

Plastic pellets for injection molding are small, uniform thermoplastic granules. They feed into a molding machine’s hopper, melt under heat and pressure, and inject into a mold cavity to form finished parts. The right pellet type depends on the mechanical properties required, the machine’s processing conditions, and whether the resin is virgin or recycled. Pellet selection affects part quality, cycle time, and downstream defect rate — not just raw material cost.
Scope note: This article covers thermoplastic pellets used in standard injection molding. It reflects production observations from a plastic processing equipment perspective. It is not a substitute for resin supplier datasheets, tool manufacturer specifications, or applicable regulatory requirements. All parameter ranges are indicative starting points — verify against the specific grade’s datasheet and your machine configuration before use. Thermoset resins, liquid silicone rubber, and powder-based molding processes are not covered here.
What Plastic Pellets for Injection Molding Actually Are
Plastic pellets — also called resin granules — are the primary raw material input for injection molding. They are produced by extruding melted polymer and cutting it into uniform pieces, typically 2–5 mm in diameter. The exact size and shape vary by pelletizing method and resin type. Plastic pellets are used across a wide range of industries — from automotive trim to food packaging — depending on resin type and grade. Pellet size distribution can be verified using ASTM D1921 sieve analysis, which confirms whether a lot falls within the target size range for a given application.
Uniform size matters because it controls how consistently pellets feed through the hopper and melt in the barrel. Irregular pellets — oversized, undersized, or with fines mixed in — create uneven melting. This introduces variation in melt viscosity and shot weight. Bulk density and flow characteristics can be checked against ASTM D1895, which covers apparent density, bulk factor, and pourability. The downstream result of size variation is predictable: sink marks, short shots, or dimensional inconsistency in the finished part.
Two broad categories cover most injection molding resins. Commodity resins — PP, PE, PS — are cost-effective and suit high-volume, lower-performance applications. Engineering resins — ABS, PC, nylon, POM — deliver higher mechanical, thermal, or chemical performance, at a higher cost per kilogram. The right category depends on the part’s functional requirements, not on a general preference for one grade over another.
A Misconception About Pellet Grade and Molding Performance
A common assumption is that a higher-grade resin automatically produces better molded parts. In practice, pellet grade sets the ceiling of possible performance. Processing conditions determine whether that ceiling is reached.
When teams select an engineering resin and then run it on a machine configured for commodity resins, the result is degraded melt quality. Wrong barrel temperature, incorrect back pressure, and skipped drying all contribute. Undried nylon or PC hydrolyzes in the barrel. The parts come out with reduced impact strength and visible surface defects. The failure gets attributed to the material, but the root cause is the process setup.
Before any pellet type enters production, we check two things. First: does the resin’s processing window — melt temperature, residence time, and moisture tolerance — match the available machine configuration? Second: has the pellet been dried to the resin supplier’s specification? A pellet that is correct for the part can still fail the process if the upstream handling is wrong.
Main Resin Types and Their Typical Applications
Polypropylene (PP)
PP is the most widely used resin in injection molding. It offers good chemical resistance, low density, and a processing temperature range that suits most standard machines. Typical applications include food containers, automotive interior trim, medical packaging, and consumer goods. Impact copolymer grades improve toughness at low temperatures. Homopolymer grades offer higher stiffness. Melt flow rate varies widely across PP grades. Selecting the right MFR for the part geometry and wall thickness matters more than choosing between homopolymer and copolymer alone. MFR for PP is measured at 230°C / 2.16 kg per ASTM D1238 or ISO 1133. Values measured at other conditions are not directly comparable.
Polyethylene (PE)
PE divides into HDPE and LDPE, with different stiffness and impact profiles. HDPE is rigid and moisture-resistant, used in containers, caps, and industrial parts. LDPE is flexible and tough at low temperatures, common in squeeze bottles and film applications. Both are commodity resins with low processing temperatures and wide molding windows. HDPE is one of the most recycled resins globally and a frequent source material for recycled pellets. MFR for PE is measured at 190°C / 2.16 kg per ASTM D1238 or ISO 1133.
Acrylonitrile Butadiene Styrene (ABS)
ABS is an engineering resin with good impact resistance, surface finish, and dimensional stability. It is widely used in automotive parts, consumer electronics housings, and appliances. For a direct comparison of processing behavior and mechanical properties, ABS vs polypropylene covers the key trade-offs by application. ABS is hygroscopic and must be dried before molding. A common reference condition is 80°C for 2–4 hours in a dehumidifying dryer, targeting residual moisture below 0.1% by weight. The exact protocol must be verified against the specific grade’s datasheet — conditions vary by supplier and formulation. Running hygroscopic resins without adequate drying is a frequent cause of surface defects and reduced mechanical properties, though it is not the only possible cause (see FAQ).
