

Kunststoffgranulat für das Spritzgießen besteht aus kleinen, gleichmäßigen thermoplastischen Körnchen. Es wird in den Trichter einer Spritzgießmaschine gefüllt, schmilzt unter Hitze und Druck und wird in den Formhohlraum eingespritzt, um die fertigen Teile zu formen. Die Wahl des richtigen Granulattyps hängt von den geforderten mechanischen Eigenschaften, den Verarbeitungsbedingungen der Maschine und davon ab, ob es sich um Neuware oder Recyclingmaterial handelt. Die Granulatauswahl beeinflusst die Teilequalität, die Zykluszeit und die Fehlerrate in den nachfolgenden Prozessen – und nicht nur die Rohmaterialkosten.
Anwendungsbereichshinweis: Dieser Artikel behandelt thermoplastische Granulate für das Standard-Spritzgießen. Er spiegelt Produktionsbeobachtungen aus der Perspektive von Kunststoffverarbeitungsanlagen wider. Er ersetzt jedoch nicht die Datenblätter der Harzlieferanten, die Spezifikationen der Werkzeughersteller oder geltende gesetzliche Bestimmungen. Alle Parameterbereiche sind Richtwerte – überprüfen Sie diese vor der Verwendung anhand des Datenblatts der jeweiligen Sorte und Ihrer Maschinenkonfiguration. Duroplaste, Flüssigsilikonkautschuk und pulverbasierte Spritzgießverfahren werden hier nicht behandelt.
Was Kunststoffgranulat für das Spritzgießen tatsächlich ist
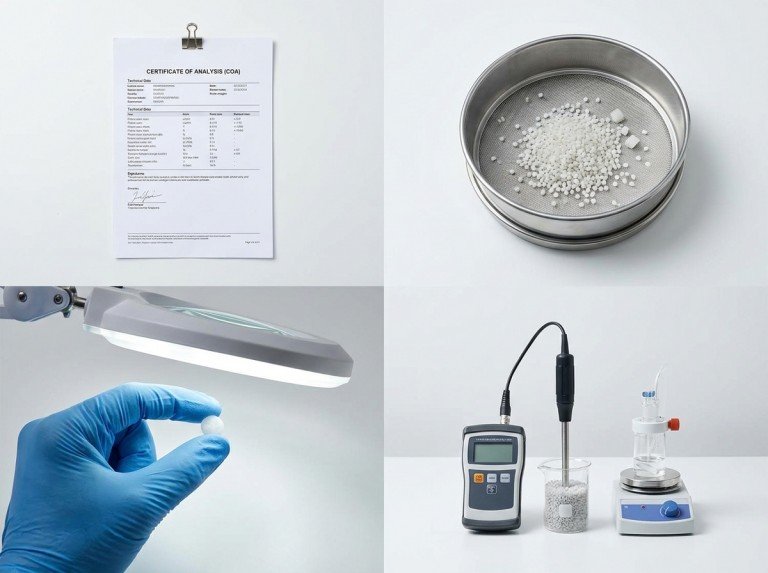
Kunststoffgranulat – auch Harzgranulat genannt – ist der wichtigste Rohstoff für das Spritzgießen. Es wird hergestellt, indem geschmolzenes Polymer extrudiert und anschließend in gleichmäßige Stücke mit einem Durchmesser von typischerweise 2–5 mm geschnitten wird. Die genaue Größe und Form variieren je nach Granulierverfahren und Harztyp. Kunststoffgranulat wird verwendet in allen Bereichen Je nach Harzart und -qualität findet das Material in einer Vielzahl von Branchen Anwendung – von Autoteilen bis hin zu Lebensmittelverpackungen. Die Korngrößenverteilung der Pellets lässt sich mittels Siebanalyse nach ASTM D1921 überprüfen. Diese bestätigt, ob eine Charge innerhalb des Zielkorngrößenbereichs für die jeweilige Anwendung liegt.
Eine einheitliche Pelletgröße ist wichtig, da sie den gleichmäßigen Pellettransport durch den Trichter und das Schmelzen im Zylinder steuert. Unregelmäßige Pellets – zu groß, zu klein oder mit Feinanteilen vermischt – führen zu ungleichmäßigem Schmelzen. Dies verursacht Schwankungen in der Schmelzviskosität und im Schrotgewicht. Schüttdichte und Fließeigenschaften können anhand der Norm ASTM D1895 überprüft werden, die die scheinbare Dichte, den Schüttfaktor und die Gießfähigkeit umfasst. Die Folgen von Größenabweichungen sind vorhersehbar: Einfallstellen, unvollständige Schrotladungen oder Maßabweichungen im fertigen Bauteil.
