humedad residual inferior a 0,02% en peso. Verifique con la hoja de datos del grado específico: los grados Covestro Makrolon y Sabic Lexan publican sus propios protocolos de secado. El PC también es sensible al tiempo de permanencia en el barril. La exposición prolongada a altas temperaturas de procesamiento provoca degradación térmica y decoloración. El MFR para PC se mide a 300 °C / 1,2 kg según ASTM D1238 o ISO 1133, no comparable con los valores de PP o ABS medidos a temperaturas más bajas.
Resinas adicionales de ingeniería y de uso general
El nailon (PA), el POM (acetal) y el poliestireno (PS) cubren rangos adicionales. El nailon se utiliza donde se requiere resistencia al desgaste y resistencia mecánica bajo carga. Es higroscópico y requiere secado. El POM proporciona baja fricción y precisión dimensional, y es común en engranajes y componentes mecánicos. El PS es económico y fácil de procesar, y se utiliza en productos desechables y embalajes. Para los requisitos de resistencia a la llama, la norma UL 94 es la referencia estándar. Las clasificaciones V-0, V-1, V-2 y HB reflejan una resistencia a la llama decreciente y son específicas de cada grado, no de toda la familia de resinas.
Variables clave que determinan qué pellet se ajusta mejor a su aplicación.
La selección de los pellets depende de cuatro variables. Antes de confirmar un material, comparamos cada una de ellas con la intención de diseño de la pieza y el entorno de producción.
Índice de fluidez en estado fundido (MFR) controla cómo la resina fundida llena el molde. Las resinas de alto MFR fluyen fácilmente y son adecuadas para piezas de paredes delgadas con trayectorias de flujo largas. Las resinas de bajo MFR son más viscosas y son adecuadas para secciones gruesas donde el llenado controlado y la presión de compactación importan más que la distancia de flujo. Los valores de MFR solo son comparables cuando se miden a la misma temperatura y carga según ASTM D1238 o ISO 1133. Un grado de PP a 230 °C/2,16 kg y un grado de PC a 300 °C/1,2 kg utilizan diferentes condiciones de prueba. Las comparaciones de MFR entre resinas utilizando condiciones de prueba mixtas no son válidas. Comprender cómo interactúan estas variables con el proceso de moldeo por inyección ayuda a reducir la lista de candidatos preseleccionados antes de las pruebas de selección.
Sensibilidad a la humedad Determina si se requiere un presecado. Las resinas higroscópicas (ABS, PC, nylon, PET) absorben la humedad del aire. La humedad residual durante el moldeo se mide mediante la norma ASTM D6869 (titulación de Karl Fischer para plásticos). Cada grado tiene un límite de humedad especificado por el proveedor. Superar dicho límite provoca hidrólisis en el cilindro, lo que produce defectos superficiales y reduce las propiedades mecánicas de la pieza terminada. El protocolo de secado (tipo de secador, temperatura, tiempo, flujo de aire) debe coincidir con las especificaciones del proveedor para el grado específico, no para la familia de resinas en general.
Requisitos mecánicos y térmicos Filtre la lista de candidatos antes de comenzar las comparaciones de MFR o de costos. Los métodos de prueba clave incluyen resistencia a la tracción (ASTM D638 / ISO 527), resistencia al impacto (ASTM D256 / ISO 180), módulo de flexión (ASTM D790 / ISO 178) y temperatura de deflexión térmica (ISO 75 / ASTM D648). Los valores de la hoja de datos son resultados de muestras de prueba en condiciones controladas. El rendimiento de la pieza bajo carga y geometría reales debe verificarse mediante pruebas de componentes.
Entorno regulatorio y de aplicación Los requisitos incluyen temperatura de funcionamiento, exposición química, estabilidad UV y documentación de cumplimiento. Las piezas en contacto con alimentos requieren resinas con notificaciones de sustancias en contacto con alimentos (FCS) de la FDA o cumplimiento con 21 CFR para el tipo de resina correspondiente. Las aplicaciones médicas generalmente requieren documentación de biocompatibilidad ISO 10993 o equivalente. Las piezas exteriores expuestas a rayos UV requieren grados estabilizados contra rayos UV, no cualquier grado de la misma resina base. Estos requisitos establecen la lista de candidatos antes que cualquier otra variable de selección.
