

Les granulés de plastique pour moulage par injection sont de petits granules thermoplastiques uniformes. Ils sont introduits dans la trémie de la presse à injecter, fondent sous l'effet de la chaleur et de la pression, puis sont injectés dans la cavité du moule pour former les pièces finies. Le type de granulés approprié dépend des propriétés mécaniques requises, des conditions de traitement de la machine et de la nature de la résine (vierge ou recyclée). Le choix des granulés influe sur la qualité des pièces, le temps de cycle et le taux de défauts en aval, et pas seulement sur le coût de la matière première.
Note de portée : Cet article traite des granulés thermoplastiques utilisés en moulage par injection standard. Il présente des observations de production du point de vue des équipements de transformation des plastiques. Il ne remplace pas les fiches techniques des fournisseurs de résine, les spécifications des fabricants d'outillage ni les exigences réglementaires applicables. Les plages de paramètres indiquées sont des points de départ indicatifs ; veuillez les vérifier dans la fiche technique spécifique du produit et en fonction de la configuration de votre machine avant utilisation. Les résines thermodurcissables, le caoutchouc de silicone liquide et les procédés de moulage à base de poudre ne sont pas abordés ici.
Que sont réellement les granulés de plastique pour le moulage par injection ?
Les granulés de plastique, également appelés granules de résine, constituent la principale matière première pour le moulage par injection. Ils sont produits par extrusion de polymère fondu et découpe en morceaux uniformes, généralement de 2 à 5 mm de diamètre. La taille et la forme exactes varient selon la méthode de granulation et le type de résine. Les granulés de plastique sont utilisés dans De nombreux secteurs industriels, des garnitures automobiles à l'emballage alimentaire, utilisent différentes résines, selon leur type et leur qualité. La granulométrie des granulés peut être vérifiée par analyse granulométrique selon la norme ASTM D1921, confirmant ainsi si un lot respecte la granulométrie cible pour une application donnée.
L'uniformité de la taille est essentielle car elle détermine la régularité de l'alimentation en granulés dans la trémie et leur fusion dans le cylindre. Des granulés irréguliers (trop gros, trop petits ou contenant des fines) entraînent une fusion inégale, ce qui induit des variations de viscosité du métal fondu et de poids de la pièce injectée. La masse volumique apparente et les caractéristiques d'écoulement peuvent être vérifiées conformément à la norme ASTM D1895, qui couvre la masse volumique apparente, le facteur de volume et la fluidité. Les conséquences d'une variation de taille sont prévisibles : retassures, pièces incomplètes ou irrégularités dimensionnelles de la pièce finie.
La plupart des résines de moulage par injection se répartissent en deux grandes catégories. Les résines courantes (PP, PE, PS) sont économiques et conviennent aux applications à grand volume et à performances moindres. Les résines techniques (ABS, PC, nylon, POM) offrent des performances mécaniques, thermiques ou chimiques supérieures, moyennant un coût au kilogramme plus élevé. Le choix de la catégorie appropriée dépend des exigences fonctionnelles de la pièce, et non d'une préférence générale pour une qualité plutôt qu'une autre.
Une idée fausse concernant la qualité des granulés et leurs performances de moulage
On suppose souvent qu'une résine de qualité supérieure produit automatiquement de meilleures pièces moulées. En réalité, la qualité des granulés fixe la limite de performance possible. Ce sont les conditions de transformation qui déterminent si cette limite est atteinte.
Lorsque des équipes choisissent une résine technique et l'utilisent sur une machine configurée pour les résines standard, la qualité de la résine fondue se dégrade. Une température de cylindre inadaptée, une contre-pression incorrecte et un séchage insuffisant contribuent à ce problème. Le nylon ou le polycarbonate non séché s'hydrolyse dans le cylindre. Les pièces obtenues présentent une résistance aux chocs réduite et des défauts de surface visibles. L'échec est attribué au matériau, mais la cause première réside dans la configuration du processus.
Avant d'intégrer un type de granulés à la production, nous vérifions deux points. Premièrement : la plage de traitement de la résine (température de fusion, temps de séjour et tolérance à l'humidité) est-elle compatible avec la configuration de la machine ? Deuxièmement : les granulés ont-ils été séchés conformément aux spécifications du fournisseur de résine ? Même avec des granulés adaptés à la pièce, un problème en amont peut compromettre le processus.