Zwei Hauptkategorien umfassen die meisten Spritzgusskunststoffe. Standardkunststoffe – PP, PE, PS – sind kostengünstig und eignen sich für Anwendungen mit hohem Volumen und geringeren Anforderungen. Technische Kunststoffe – ABS, PC, Nylon, POM – bieten höhere mechanische, thermische oder chemische Eigenschaften, sind aber pro Kilogramm teurer. Die richtige Kategorie hängt von den funktionalen Anforderungen des Bauteils ab, nicht von einer allgemeinen Präferenz für eine bestimmte Sorte.
Ein Irrtum über die Pelletqualität und die Formleistung
Es wird häufig angenommen, dass ein höherwertiges Harz automatisch zu besseren Formteilen führt. In der Praxis setzt die Granulatqualität jedoch die Obergrenze der möglichen Leistungsfähigkeit. Die Verarbeitungsbedingungen entscheiden darüber, ob diese Obergrenze erreicht wird.
Wenn Teams ein technisches Harz auswählen und es dann auf einer für Standardharze konfigurierten Maschine verarbeiten, führt dies zu einer verminderten Schmelzqualität. Falsche Zylindertemperatur, unzureichender Gegendruck und fehlende Trocknung tragen dazu bei. Ungetrocknetes Nylon oder Polycarbonat hydrolysiert im Zylinder. Die Bauteile weisen eine reduzierte Schlagfestigkeit und sichtbare Oberflächenfehler auf. Der Fehler wird dem Material zugeschrieben, die eigentliche Ursache liegt jedoch in der Prozesskonfiguration.
Bevor ein Pellet-Typ in die Produktion geht, prüfen wir zwei Dinge. Erstens: Passt das Verarbeitungsfenster des Harzes – Schmelztemperatur, Verweilzeit und Feuchtigkeitstoleranz – zur verfügbaren Maschinenkonfiguration? Zweitens: Wurde das Pellet gemäß den Vorgaben des Harzlieferanten getrocknet? Selbst ein für das Bauteil geeignetes Pellet kann im Prozess scheitern, wenn die vorgelagerte Verarbeitung fehlerhaft ist.
Wichtigste Harztypen und ihre typischen Anwendungen
Polypropylen (PP)
PP ist der am häufigsten verwendete Kunststoff im Spritzgussverfahren. Es bietet gute Chemikalienbeständigkeit, geringe Dichte und einen Verarbeitungstemperaturbereich, der für die meisten Standardmaschinen geeignet ist. Typische Anwendungsbereiche sind Lebensmittelbehälter, Fahrzeuginnenausstattungen, medizinische Verpackungen und Konsumgüter. Schlagfeste Copolymer-Typen verbessern die Zähigkeit bei niedrigen Temperaturen. Homopolymer-Typen bieten eine höhere Steifigkeit. Die Schmelzflussrate (MFR) variiert stark zwischen den verschiedenen PP-Typen. Die Wahl der richtigen MFR für die Bauteilgeometrie und Wandstärke ist wichtiger als die alleinige Entscheidung zwischen Homopolymer und Copolymer. Die MFR für PP wird bei 230 °C / 2,16 kg gemäß ASTM D1238 oder ISO 1133 gemessen. Werte, die unter anderen Bedingungen gemessen wurden, sind nicht direkt vergleichbar.
Polyethylen (PE)
PE wird in HDPE und LDPE unterteilt., Es gibt verschiedene Kunststoffe mit unterschiedlicher Steifigkeit und Schlagfestigkeit. HDPE ist steif und feuchtigkeitsbeständig und wird für Behälter, Verschlüsse und Industrieteile verwendet. LDPE ist flexibel und zäh bei niedrigen Temperaturen und findet häufig Anwendung in Quetschflaschen und Folien. Beide sind Standardkunststoffe mit niedrigen Verarbeitungstemperaturen und einem breiten Formfenster. HDPE gehört weltweit zu den am häufigsten recycelten Kunststoffen und ist ein gängiger Rohstoff für Recyclinggranulat. Der Schmelzflussindex (MFR) von PE wird gemäß ASTM D1238 oder ISO 1133 bei 190 °C / 2,16 kg gemessen.