Cómo afecta la calidad de los pellets a los resultados del moldeo por inyección
La calidad de los pellets se sitúa entre la selección de la resina y la configuración del proceso. Una resina correctamente especificada que produce pellets inconsistentes genera una variación que puede parecer un problema de la máquina o del molde.
Los parámetros clave de calidad son la uniformidad del tamaño, la consistencia de la densidad aparente, el contenido de finos y el nivel de humedad en el punto de uso. La uniformidad del tamaño se puede verificar con la norma ASTM D1921. La densidad aparente se puede comprobar con la norma ASTM D1895. Los finos (fragmentos por debajo del tamaño objetivo) se funden más rápido que los gránulos completos y generan variaciones de temperatura localizadas en la masa fundida. La humedad en resinas higroscópicas se puede medir con la norma ASTM D6869. El resultado debe compararse con el límite de humedad de premoldeo publicado por el proveedor de la resina para ese grado.
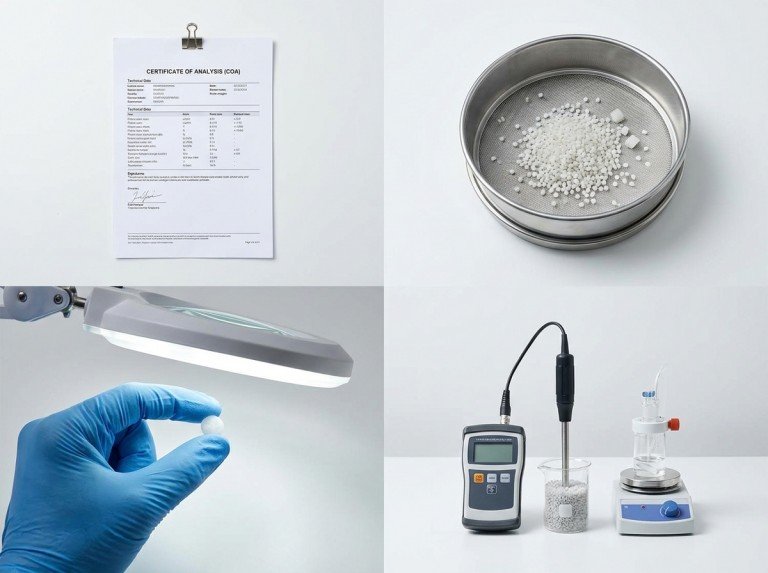
Un control de calidad práctico de la materia prima entrante consta de cuatro pasos.
- Primero: revise el certificado de análisis (COA) del proveedor que muestre el índice de refinamiento del fabricante (MFR) y la humedad en la producción.
- Segundo: realizar un análisis de tamizado con respecto al rango de tamaño objetivo.
- Tercero: inspeccione visualmente si hay partículas finas, aglomerados y uniformidad de color.
- Cuarto: medir la humedad mediante la norma ASTM D6869 para resinas higroscópicas si las condiciones de almacenamiento son inciertas.
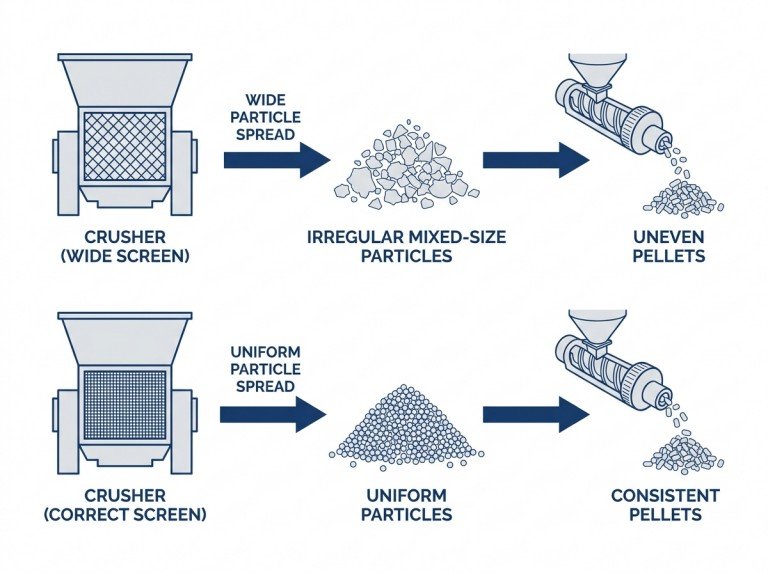
En los procesos de producción de materiales reciclados, la calidad de los pellets comienza en la trituradora. Cuando la configuración de la criba de la trituradora no coincide con el espesor del material de entrada, la salida contiene una amplia gama de tamaños de partículas, desde casi finas hasta trozos de gran tamaño. La extrusora de peletización recibe entonces una alimentación desigual. La fracción fina se funde y comienza a degradarse antes de que las piezas más grandes se fundan por completo. Los pellets resultantes presentan variaciones de densidad y puntos de degradación localizados. Esta es la misma lógica de control de partículas que rige cómo peletizadoras para reciclaje de plástico están configurados para una salida descendente consistente.