Polycarbonate (PC)
PC offers high impact resistance and optical clarity. Common applications include safety equipment, medical devices, and automotive lighting lenses. PC requires strict drying. A common reference is 120°C for 3–4 hours in a dehumidifying dryer, targeting residual moisture below 0.02% by weight. Verify against the specific grade’s datasheet — Covestro Makrolon and Sabic Lexan grades each publish their own drying protocols. PC is also sensitive to barrel residence time. Extended exposure at high processing temperature causes thermal degradation and discoloration. MFR for PC is measured at 300°C / 1.2 kg per ASTM D1238 or ISO 1133 — not comparable to PP or ABS values measured at lower temperatures.
Additional Engineering and Commodity Resins
Nylon (PA), POM (acetal), and polystyrene (PS) cover additional ranges. Nylon is used where wear resistance and mechanical strength under load are required. It is hygroscopic and requires drying. POM provides low friction and dimensional precision, common in gears and mechanical components. PS is low-cost and easy to process, used in disposables and packaging. For flame retardancy requirements, UL 94 is the standard reference. V-0, V-1, V-2, and HB ratings reflect decreasing flame resistance and are grade-specific, not resin-family-wide.
Key Variables That Determine Which Pellet Fits Your Application
Pellet selection depends on four variables. We align each one against the part’s design intent and the production environment before confirming a material.
Melt flow rate (MFR) controls how molten resin fills the mold. High MFR resins flow easily and suit thin-walled parts with long flow paths. Low MFR resins are more viscous and suit thick sections where controlled fill and packing pressure matter more than flow distance. MFR values are only comparable when measured at the same temperature and load per ASTM D1238 or ISO 1133. A PP grade at 230°C/2.16 kg and a PC grade at 300°C/1.2 kg use different test conditions. Cross-resin MFR comparisons using mixed test conditions are not valid. Understanding how these variables interact with the injection molding process helps narrow the grade shortlist before trial runs.
Moisture sensitivity determines whether pre-drying is required. Hygroscopic resins — ABS, PC, nylon, PET — absorb moisture from the air. Residual moisture at molding is measured using ASTM D6869 (Karl Fischer titration for plastics). Each grade has a supplier-specified moisture limit. Running above that limit causes hydrolysis in the barrel, which produces surface defects and reduces mechanical properties in the finished part. The drying protocol — dryer type, temperature, time, airflow — should match what the supplier specifies for the specific grade, not the resin family in general.
Mechanical and thermal requirements filter the shortlist before MFR or cost comparisons begin. Key test methods include tensile strength (ASTM D638 / ISO 527), impact resistance (ASTM D256 / ISO 180), flexural modulus (ASTM D790 / ISO 178), and heat deflection temperature (ISO 75 / ASTM D648). Datasheet values are test-specimen results under controlled conditions. Part performance under real loading and geometry should be verified through component testing.
Regulatory and application environment requirements include operating temperature, chemical exposure, UV stability, and compliance documentation. Food-contact parts require resins with FDA food contact substance (FCS) notifications or 21 CFR compliance for the relevant resin type. Medical applications typically need ISO 10993 biocompatibility documentation or equivalent. UV-exposed outdoor parts require UV-stabilized grades — not just any grade of the same base resin. These requirements set the shortlist before any other selection variable.
How Pellet Quality Affects Injection Molding Outcomes
Pellet quality sits between resin selection and process setup. A correctly specified resin produced into inconsistent pellets generates variation that looks like a machine or mold problem.
The key quality parameters are size uniformity, bulk density consistency, fines content, and moisture level at the point of use. Size uniformity can be verified using ASTM D1921. Bulk density can be checked against ASTM D1895. Fines — fragments below the target size — melt faster than full pellets and create localized temperature variation in the melt. Moisture in hygroscopic resins can be measured using ASTM D6869. The result should be compared against the resin supplier’s published pre-molding moisture limit for that grade.
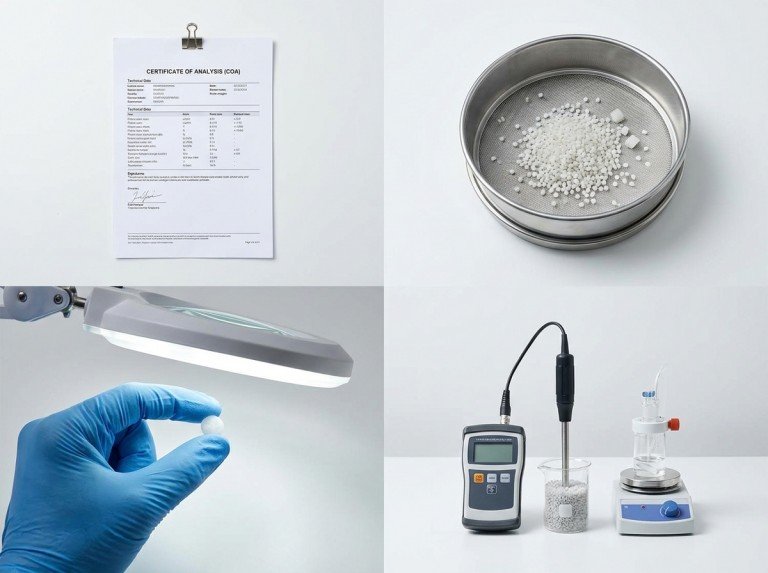
A practical incoming quality check covers four steps.