Acrylnitril-Butadien-Styrol (ABS)
ABS ist ein technischer Kunststoff mit guter Schlagfestigkeit, Oberflächengüte und Dimensionsstabilität. Er findet breite Anwendung in Automobilteilen, Gehäusen für Unterhaltungselektronik und Haushaltsgeräten. Zum direkten Vergleich des Verarbeitungsverhaltens und der mechanischen Eigenschaften, ABS vs. Polypropylen Die wichtigsten Vor- und Nachteile je nach Anwendung werden erläutert. ABS ist hygroskopisch und muss vor dem Formen getrocknet werden. Üblicherweise wird es 2–4 Stunden bei 80 °C in einem Entfeuchtungstrockner getrocknet, wobei die Restfeuchte unter 0,11 Gew.-% liegen sollte. Das genaue Vorgehen muss anhand des Datenblatts der jeweiligen ABS-Sorte überprüft werden – die Bedingungen variieren je nach Lieferant und Rezeptur. Die Verarbeitung hygroskopischer Kunststoffe ohne ausreichende Trocknung ist eine häufige Ursache für Oberflächenfehler und verminderte mechanische Eigenschaften, jedoch nicht die einzige (siehe FAQ).
Polycarbonat (PC)
Polycarbonat (PC) bietet hohe Schlagfestigkeit und optische Klarheit. Typische Anwendungsgebiete sind Sicherheitsausrüstung, Medizinprodukte und Fahrzeugbeleuchtungslinsen. PC erfordert eine sorgfältige Trocknung. Üblicherweise wird PC 3–4 Stunden lang bei 120 °C in einem Entfeuchtungstrockner getrocknet, wobei eine Restfeuchte von unter 0,021 TP5T (Gew.-%) angestrebt wird. Beachten Sie die Angaben im Datenblatt des jeweiligen Typs – Covestro Makrolon und Sabic Lexan veröffentlichen jeweils eigene Trocknungsprotokolle. PC reagiert zudem empfindlich auf die Verweilzeit im Presszylinder. Längere Einwirkung hoher Verarbeitungstemperaturen führt zu thermischer Zersetzung und Verfärbung. Der Schmelzflussindex (MFR) von PC wird gemäß ASTM D1238 oder ISO 1133 bei 300 °C / 1,2 kg gemessen – die Werte sind nicht mit denen von PP oder ABS vergleichbar, die bei niedrigeren Temperaturen gemessen wurden.
Zusätzliche technische und Standardharze
Nylon (PA), POM (Acetal) und Polystyrol (PS) decken weitere Anwendungsbereiche ab. Nylon wird dort eingesetzt, wo Verschleißfestigkeit und mechanische Festigkeit unter Belastung erforderlich sind. Es ist hygroskopisch und muss getrocknet werden. POM bietet geringe Reibung und Maßgenauigkeit und wird häufig bei Zahnrädern und mechanischen Bauteilen verwendet. PS ist kostengünstig und einfach zu verarbeiten und wird für Einwegartikel und Verpackungen eingesetzt. Für Anforderungen an die Flammwidrigkeit gilt UL 94 als Standard. Die Klassifizierungen V-0, V-1, V-2 und HB geben die abnehmende Flammwidrigkeit an und sind sortenspezifisch, nicht für die gesamte Harzfamilie.
Schlüsselvariablen, die bestimmen, welches Pellet für Ihre Anwendung geeignet ist
Die Auswahl des Pelletmaterials hängt von vier Variablen ab. Wir gleichen jede einzelne mit den Konstruktionsvorgaben des Bauteils und den Produktionsbedingungen ab, bevor wir ein Material bestätigen.
Schmelzflussrate (MFR) Der Schmelzflussindex (MFR) steuert, wie das geschmolzene Harz die Form füllt. Harze mit hohem MFR fließen leicht und eignen sich für dünnwandige Teile mit langen Fließwegen. Harze mit niedrigem MFR sind viskoser und eignen sich für dickere Bereiche, bei denen eine kontrollierte Füllung und ein hoher Nachdruck wichtiger sind als die Fließstrecke. MFR-Werte sind nur vergleichbar, wenn sie gemäß ASTM D1238 oder ISO 1133 bei gleicher Temperatur und Belastung gemessen werden. Ein PP-Typ bei 230 °C/2,16 kg und ein PC-Typ bei 300 °C/1,2 kg erfordern unterschiedliche Prüfbedingungen. MFR-Vergleiche zwischen verschiedenen Harzen unter gemischten Prüfbedingungen sind daher nicht aussagekräftig. Es ist wichtig zu verstehen, wie diese Variablen miteinander interagieren. Spritzgießverfahren hilft dabei, die Auswahlliste für die jeweiligen Klassenstufen vor den Probeläufen einzugrenzen.