La verificación de esta condición consiste en un análisis granulométrico de la salida de la trituradora según la norma ASTM D1921. Se calculan los valores D10, D50 y D90. Una relación D90/D10 estrecha indica una reducción de tamaño uniforme. Una amplia variación apunta a una configuración de criba, velocidad de alimentación o velocidad del rotor inadecuadas. Corregir la configuración de la trituradora en esta etapa resuelve los defectos de moldeo posteriores de forma más fiable que ajustar los parámetros de inyección.
Pellets reciclados en el moldeo por inyección: qué verificar antes de su uso.
Los gránulos de plástico reciclado son aptos para el moldeo por inyección en numerosas aplicaciones. Su idoneidad depende de la resina de origen, el nivel de contaminación y el historial de procesamiento. No todos los gránulos reciclados se comportan igual, incluso dentro de la misma familia de resinas.
Identificación de resinas debe confirmarse mediante la documentación del proveedor o pruebas físicas: nuestra guía sobre cómo identificar el tipo de plástico Este documento describe en detalle el sistema de marcado y los métodos de identificación en campo. El sistema ISO 11469 / ASTM D7611 proporciona un esquema de marcado estandarizado para productos plásticos. Los gránulos reciclados posindustriales de origen conocido deben llevar la identificación de la resina. Las mezclas de resinas —donde el tipo no está verificado o se mezclan varias resinas sin compatibilización— no son adecuadas para el moldeo por inyección estándar en piezas estructurales o de aspecto crítico. Las mezclas compatibilizadas controladas de pares de resinas específicos constituyen un caso aparte y requieren su propia validación.
Estabilidad reológica en todo el lote Esto es importante para el material reciclado, pero no para la resina virgen. Cada ciclo térmico previo provoca cierta ruptura o reticulación de la cadena polimérica, lo que modifica el MFR respecto a la especificación original. Los gránulos reciclados posindustriales de una única fuente consistente suelen presentar un MFR estable. Los flujos posconsumo muestran mayor variación entre lotes. Mida el MFR según ASTM D1238 / ISO 1133 en los lotes reciclados entrantes y compárelo con el valor de referencia de esa fuente. Los lotes que se encuentren fuera del rango aceptable de MFR llenarán el molde de forma diferente, produciendo inyecciones incompletas, rebabas o variaciones dimensionales según la dirección de la desviación.
Agotamiento de aditivos es otra variable. Los antioxidantes, los estabilizadores UV y los lubricantes de procesamiento se degradan durante el ciclo de uso original y nuevamente durante el reciclaje. Un gránulo de PP reciclado puede tener la misma estructura de resina base que el PP virgen, pero con una protección antioxidante significativamente menor. Esto afecta la estabilidad del color durante el moldeo y el rendimiento de la pieza a largo plazo. Cuando estas propiedades son importantes, confirme el estado del paquete de aditivos con el proveedor de gránulos reciclados o verifíquelo mediante pruebas de tiempo de inducción oxidativa (OIT).
Mezcla de contenido reciclado con resina virgen. Es práctica común gestionar la variación de propiedades. No existe una proporción de mezcla universal. La proporción adecuada depende de la dispersión del índice de refracción del material reciclado, los requisitos de rendimiento de la pieza, el estado aditivo del material y cualquier restricción normativa. Establezca la proporción de mezcla mediante moldeo de prueba y ensayos de piezas para la combinación específica. Para aplicaciones en contacto con alimentos o médicas, verifique la documentación de cumplimiento normativo del contenido reciclado antes de que cualquier mezcla entre en producción.