Principaux types de résine et leurs applications typiques
Polypropylène (PP)
Le polypropylène (PP) est la résine la plus utilisée en moulage par injection. Il offre une bonne résistance chimique, une faible densité et une plage de températures de transformation compatible avec la plupart des machines standard. Ses applications typiques incluent les emballages alimentaires, les garnitures intérieures automobiles, les emballages médicaux et les biens de consommation. Les copolymères à impact améliorent la ténacité à basse température, tandis que les homopolymères offrent une rigidité supérieure. L'indice de fluidité à chaud (MFR) varie considérablement selon les qualités de PP. Le choix du MFR adapté à la géométrie et à l'épaisseur de la pièce est plus important que le simple choix entre homopolymère et copolymère. Le MFR du PP est mesuré à 230 °C / 2,16 kg/m³ selon les normes ASTM D1238 ou ISO 1133. Les valeurs mesurées dans d'autres conditions ne sont pas directement comparables.
Polyéthylène (PE)
Le PE se divise en PEHD et PEBD, Le PEHD et le PEBD présentent des rigidités et des profils d'impact différents. Le PEHD est rigide et résistant à l'humidité ; il est utilisé pour les contenants, les bouchons et les pièces industrielles. Le PEBD est flexible et résistant aux basses températures ; on le trouve couramment dans les flacons souples et les films plastiques. Ces deux résines sont des produits courants, transformables à basse température et offrant une large plage de moulage. Le PEHD est l'une des résines les plus recyclées au monde et une source fréquente de granulés recyclés. L'indice de fluidité à chaud (MFR) du PE est mesuré à 190 °C pour une masse de 2,16 kg, conformément aux normes ASTM D1238 ou ISO 1133.
Acrylonitrile Butadiène Styrène (ABS)
L'ABS est une résine technique offrant une bonne résistance aux chocs, un bon état de surface et une grande stabilité dimensionnelle. Elle est largement utilisée dans la fabrication de pièces automobiles, de boîtiers pour l'électronique grand public et d'appareils électroménagers. Pour une comparaison directe de son comportement à la mise en œuvre et de ses propriétés mécaniques, ABS contre polypropylène Ce document aborde les principaux compromis liés à l'application. L'ABS étant hygroscopique, il doit être séché avant moulage. Une condition de référence courante consiste à le sécher à 80 °C pendant 2 à 4 heures dans un séchoir déshumidificateur, l'objectif étant d'obtenir une humidité résiduelle inférieure à 0,11 TP5T en poids. Le protocole exact doit être vérifié dans la fiche technique du grade concerné ; les conditions varient selon le fournisseur et la formulation. L'utilisation de résines hygroscopiques sans séchage adéquat est une cause fréquente de défauts de surface et de dégradation des propriétés mécaniques, bien qu'il ne s'agisse pas de la seule cause possible (voir la FAQ).
Polycarbonate (PC)
Le polycarbonate (PC) offre une résistance élevée aux chocs et une excellente transparence optique. Il est couramment utilisé dans les équipements de sécurité, les dispositifs médicaux et les optiques automobiles. Le PC exige un séchage rigoureux. Une méthode courante consiste à sécher le matériau à 120 °C pendant 3 à 4 heures dans un séchoir déshumidificateur, l'objectif étant d'obtenir une humidité résiduelle inférieure à 0,021 TP5T en poids. Il est impératif de consulter la fiche technique de la nuance spécifique ; les nuances Covestro Makrolon et Sabic Lexan disposent chacune de leurs propres protocoles de séchage. Le PC est également sensible au temps de séjour en fût. Une exposition prolongée à haute température de transformation entraîne une dégradation thermique et une décoloration. L'indice de fluidité à chaud (MFR) du PC est mesuré à 300 °C pour 1,2 kg selon les normes ASTM D1238 ou ISO 1133 ; ces valeurs ne sont pas comparables à celles du polypropylène (PP) ou de l'ABS mesurées à des températures inférieures.