- First: review the COA from the supplier showing MFR and moisture at production.
- Second: run sieve analysis against the target size range.
- Third: inspect visually for fines, agglomerates, and color consistency.
- Fourth: measure moisture via ASTM D6869 for hygroscopic resins if storage conditions were uncertain.
In recycled-material workflows, pellet quality starts at the crusher. When the crusher’s screen configuration is mismatched to input material thickness, the output contains a wide particle size spread — from near-fines to oversized chunks. The pelletizing extruder then receives uneven feed. The fine fraction melts and begins to degrade before the larger pieces are fully molten. The resulting pellets carry density variation and localized degradation spots. This is the same particle control logic that governs how plastic recycling pelletizers are configured for consistent downstream output.
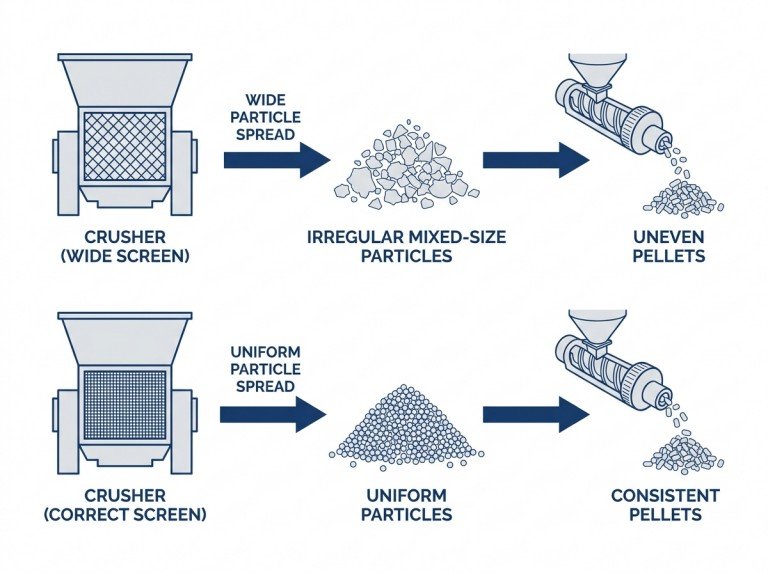
The check for this condition is sieve analysis of crusher output per ASTM D1921. Calculate the D10, D50, and D90. A narrow D90/D10 ratio signals consistent size reduction. A wide spread points to mismatched screen configuration, feed rate, or rotor speed. Fixing the crusher configuration at this stage resolves downstream molding defects more reliably than adjusting injection parameters.
Recycled Pellets in Injection Molding: What to Verify Before Use
Recycled plastic pellets are viable for injection molding in many applications. Suitability depends on source resin, contamination level, and processing history. Not all recycled pellets perform the same way, even within the same resin family.
Resin identification should be confirmed through supplier documentation or physical testing — our guide on how to identify plastic type covers the marking system and field identification methods in detail. The ISO 11469 / ASTM D7611 system provides a standardized marking scheme for plastic products. Post-industrial recycled pellets from known sources should carry resin identification. Mixed-resin streams — where type is unverified or multiple resins are blended without compatibilization — are not suitable for standard injection molding into structural or appearance-critical parts. Controlled compatibilized blends of specific resin pairs are a separate case and require their own validation.
Rheological stability across the lot matters for recycled material but not for virgin resin. Each prior heat cycle causes some polymer chain scission or crosslinking, shifting MFR from the original specification. Post-industrial recycled pellets from a single, consistent source typically show stable MFR. Post-consumer streams show more lot-to-lot variation. Measure MFR per ASTM D1238 / ISO 1133 on incoming recycled lots and compare against the baseline for that source. Lots outside the acceptable MFR range will fill the mold differently — producing short shots, flash, or dimensional variation depending on the direction of drift.
Additive depletion is a further variable. Antioxidants, UV stabilizers, and processing lubricants degrade during the original use cycle and again during recycling. A recycled PP pellet may carry the same base resin structure as virgin PP but have significantly less antioxidant protection. This affects color stability during molding and long-term part performance. Where these properties matter, confirm additive package status with the recycled pellet supplier or verify through oxidative induction time (OIT) testing.