Feuchtigkeitsempfindlichkeit Die Bestimmung, ob eine Vortrocknung erforderlich ist, ist entscheidend. Hygroskopische Kunststoffe wie ABS, PC, Nylon und PET absorbieren Feuchtigkeit aus der Luft. Die Restfeuchte beim Formgebungsprozess wird nach ASTM D6869 (Karl-Fischer-Titration für Kunststoffe) gemessen. Für jede Kunststoffart gibt es einen vom Hersteller festgelegten Feuchtigkeitsgrenzwert. Wird dieser überschritten, führt dies zu Hydrolyse im Formzylinder, was Oberflächenfehler verursacht und die mechanischen Eigenschaften des fertigen Teils beeinträchtigt. Das Trocknungsprotokoll – Trocknertyp, Temperatur, Trocknungszeit, Luftstrom – sollte den Herstellervorgaben für die jeweilige Kunststoffart entsprechen und nicht allgemein für die Kunststofffamilie gelten.
Mechanische und thermische Anforderungen Filtern Sie die Vorauswahl, bevor Sie mit den Herstellerangaben oder Kostenvergleichen beginnen. Wichtige Prüfmethoden umfassen Zugfestigkeit (ASTM D638 / ISO 527), Schlagzähigkeit (ASTM D256 / ISO 180), Biegemodul (ASTM D790 / ISO 178) und Wärmeformbeständigkeit (ISO 75 / ASTM D648). Die Datenblattwerte basieren auf Prüfergebnissen unter kontrollierten Bedingungen. Die Bauteilleistung unter realer Belastung und Geometrie sollte durch Komponententests überprüft werden.
Regulatorisches und anwendungsbezogenes Umfeld Zu den Anforderungen gehören Betriebstemperatur, Chemikalienbeständigkeit, UV-Stabilität und Konformitätsdokumentation. Teile mit Lebensmittelkontakt benötigen Kunststoffe mit FDA-Zulassung für Lebensmittelkontaktstoffe (FCS) oder 21 CFR-Konformität für den jeweiligen Kunststofftyp. Medizinische Anwendungen erfordern in der Regel eine Biokompatibilitätsdokumentation nach ISO 10993 oder eine gleichwertige Zertifizierung. UV-exponierte Außenteile benötigen UV-stabilisierte Kunststoffe – nicht einfach irgendeinen Kunststoff desselben Basiskunststoffs. Diese Anforderungen bilden die Grundlage für die Vorauswahl, bevor weitere Auswahlkriterien berücksichtigt werden.
Wie die Pelletqualität die Ergebnisse des Spritzgießens beeinflusst
Die Pelletqualität hängt eng mit der Harzauswahl und der Prozesskonfiguration zusammen. Ein korrekt spezifiziertes Harz, das zu ungleichmäßigen Pellets verarbeitet wird, erzeugt Abweichungen, die wie ein Maschinen- oder Formproblem aussehen.
Die wichtigsten Qualitätsparameter sind Korngrößengleichmäßigkeit, Schüttdichtekonstanz, Feinkornanteil und Restfeuchte am Einsatzort. Die Korngrößengleichmäßigkeit kann gemäß ASTM D1921 überprüft werden. Die Schüttdichte kann mit ASTM D1895 kontrolliert werden. Feinkorn – Fragmente unterhalb der Zielkorngröße – schmilzt schneller als Vollgranulat und verursacht lokale Temperaturschwankungen in der Schmelze. Die Restfeuchte in hygroskopischen Harzen kann mit ASTM D6869 gemessen werden. Das Ergebnis sollte mit dem vom Harzhersteller veröffentlichten Restfeuchtegrenzwert vor dem Formen für die jeweilige Harzsorte verglichen werden.
Eine praktische Wareneingangsprüfung umfasst vier Schritte.
- Zuerst: Prüfen Sie das Analysezertifikat des Lieferanten, aus dem der Schmelzflussgrad (MFR) und der Feuchtigkeitsgehalt bei der Produktion hervorgehen.