Résines techniques et de base supplémentaires
Le nylon (PA), le POM (acétal) et le polystyrène (PS) couvrent des gammes supplémentaires. Le nylon est utilisé lorsque la résistance à l'usure et la résistance mécanique sous charge sont requises. Hygroscopique, il nécessite un séchage. Le POM offre un faible coefficient de frottement et une précision dimensionnelle, et est couramment utilisé dans les engrenages et les composants mécaniques. Le PS est économique et facile à transformer ; il est utilisé dans les produits jetables et les emballages. Pour les exigences de résistance au feu, la norme UL 94 est la référence. Les classifications V-0, V-1, V-2 et HB correspondent à une résistance au feu décroissante et sont spécifiques à chaque nuance, et non à l'ensemble de la famille de résines.
Variables clés qui déterminent quel granulé convient à votre application
Le choix des granulés dépend de quatre variables. Nous évaluons chacune d'elles en fonction des objectifs de conception de la pièce et de l'environnement de production avant de confirmer le matériau.
Indice de fluidité à chaud (MFR) L'indice de fluidité (MFR) contrôle la façon dont la résine fondue remplit le moule. Les résines à MFR élevé s'écoulent facilement et conviennent aux pièces à parois minces avec de longs trajets d'écoulement. Les résines à MFR faible sont plus visqueuses et conviennent aux sections épaisses où le contrôle de la pression de remplissage et de compactage est plus important que la distance d'écoulement. Les valeurs de MFR ne sont comparables que si elles sont mesurées à la même température et sous la même charge, conformément aux normes ASTM D1238 ou ISO 1133. Un polypropylène (PP) à 230 °C/2,16 kg et un polycarbonate (PC) à 300 °C/1,2 kg sont testés dans des conditions différentes. Les comparaisons de MFR entre résines réalisées dans des conditions de test mixtes ne sont pas valides. Il est donc essentiel de comprendre comment ces variables interagissent avec le MFR. procédé de moulage par injection permet de réduire la liste des candidats présélectionnés avant les essais.
sensibilité à l'humidité Ce paramètre détermine si un pré-séchage est nécessaire. Les résines hygroscopiques (ABS, PC, nylon, PET) absorbent l'humidité de l'air. L'humidité résiduelle au moulage est mesurée selon la norme ASTM D6869 (titrage Karl Fischer pour les plastiques). Chaque nuance possède une limite d'humidité spécifiée par le fournisseur. Un dépassement de cette limite provoque une hydrolyse dans le cylindre, ce qui engendre des défauts de surface et réduit les propriétés mécaniques de la pièce finie. Le protocole de séchage (type de séchoir, température, durée, débit d'air) doit correspondre aux spécifications du fournisseur pour la nuance concernée, et non pas à celles de la famille de résine en général.
exigences mécaniques et thermiques Filtrez la liste restreinte avant de commencer les comparaisons de fabrication ou de coûts. Les principales méthodes d'essai comprennent la résistance à la traction (ASTM D638 / ISO 527), la résistance aux chocs (ASTM D256 / ISO 180), le module de flexion (ASTM D790 / ISO 178) et la température de fléchissement sous charge (ISO 75 / ASTM D648). Les valeurs indiquées dans les fiches techniques correspondent aux résultats d'essais réalisés sur des éprouvettes dans des conditions contrôlées. Les performances des pièces sous charge et géométrie réelles doivent être vérifiées par des essais sur composants.
Environnement réglementaire et applicatif Les exigences comprennent la température de fonctionnement, l'exposition chimique, la stabilité aux UV et la documentation de conformité. Les pièces en contact avec les aliments nécessitent des résines ayant reçu une notification de la FDA concernant les substances en contact avec les aliments (FCS) ou conformes à la norme 21 CFR pour le type de résine concerné. Les applications médicales requièrent généralement une documentation de biocompatibilité ISO 10993 ou équivalente. Les pièces extérieures exposées aux UV nécessitent des résines stabilisées aux UV, et non une résine de base quelconque. Ces exigences constituent le critère de sélection principal.
Comment la qualité des granulés influence les résultats du moulage par injection
La qualité des granulés dépend à la fois du choix de la résine et de la mise en place du processus. Une résine correctement spécifiée, mais produisant des granulés de qualité inégale, engendre des variations qui peuvent être confondues avec un problème de machine ou de moule.