Esta sección abarca los gránulos reciclados de resina única procedentes de fuentes documentadas. No se debe asumir que los gránulos procedentes de flujos mixtos posconsumo no documentados son aptos para el moldeo por inyección sin una caracterización completa del material.
Referencia de normas y métodos de ensayo clave
Las siguientes normas se aplican habitualmente en la selección de resinas, la verificación de la calidad de los gránulos y la aceptación de piezas para moldeo por inyección. Las consultamos al revisar la documentación del material recibido y al alinear las especificaciones de los gránulos con los requisitos de moldeo.
| Propiedad | Método ASTM | Equivalente ISO |
|---|---|---|
| Índice de fluidez en estado fundido (MFR/MVR) | ASTM D1238 | ISO 1133 |
| Resistencia a la tracción / alargamiento | ASTM D638 | ISO 527 |
| Resistencia al impacto Izod | ASTM D256 | ISO 180 |
| Módulo de flexión | ASTM D790 | ISO 178 |
| Temperatura de deflexión térmica | ASTM D648 | ISO 75 |
| Distribución del tamaño de los pellets | ASTM D1921 | — |
| Densidad aparente / fluidez | ASTM D1895 | — |
| Contenido de humedad (Karl Fischer) | ASTM D6869 | — |
| Identificación/marcado de resina | ASTM D7611 | ISO 11469 |
| Retardancia a la llama | UL 94 | IEC 60695-11-10 |
| cumplimiento de las normas de contacto con alimentos | FDA 21 CFR (subparte pertinente por resina) | — |
Estas son normas de caracterización y verificación, no de diseño ni de rendimiento de las piezas. Los valores de resistencia a la tracción o al impacto que aparecen en la ficha técnica reflejan los resultados de las pruebas realizadas con probetas. El rendimiento de la pieza bajo cargas y condiciones ambientales reales debe confirmarse mediante pruebas a nivel de componente.
Conclusión
Tres variables determinan si un tipo de pellet es adecuado para una aplicación de moldeo por inyección. La primera son los requisitos mecánicos y normativos de la pieza. La segunda es el flujo de fusión de la resina y su rango de procesamiento. La tercera son las condiciones de manipulación antes de que el pellet entre en la máquina, especialmente el secado. La selección de la resina define el rango de rendimiento. La configuración del proceso y la calidad del material de entrada determinan si se alcanza dicho rango. La verificación previa al moldeo (revisión del certificado de análisis, comprobación del índice de refracción, medición de la humedad, distribución del tamaño) reduce la tasa de defectos de forma más fiable que el ajuste posterior al moldeo.
En IPG, diseñamos y suministramos equipos para trituración y peletización de plástico. Esto nos sitúa en la etapa donde se define la calidad de los pellets: antes de la máquina de moldeo. En las operaciones que convierten plástico postindustrial o postconsumo en materia prima para moldeo por inyección, la consistencia de los pellets depende del control del tamaño de partícula en la etapa de trituración. Cuando la configuración de la criba de la trituradora no coincide con el material de entrada, la salida presenta una amplia variación de D10 a D90. La extrusora de peletización recibe una alimentación desigual, y esa variación se transfiere a los pellets. máquina trituradora de plástico Las configuraciones se seleccionan específicamente para producir el rango de tamaño estrecho que requieren la peletización y el moldeo posterior. Corregir la configuración de la criba —confirmada mediante el análisis de tamizado ASTM D1921 de la salida de la trituradora— aborda la causa raíz en lugar de enmascararla en la máquina de moldeo.
Si su empresa produce pellets reciclados para moldeo por inyección y observa variaciones en el rendimiento del moldeo entre lotes, contáctenos. Comparta el tipo de material de entrada, la configuración actual de la trituradora y la peletizadora, y las especificaciones deseadas para los pellets. Podemos ayudarle a determinar si la variación se origina en la etapa de reducción de tamaño y qué ajuste del equipo la soluciona.
PREGUNTAS FRECUENTES
¿Cuándo debo cambiar de una resina común a una resina de ingeniería?