- Zweitens: Führen Sie eine Siebanalyse im Zielgrößenbereich durch.
- Drittens: Sichtprüfung auf Feinanteile, Agglomerate und Farbkonsistenz.
- Viertens: Bei unklaren Lagerbedingungen die Feuchtigkeit gemäß ASTM D6869 für hygroskopische Harze messen.
Bei der Verarbeitung von Recyclingmaterialien beginnt die Pelletqualität bereits beim Brecher. Wenn die Siebkonfiguration des Brechers nicht auf die Dicke des Eingangsmaterials abgestimmt ist, weist das Ausgangsmaterial eine große Partikelgrößenverteilung auf – von Feinstanteilen bis hin zu übergroßen Brocken. Der Pelletierextruder erhält dann ungleichmäßiges Material. Die feine Fraktion schmilzt und beginnt zu zersetzen, bevor die größeren Stücke vollständig geschmolzen sind. Die resultierenden Pellets weisen Dichteschwankungen und lokale Zersetzungsstellen auf. Dies ist die gleiche Partikelkontrolllogik, die auch die weitere Verarbeitung steuert. Kunststoffrecycling-Granulieranlagen sind für eine konsistente Ausgabe nachgelagerter Systeme konfiguriert.
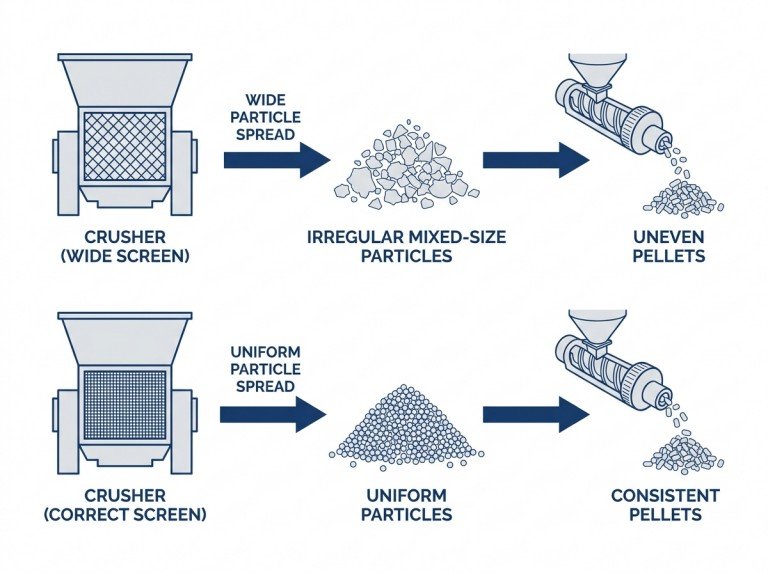
Die Überprüfung dieses Zustands erfolgt durch Siebanalyse des Brecherausstoßes gemäß ASTM D1921. Berechnen Sie die Werte für D10, D50 und D90. Ein niedriges D90/D10-Verhältnis deutet auf eine gleichmäßige Zerkleinerung hin. Eine große Streuung weist auf eine unpassende Siebkonfiguration, eine zu hohe Aufgabegeschwindigkeit oder eine zu niedrige Rotordrehzahl hin. Die Korrektur der Brecherkonfiguration in dieser Phase behebt nachfolgende Formfehler zuverlässiger als die Anpassung der Spritzgussparameter.
Recycelte Pellets im Spritzgussverfahren: Was vor der Verwendung zu prüfen ist
Recycelte Kunststoffgranulate eignen sich für viele Anwendungen im Spritzgussverfahren. Die Eignung hängt vom Ausgangsmaterial, dem Verunreinigungsgrad und der Verarbeitungshistorie ab. Nicht alle recycelten Granulate weisen die gleichen Eigenschaften auf, selbst innerhalb derselben Kunststofffamilie.
Harzidentifizierung sollte durch Lieferantendokumentation oder physische Tests bestätigt werden – unser Leitfaden dazu wie man den Kunststofftyp erkennt Das Kennzeichnungssystem und die Feldidentifizierungsmethoden werden detailliert beschrieben. Das System nach ISO 11469 / ASTM D7611 bietet ein standardisiertes Kennzeichnungsschema für Kunststoffprodukte. Postindustriell recycelte Granulate bekannter Herkunft müssen eine Harzkennzeichnung tragen. Gemischte Harzströme – bei denen die Harzart nicht verifiziert ist oder mehrere Harze ohne Kompatibilisierung gemischt werden – eignen sich nicht für das Standard-Spritzgießen von strukturell oder optisch kritischen Teilen. Kontrolliert kompatibilisierte Mischungen bestimmter Harzpaare stellen einen Sonderfall dar und erfordern eine eigene Validierung.