Les principaux paramètres de qualité sont l'uniformité granulométrique, la consistance de la masse volumique apparente, la teneur en fines et le taux d'humidité au point d'utilisation. L'uniformité granulométrique peut être vérifiée selon la norme ASTM D1921. La masse volumique apparente peut être contrôlée selon la norme ASTM D1895. Les fines (fragments de taille inférieure à la taille cible) fondent plus rapidement que les granulés entiers et créent des variations de température localisées dans le bain fondu. L'humidité des résines hygroscopiques peut être mesurée selon la norme ASTM D6869. Le résultat doit être comparé à la limite d'humidité avant moulage publiée par le fournisseur de résine pour cette qualité.
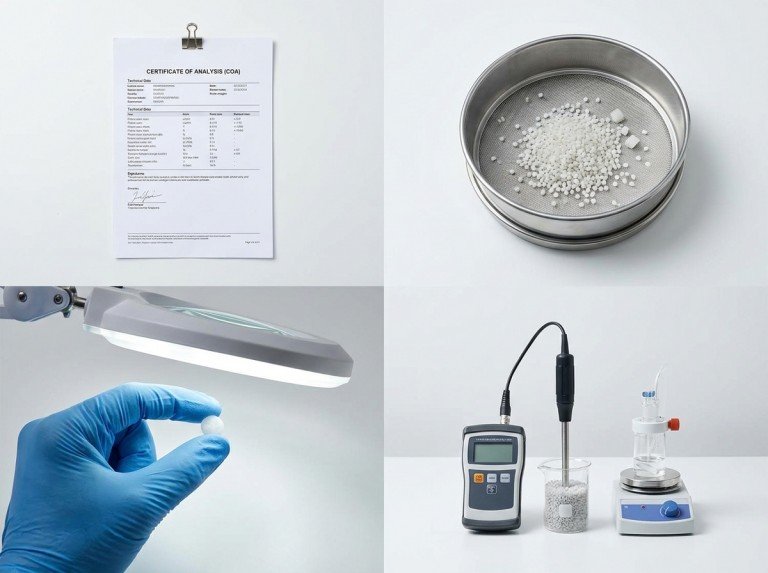
Un contrôle qualité pratique à réception comprend quatre étapes.
- Première étape : examiner le certificat d’analyse du fournisseur indiquant l’indice de fluidité à chaud et le taux d’humidité lors de la production.
- Deuxièmement : effectuer une analyse granulométrique par rapport à la plage de tailles cible.
- Troisièmement : inspecter visuellement la présence de particules fines, d’agglomérats et vérifier l’homogénéité de la couleur.
- Quatrièmement : mesurer l’humidité via la norme ASTM D6869 pour les résines hygroscopiques si les conditions de stockage étaient incertaines.
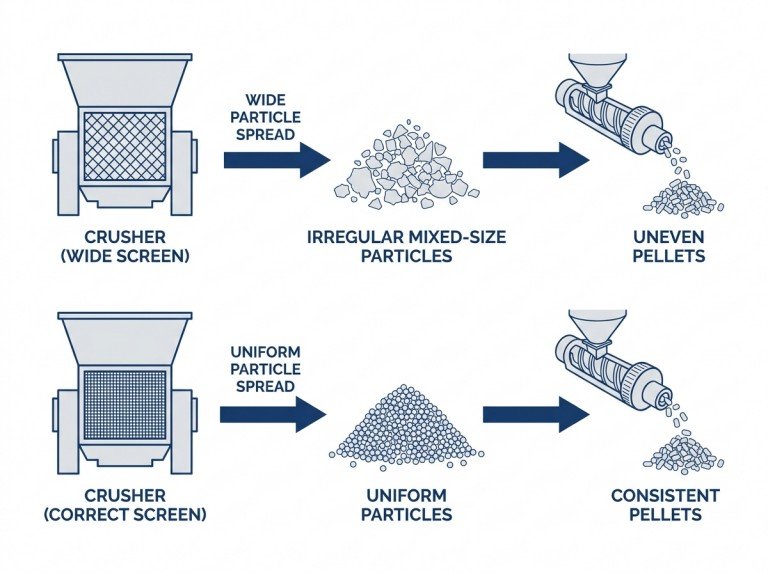
Dans les flux de production de matériaux recyclés, la qualité des granulés commence au niveau du concasseur. Lorsque la configuration du crible du concasseur est inadaptée à l'épaisseur du matériau d'entrée, la sortie présente une large distribution granulométrique, allant des particules très fines aux gros morceaux. L'extrudeuse de granulés reçoit alors une alimentation irrégulière. La fraction fine fond et commence à se dégrader avant que les particules plus grosses ne soient complètement fondues. Les granulés obtenus présentent des variations de densité et des zones de dégradation localisées. Ce même principe de contrôle des particules régit… granulateurs de recyclage du plastique sont configurés pour une sortie aval cohérente.