El factor desencadenante suele ser una deficiencia de rendimiento que una resina estándar no puede solucionar. Las resinas estándar alcanzan su límite cuando una pieza debe soportar una carga durante un período prolongado, resistir un producto químico específico u operar a temperaturas superiores a 80-90 °C. Los requisitos normativos, como la clasificación de inflamabilidad UL 94 o el cumplimiento de la normativa de la FDA para el contacto con alimentos, también impulsan la selección de resinas de grado técnico. El cambio a una resina de grado técnico implica, además, requisitos de proceso más estrictos, especialmente en el secado, por lo que la capacidad de la maquinaria y los protocolos de configuración deben confirmarse antes de tomar la decisión final sobre el material.
Mis piezas moldeadas presentan deformaciones. ¿Por dónde empiezo a solucionar el problema?
Antes de modificar la configuración de la máquina, descarte la presencia de humedad. Verifique que la resina se haya secado hasta alcanzar el límite de humedad especificado por el proveedor, utilizando el tipo de secador y el tiempo de secado adecuados. Si el certificado de análisis (COA) o la medición de Karl Fischer confirman que la humedad está dentro de las especificaciones, busque la causa en otro lugar. Entre las causas comunes no relacionadas con la humedad se incluyen contaminantes volátiles, degradación térmica por temperatura excesiva en el cilindro o tiempo de residencia prolongado, aire atrapado por ventilación inadecuada y sobrecalentamiento por cizallamiento en la entrada de inyección. Ajustar la velocidad o la temperatura de inyección sin confirmar la causa raíz suele trasladar el defecto en lugar de solucionarlo.
¿Cómo puedo saber si el tamaño de los pellets está causando la variación en mi moldeo?
Realice un análisis granulométrico según la norma ASTM D1921 en el lote entrante y compárelo con el rango especificado. Si la distribución es amplia (con presencia de partículas finas o de gran tamaño), es probable que esa sea la causa. Si el lote supera el análisis granulométrico, pero la variación persiste, revise la velocidad de alimentación de la máquina, la geometría de la tolva y el perfil de temperatura del cilindro antes de atribuir el problema a la calidad del pellet. La variación de tamaño y la variación del proceso pueden producir síntomas similares; el análisis granulométrico es la forma más rápida de diferenciar una de la otra.
¿En qué momento la mezcla de resina reciclada y virgen deja de ser fiable?
La mezcla se vuelve poco fiable cuando el índice de fluidez (MFR) del lote reciclado se desvía significativamente del grado virgen, generalmente más de 20–30% por encima o por debajo del valor de referencia. El rango aceptable depende de la geometría de la pieza y de la tolerancia dimensional de la aplicación. Una mayor variación en el MFR implica que la proporción de mezcla que funcionó para un lote puede no ser válida para el siguiente. Para piezas estructurales o con tolerancias estrictas, mida el MFR de cada lote reciclado antes de comprometerse con la proporción de mezcla establecida, en lugar de asumir la consistencia del proveedor.
¿Necesito una receta de procesamiento aparte para los lotes de pellets reciclados?
En la mayoría de los casos, sí, al menos para la primera producción con una nueva fuente o tras un cambio de proveedor. Los lotes reciclados procedentes de flujos postindustriales suelen ser más consistentes, pero la viscosidad de la masa fundida puede variar entre lotes debido a diferencias en el historial térmico. Lo práctico es registrar la temperatura del cilindro, la presión de inyección y el tiempo de ciclo durante la prueba de cada nuevo lote. Si estos parámetros quedan fuera del rango establecido para la resina virgen, se debe documentar una línea base independiente para esa fuente reciclada en lugar de aplicar la receta virgen a un material diferente.
¿Qué comprobación entrante es la más importante si solo puedo ejecutar una?
La medición del índice de fluidez (MFR) según ASTM D1238 / ISO 1133 proporciona la señal más útil para una sola verificación. Permite determinar si el comportamiento de flujo del material coincide con lo esperado por el molde y la máquina, y, en el caso de lotes reciclados, refleja el historial térmico y la degradación de una manera que la inspección visual no puede. La medición de la humedad según ASTM D6869 es la segunda prioridad para resinas higroscópicas. El análisis granulométrico y la inspección visual cubren la contaminación y el tamaño, aspectos más importantes para materiales reciclados o de origen desconocido que para pedidos repetidos de un proveedor cualificado.