Rheologische Stabilität über die gesamte Charge Dies ist relevant für Recyclingmaterial, nicht aber für Neuware. Jeder vorherige Wärmebehandlungszyklus führt zu Polymerkettenbrüchen oder Vernetzungen und damit zu einer Abweichung des Schmelzflussindexes (MFR) von der ursprünglichen Spezifikation. Postindustrielle Recyclinggranulate aus einer einzigen, konsistenten Quelle weisen typischerweise einen stabilen MFR auf. Post-Consumer-Recyclingmaterialien zeigen stärkere Chargenschwankungen. Messen Sie den MFR gemäß ASTM D1238 / ISO 1133 an eingehenden Recyclingchargen und vergleichen Sie ihn mit dem Referenzwert der jeweiligen Quelle. Chargen außerhalb des zulässigen MFR-Bereichs füllen die Form unterschiedlich – je nach Abweichungsrichtung entstehen dadurch unvollständige Füllungen, Gratbildung oder Maßabweichungen.
Additivverarmung Ein weiterer Faktor ist die Zersetzung von Antioxidantien, UV-Stabilisatoren und Prozessschmierstoffen während des ursprünglichen Nutzungszyklus und erneut beim Recycling. Recyceltes PP-Granulat kann zwar die gleiche Grundharzstruktur wie Neuware-PP aufweisen, bietet aber deutlich weniger antioxidativen Schutz. Dies beeinträchtigt die Farbstabilität beim Spritzgießen und die Langzeitleistung der Bauteile. Wenn diese Eigenschaften relevant sind, sollten Sie den Additivpaketstatus beim Lieferanten des recycelten Granulats erfragen oder ihn durch Oxidationsinduktionszeit-Tests (OIT) überprüfen.
Vermischung von Recyclingmaterial mit Neuware Die Behandlung von Materialabweichungen ist gängige Praxis. Es gibt kein universelles Mischungsverhältnis. Das optimale Verhältnis hängt von der Schmelzflussrate (MFR) der Recyclingcharge, den Leistungsanforderungen des Bauteils, dem Additivstatus des Materials und etwaigen regulatorischen Auflagen ab. Ermitteln Sie das Mischungsverhältnis durch Probeformen und Bauteilprüfungen für die jeweilige Kombination. Bei Anwendungen mit Lebensmittelkontakt oder im medizinischen Bereich überprüfen Sie die Dokumentation zur Einhaltung der regulatorischen Bestimmungen hinsichtlich des Recyclinganteils, bevor eine Mischung in die Produktion geht.
Dieser Abschnitt behandelt recycelte Pellets aus einem einzigen Harz, die aus dokumentierten Quellen stammen. Pellets aus nicht dokumentierten gemischten Post-Consumer-Abfallströmen sollten ohne vollständige Materialcharakterisierung nicht als für das Spritzgießen geeignet angesehen werden.
Referenz zu wichtigen Normen und Prüfmethoden
Die folgenden Normen finden regelmäßig Anwendung bei der Harzauswahl, der Granulatqualitätsprüfung und der Teileabnahme für Spritzguss. Wir beziehen uns auf sie bei der Prüfung der eingehenden Materialdokumentation und beim Abgleich der Granulatspezifikationen mit den Spritzgussanforderungen.
| Eigentum | ASTM-Methode | ISO-Äquivalent |
|---|---|---|
| Schmelzflussrate (MFR/MVR) | ASTM D1238 | ISO 1133 |
| Zugfestigkeit / Dehnung | ASTM D638 | ISO 527 |
| Izod-Schlagfestigkeit | ASTM D256 | ISO 180 |
| Biegemodul | ASTM D790 | ISO 178 |
| Wärmeformtemperatur | ASTM D648 | ISO 75 |
| Pelletgrößenverteilung | ASTM D1921 | — |
| Schüttdichte / Gießbarkeit | ASTM D1895 | — |
| Feuchtigkeitsgehalt (Karl Fischer) | ASTM D6869 | — |
| Harzidentifizierung / -markierung | ASTM D7611 | ISO 11469 |
| Flammschutz | UL 94 | IEC 60695-11-10 |
| Einhaltung der Vorschriften für Lebensmittelkontakt | FDA 21 CFR (relevanter Unterabschnitt nach Harz) | — |
Hierbei handelt es sich um Charakterisierungs- und Verifizierungsstandards, nicht um Konstruktions- oder Bauteilleistungsstandards. Die in Datenblättern angegebenen Werte für Zug- oder Schlagfestigkeit basieren auf Prüfergebnissen. Die Bauteilleistung unter realer Belastung und Umgebungsbedingungen sollte durch Komponententests bestätigt werden.