Le contrôle de cette condition s'effectue par analyse granulométrique des particules issues du concasseur, conformément à la norme ASTM D1921. Calculez les valeurs de D10, D50 et D90. Un rapport D90/D10 faible indique une réduction granulométrique homogène. Un rapport élevé révèle une configuration de tamis, un débit d'alimentation ou une vitesse de rotor inadaptés. Corriger la configuration du concasseur à ce stade permet de résoudre plus efficacement les défauts de moulage en aval que de modifier les paramètres d'injection.
Granulés recyclés dans le moulage par injection : points à vérifier avant utilisation
Les granulés de plastique recyclé conviennent au moulage par injection dans de nombreuses applications. Leur aptitude dépend de la résine d'origine, du niveau de contamination et de l'historique de transformation. Tous les granulés recyclés ne présentent pas les mêmes caractéristiques, même au sein d'une même famille de résines.
Identification de la résine Cela doit être confirmé par la documentation du fournisseur ou par des tests physiques — consultez notre guide sur comment identifier le type de plastique Ce document décrit en détail le système de marquage et les méthodes d'identification sur le terrain. Le système ISO 11469 / ASTM D7611 fournit un schéma de marquage normalisé pour les produits en plastique. Les granulés recyclés post-industriels provenant de sources connues doivent porter une identification de la résine. Les mélanges de résines — dont le type n'est pas vérifié ou qui contiennent plusieurs résines mélangées sans compatibilisation — ne conviennent pas au moulage par injection standard de pièces structurelles ou d'aspect critique. Les mélanges compatibilisés contrôlés de paires de résines spécifiques constituent un cas particulier et nécessitent une validation spécifique.
Stabilité rhéologique sur l'ensemble du lot Cela a une incidence sur les matériaux recyclés, mais pas sur la résine vierge. Chaque cycle thermique antérieur provoque une rupture ou une réticulation partielle des chaînes polymères, ce qui modifie l'indice de fluidité à chaud (MFR) par rapport aux spécifications initiales. Les granulés recyclés post-industriels provenant d'une source unique et constante présentent généralement un MFR stable. Les flux post-consommation présentent une plus grande variabilité d'un lot à l'autre. Mesurez le MFR des lots recyclés entrants selon la norme ASTM D1238 / ISO 1133 et comparez-le à la valeur de référence pour cette source. Les lots dont le MFR est hors plage acceptable rempliront le moule de manière inégale, ce qui peut entraîner des injections incomplètes, des bavures ou des variations dimensionnelles selon le sens de la dérive.
Épuisement des additifs Un autre facteur à prendre en compte est la dégradation des antioxydants, des stabilisateurs UV et des lubrifiants de traitement lors du cycle d'utilisation initial et à nouveau lors du recyclage. Un granulé de PP recyclé peut présenter la même structure de résine de base que le PP vierge, mais offrir une protection antioxydante nettement inférieure. Ceci affecte la stabilité de la couleur lors du moulage et les performances à long terme des pièces. Lorsque ces propriétés sont importantes, il est conseillé de vérifier la composition des additifs auprès du fournisseur de granulés recyclés ou de procéder à un test de temps d'induction à l'oxydation (OIT).
Mélanger des matières recyclées avec de la résine vierge Il est courant de gérer les variations de propriétés. Il n'existe pas de ratio de mélange universel. Le ratio optimal dépend de la dispersion de l'indice de fluidité du lot recyclé, des performances requises pour la pièce, de la teneur en additifs du matériau et des contraintes réglementaires. Déterminez le ratio de mélange par moulage d'essai et tests de pièces pour la combinaison spécifique. Pour les applications en contact avec les aliments ou médicales, vérifiez la conformité réglementaire du contenu recyclé avant toute mise en production.