Schlussfolgerung
Drei Faktoren entscheiden darüber, ob ein Granulattyp für eine Spritzgussanwendung geeignet ist. Erstens die mechanischen und regulatorischen Anforderungen des Bauteils. Zweitens das Schmelzflussverhalten und das Verarbeitungsfenster des Harzes. Drittens die Handhabungsbedingungen vor dem Eintritt des Granulats in die Maschine – insbesondere die Trocknung. Die Harzauswahl legt den Leistungsbereich fest. Prozesskonfiguration und Materialqualität entscheiden darüber, ob dieser Bereich erreicht wird. Die Prüfung vor dem Spritzgießen – Analyse des Analysezertifikats, Überprüfung der Schmelzflussrate, Feuchtigkeitsmessung, Korngrößenverteilung – reduziert die Fehlerrate zuverlässiger als die Nachbearbeitung.
Bei IPG entwickeln und liefern wir Anlagen zum Zerkleinern und Granulieren von Kunststoffen. Damit sind wir an einem Punkt angesiedelt, an dem die Granulatqualität entscheidend ist – also vor der Spritzgießmaschine. Bei der Verarbeitung von Industrie- oder Haushaltsabfällen zu Spritzgussrohstoffen hängt die Granulatkonsistenz von der Partikelgrößenkontrolle beim Zerkleinern ab. Stimmt die Siebkonfiguration des Brechers nicht mit dem Eingangsmaterial überein, weist das Ausgangsmaterial eine große Streuung der Korngrößenverteilung (D10 bis D90) auf. Der Granulierextruder erhält ungleichmäßiges Material, und diese Schwankungen übertragen sich auf das Granulat. Kunststoff-Zerkleinerungsmaschine Die Konfigurationen werden gezielt so gewählt, dass die für die Granulierung und die nachfolgende Formgebung erforderliche enge Korngrößenverteilung erreicht wird. Die Korrektur der Siebkonfiguration – bestätigt durch eine Siebanalyse des Brecherausstoßes gemäß ASTM D1921 – behebt die eigentliche Ursache, anstatt sie erst in der Formmaschine zu kaschieren.
Wenn Sie in Ihrem Betrieb Recyclinggranulat für den Spritzguss herstellen und Chargenschwankungen in der Formgebung feststellen, kontaktieren Sie uns. Teilen Sie uns Ihre Materialart, die aktuelle Konfiguration Ihrer Brech- und Granulieranlage sowie die angestrebten Pelletspezifikationen mit. Wir helfen Ihnen festzustellen, ob die Schwankungen bereits bei der Zerkleinerung auftreten und welche Anlageneinstellungen das Problem beheben.
FAQ
Wann sollte ich von einem Standardkunststoff auf einen technischen Kunststoff umsteigen?
Auslöser ist meist eine Leistungslücke, die Standardkunststoffe nicht schließen können. Standardkunststoffe stoßen an ihre Grenzen, wenn ein Bauteil über längere Zeiträume Belastungen standhalten, bestimmten Chemikalien widerstehen oder bei Temperaturen über 80–90 °C betrieben werden muss. Auch regulatorische Anforderungen wie die UL-94-Flammschutzklasse oder die FDA-Zulassung für Lebensmittelkontakt führen zur Wahl von technischen Kunststoffen. Der Wechsel zu einem technischen Kunststoff bedeutet zudem strengere Prozessanforderungen – insbesondere an die Trocknung –, daher sollten Maschinenkapazität und Einrichtungsprotokolle vor der endgültigen Materialentscheidung geprüft werden.
Meine Formteile weisen Spreizungen auf. Wo fange ich mit der Fehlersuche an?
Bevor Sie Maschineneinstellungen ändern, schließen Sie zunächst Feuchtigkeit als mögliche Ursache aus. Prüfen Sie, ob das Harz mit dem korrekten Trocknertyp und der richtigen Haltezeit bis zum vom Lieferanten vorgegebenen Feuchtigkeitsgrenzwert getrocknet wurde. Bestätigt das Analysezertifikat (CoA) oder die Karl-Fischer-Titration, dass die Feuchtigkeit innerhalb der Spezifikation liegt, suchen Sie nach anderen Ursachen. Häufige Ursachen, die nicht mit Feuchtigkeit zusammenhängen, sind flüchtige Verunreinigungen, thermische Zersetzung durch zu hohe Zylindertemperatur oder zu lange Verweilzeit, Lufteinschlüsse aufgrund unzureichender Entlüftung und Scherüberhitzung am Anguss. Das Anpassen der Einspritzgeschwindigkeit oder -temperatur ohne Klärung der eigentlichen Ursache verschiebt den Fehler oft nur, anstatt ihn zu beheben.
Woran erkenne ich, ob die Pelletgröße die Ursache für die Abweichungen in meinem Formteil ist?
Führen Sie eine Siebanalyse nach ASTM D1921 an der eingehenden Charge durch und vergleichen Sie die Ergebnisse mit den Spezifikationen. Bei einer breiten Verteilung – also einem signifikanten Anteil an Feinanteilen oder zu großen Teilen – ist dies wahrscheinlich die Ursache. Besteht die Charge die Siebanalyse, bestehen aber weiterhin Abweichungen, überprüfen Sie vorgelagerte Faktoren wie Maschinenfördergeschwindigkeit, Trichtergeometrie und Zylindertemperaturprofil, bevor Sie das Problem der Pelletqualität zuschreiben. Größen- und Prozessabweichungen können ähnliche Symptome hervorrufen; die Siebanalyse ist der schnellste Weg, die eine von der anderen zu trennen.
Ab welchem Punkt wird die Mischung von recyceltem und neuem Harz unzuverlässig?
Die Mischung wird unzuverlässig, wenn der Schmelzflussindex (MFR) der Recyclingcharge deutlich vom Wert der Neuware abweicht – typischerweise mehr als 20–301 TP5T über oder unter dem Ausgangswert. Der zulässige Bereich hängt von der Bauteilgeometrie und den Maßtoleranzen der Anwendung ab. Eine größere MFR-Abweichung bedeutet, dass das Mischungsverhältnis, das für eine Charge funktioniert hat, möglicherweise nicht für die nächste gilt. Bei Strukturbauteilen oder Teilen mit engen Toleranzen sollte der MFR jeder eingehenden Recyclingcharge gemessen werden, bevor das festgelegte Mischungsverhältnis verwendet wird, anstatt von einer gleichbleibenden Qualität seitens des Lieferanten auszugehen.
Benötige ich ein separates Verarbeitungsrezept für Chargen recycelter Pellets?
In den meisten Fällen ja – zumindest beim ersten Durchlauf aus einer neuen Quelle oder nach einem Lieferantenwechsel. Recycelte Chargen aus industriellen Abfällen weisen oft eine höhere Konsistenz auf, die Schmelzviskosität kann jedoch aufgrund unterschiedlicher thermischer Vorgeschichte zwischen den Chargen variieren. Praktisch ist es, Zylindertemperatur, Einspritzdruck und Zykluszeit während des Probelaufs jeder neuen Charge zu erfassen. Liegen diese Werte außerhalb des für Neuware festgelegten Bereichs, sollte für diese recycelte Quelle eine separate Referenzmessung erstellt werden, anstatt die Neuware-Rezeptur auf ein anderes Material anzuwenden.
Welcher eingehende Scheck ist am wichtigsten, wenn ich nur einen durchführen kann?
Die MFR-Messung gemäß ASTM D1238 / ISO 1133 liefert die aussagekräftigsten Ergebnisse für eine Einzelprüfung. Sie erfasst, ob das Fließverhalten des Materials den Erwartungen von Form und Maschine entspricht – und spiegelt bei recycelten Chargen die thermische Vorgeschichte und den Abbau wider, was mit einer Sichtprüfung nicht möglich ist. Die Feuchtigkeitsmessung nach ASTM D6869 ist die zweitwichtigste Maßnahme bei hygroskopischen Kunststoffen. Siebanalyse und Sichtprüfung erfassen Verunreinigungen und Korngröße, die bei recycelten oder unbekannten Quellen wichtiger sind als bei Folgebestellungen von einem qualifizierten Lieferanten.