Cette section traite des granulés recyclés monocomposants provenant de sources documentées. Les granulés issus de flux post-consommation mixtes non documentés ne doivent pas être considérés comme adaptés au moulage par injection sans une caractérisation complète du matériau.
Référence aux normes et méthodes d'essai clés
Les normes suivantes sont régulièrement utilisées pour la sélection des résines, la vérification de la qualité des granulés et l'acceptation des pièces pour le moulage par injection. Nous nous y référons lors de l'examen de la documentation relative aux matières premières et de l'harmonisation des spécifications des granulés avec les exigences de moulage.
| Propriété | Méthode ASTM | Équivalent ISO |
|---|---|---|
| Indice de fluidité à chaud (MFR/MVR) | ASTM D1238 | ISO 1133 |
| Résistance à la traction / allongement | ASTM D638 | ISO 527 |
| résistance aux chocs Izod | ASTM D256 | ISO 180 |
| Module de flexion | ASTM D790 | ISO 178 |
| température de déviation thermique | ASTM D648 | ISO 75 |
| Distribution granulométrique | ASTM D1921 | — |
| Masse volumique apparente / fluidité | ASTM D1895 | — |
| Teneur en humidité (Karl Fischer) | ASTM D6869 | — |
| Identification/marquage de la résine | ASTM D7611 | ISO 11469 |
| ignifuge | UL 94 | CEI 60695-11-10 |
| conformité au contact alimentaire | FDA 21 CFR (sous-partie pertinente par résine) | — |
Il s'agit de normes de caractérisation et de vérification, et non de normes de conception ou de performance des pièces. Les valeurs de résistance à la traction ou aux chocs indiquées dans les fiches techniques correspondent aux résultats d'essais sur éprouvettes. La performance des pièces en conditions réelles de charge et d'environnement doit être confirmée par des essais au niveau du composant.
Conclusion
Trois variables déterminent si un type de granulés convient à une application de moulage par injection. La première concerne les exigences mécaniques et réglementaires de la pièce. La seconde est la fluidité à l'état fondu et la plage de transformation de la résine. La troisième est constituée par les conditions de manipulation avant l'introduction des granulés dans la machine, notamment le séchage. Le choix de la résine définit les performances potentielles. La configuration du processus et la qualité des matières premières déterminent si ces performances sont atteintes. La vérification avant moulage (examen du certificat d'analyse, contrôle de l'indice de fluidité à l'état fondu, mesure de l'humidité, granulométrie) permet de réduire le taux de défauts de manière plus fiable qu'un ajustement après moulage.
Chez IPG, nous concevons et fournissons des équipements de broyage et de granulation de plastique. Cela nous place à l'étape cruciale de la qualité des granulés : en amont de la machine de moulage. Dans les opérations de transformation de plastique post-industriel ou post-consommation en matière première pour le moulage par injection, la régularité des granulés dépend du contrôle de la taille des particules lors du broyage. Si la configuration du tamis du broyeur est inadaptée au matériau d'entrée, la granulométrie de sortie présente une large dispersion D10 à D90. L'extrudeuse de granulation reçoit alors une alimentation irrégulière, et cette variation se répercute sur les granulés. machine de broyage de plastique Les configurations sont spécifiquement sélectionnées pour produire la granulométrie étroite requise par la granulation et le moulage en aval. La correction de la configuration du tamis — confirmée par l'analyse granulométrique ASTM D1921 des effluents du concasseur — s'attaque à la cause du problème plutôt que de le masquer au niveau de la machine de moulage.
Si votre usine produit des granulés recyclés pour le moulage par injection et que vous constatez des variations de performance d'un lot à l'autre, contactez-nous. Indiquez-nous le type de matière première, la configuration actuelle de votre broyeur et de votre granulateur, ainsi que les spécifications cibles des granulés. Nous pouvons vous aider à déterminer si la variation se situe au niveau de la réduction de taille et quel réglage de l'équipement permet de la résoudre.
FAQ
Quand dois-je passer d'une résine standard à une résine technique ?
Le déclencheur est généralement un écart de performance qu'une résine standard ne peut combler. Les résines standard atteignent leurs limites lorsqu'une pièce doit supporter une charge dans le temps, résister à un produit chimique spécifique ou fonctionner à des températures supérieures à 80-90 °C. Les exigences réglementaires, telles que la norme d'inflammabilité UL 94 ou la conformité au contact alimentaire de la FDA, orientent également le choix vers des résines techniques. Le passage à une résine technique implique également des exigences de processus plus strictes, notamment en matière de séchage ; il est donc essentiel de vérifier les capacités des machines et les protocoles de configuration avant de finaliser le choix du matériau.
Mes pièces moulées présentent un évasement. Par où commencer le dépannage ?
Avant toute modification des réglages machine, commencez par éliminer toute source d'humidité. Vérifiez que la résine a bien été séchée jusqu'à la limite d'humidité spécifiée par le fournisseur, en utilisant le type de séchoir et le temps de maintien appropriés. Si le certificat d'analyse ou la mesure Karl Fischer confirme que l'humidité est conforme aux spécifications, recherchez la cause du problème. Parmi les causes courantes autres que l'humidité, on peut citer les contaminants volatils, la dégradation thermique due à une température ou un temps de séjour excessif dans le cylindre, l'air emprisonné en raison d'une ventilation insuffisante et la surchauffe par cisaillement au niveau de l'entrée d'injection. Modifier la vitesse ou la température d'injection sans identifier la cause première ne fait souvent que déplacer le problème au lieu de le résoudre.
Comment savoir si la taille des granulés est à l'origine des variations de mon moulage ?
Effectuez une analyse granulométrique selon la norme ASTM D1921 sur le lot entrant et comparez-la aux spécifications. Si la distribution est large (présence importante de fines ou de particules surdimensionnées), il s'agit probablement de la cause du problème. Si le lot réussit l'analyse granulométrique mais que des variations persistent, examinez en amont le débit d'alimentation de la machine, la géométrie de la trémie et le profil de température du cylindre avant d'attribuer le problème à la qualité des granulés. Les variations de taille et les variations de processus peuvent présenter des symptômes similaires ; l'analyse granulométrique est la méthode la plus rapide pour les distinguer.
À partir de quel moment le mélange de résine recyclée et de résine vierge devient-il peu fiable ?
Le mélange devient peu fiable lorsque l'indice de fluidité (MFR) du lot recyclé s'écarte significativement de celui du matériau vierge – généralement de plus de 20 % (30%) au-dessus ou en dessous de la valeur de référence. La marge de tolérance dépend de la géométrie de la pièce et des tolérances dimensionnelles de l'application. Un écart important entre les indices de fluidité signifie que le taux de mélange qui convenait à un lot peut ne plus convenir au suivant. Pour les pièces structurelles ou à tolérances serrées, il est recommandé de mesurer l'indice de fluidité de chaque lot recyclé avant de s'engager sur le taux de mélange établi, plutôt que de se fier à la constance du fournisseur.
Ai-je besoin d'une recette de traitement distincte pour les lots de granulés recyclés ?
Dans la plupart des cas, oui — du moins pour la première injection à partir d'une nouvelle source ou après un changement de fournisseur. Les lots recyclés issus de flux post-industriels sont souvent plus homogènes, mais la viscosité à l'état fondu peut varier d'un lot à l'autre en raison des différences d'historique thermique. La méthode pratique consiste à enregistrer la température du cylindre, la pression d'injection et la durée du cycle lors de l'essai pour chaque nouveau lot. Si ces paramètres s'écartent de la plage établie pour la résine vierge, il est préférable de documenter une valeur de référence distincte pour cette source recyclée plutôt que d'appliquer la formulation de la résine vierge à un matériau différent.
Quel contrôle entrant est le plus important si je ne peux en exécuter qu'un seul ?
La mesure de l'indice de fluidité (MFR) selon la norme ASTM D1238 / ISO 1133 fournit l'information la plus exploitable pour un contrôle unique. Elle permet de vérifier si le comportement d'écoulement du matériau correspond aux attentes du moule et de la machine. Pour les lots recyclés, elle reflète l'historique thermique et la dégradation, contrairement à l'inspection visuelle. La mesure de l'humidité selon la norme ASTM D6869 est la deuxième priorité pour les résines hygroscopiques. L'analyse granulométrique et l'inspection visuelle permettent de détecter la contamination et la granulométrie, des aspects plus importants pour les matériaux recyclés ou provenant de sources inconnues que pour les commandes répétées auprès d'un fournisseur qualifié.