Blending recycled content with virgin resin is common practice for managing property variation. There is no universal blend ratio. The right ratio depends on the recycled lot’s MFR spread, the part’s performance requirements, the material’s additive status, and any regulatory constraints. Establish the blend ratio through trial molding and part testing for the specific combination. For food-contact or medical applications, verify regulatory compliance documentation for the recycled content before any blend goes into production.
This section covers single-resin recycled pellets from documented sources. Pellets from undocumented mixed post-consumer streams should not be assumed suitable for injection molding without full material characterization.
Key Standards and Test Methods Reference
The following standards appear regularly in resin selection, pellet quality verification, and part acceptance for injection molding. We reference them when reviewing incoming material documentation and aligning pellet specifications with molding requirements.
| Property | ASTM Method | ISO Equivalent |
|---|---|---|
| Melt flow rate (MFR/MVR) | ASTM D1238 | ISO 1133 |
| Tensile strength / elongation | ASTM D638 | ISO 527 |
| Izod impact resistance | ASTM D256 | ISO 180 |
| Flexural modulus | ASTM D790 | ISO 178 |
| Heat deflection temperature | ASTM D648 | ISO 75 |
| Pellet size distribution | ASTM D1921 | — |
| Bulk density / pourability | ASTM D1895 | — |
| Moisture content (Karl Fischer) | ASTM D6869 | — |
| Resin identification / marking | ASTM D7611 | ISO 11469 |
| Flame retardancy | UL 94 | IEC 60695-11-10 |
| Food contact compliance | FDA 21 CFR (relevant subpart by resin) | — |
These are characterization and verification standards, not design or part performance standards. Datasheet values for tensile or impact strength reflect test-specimen results. Part performance under real loading and environment should be confirmed through component-level testing.
Conclusion
Three variables determine whether a pellet type is right for an injection molding application. The first is the part’s mechanical and regulatory requirements. The second is the resin’s melt flow and processing window. The third is the handling conditions before the pellet enters the machine — especially drying. Resin selection sets the performance envelope. Process setup and incoming material quality determine whether that envelope is reached. Verification before molding — COA review, MFR check, moisture measurement, size distribution — reduces defect rate more reliably than post-molding adjustment.
At IPG, we design and supply plastic crushing and pelletizing equipment. That puts us at the stage where pellet quality is set — upstream of the molding machine. In operations converting post-industrial or post-consumer plastic into injection molding feedstock, pellet consistency depends on particle size control at the crushing stage. When crusher screen configuration is mismatched to the input material, the output carries a wide D10-to-D90 spread. The pelletizing extruder receives uneven feed, and that variation transfers into the pellets. Our plastic crushing machine configurations are selected specifically to produce the narrow size range that pelletizing and downstream molding require. Correcting the screen configuration — confirmed through ASTM D1921 sieve analysis of crusher output — addresses the root cause rather than masking it at the molding machine.
If your operation produces recycled pellets for injection molding and you are seeing lot-to-lot variation in molding performance, reach out. Share your input material type, current crusher and pelletizer configuration, and target pellet specification. We can help identify whether the variation starts at the size reduction stage and what equipment adjustment resolves it.
FAQ
When should I switch from a commodity resin to an engineering resin?
The trigger is usually a performance gap that a commodity grade cannot close. Commodity resins hit their ceiling when a part must hold a load over time, resist a specific chemical, or operate above 80–90°C. Regulatory requirements like UL 94 flame rating or FDA food contact compliance also push the selection into engineering grades. The switch to an engineering resin also means tighter process requirements — particularly drying — so machine capability and setup protocols should be confirmed before the material decision is finalized.
My molded parts show splay. Where do I start troubleshooting?
Start by ruling out moisture before touching any machine settings. Check whether the resin was dried to the supplier’s specified moisture limit, using the correct dryer type and hold time. If the COA or Karl Fischer measurement confirms moisture is within spec, look elsewhere. Common non-moisture causes include volatile contaminants, thermal degradation from excessive barrel temperature or residence time, trapped air from inadequate venting, and shear overheating at the gate. Adjusting injection speed or temperature without confirming the root cause often shifts the defect rather than resolving it.
How do I know if pellet size is causing my molding variation?
Run ASTM D1921 sieve analysis on the incoming lot and compare against the specification range. If the distribution is wide — significant fines or oversized pieces present — that’s the likely source. If the lot passes sieve analysis but variation continues, look upstream at machine feed rate, hopper geometry, and barrel temperature profile before attributing the problem to pellet quality. Size variation and process variation can produce overlapping symptoms; sieve analysis is the fastest way to isolate one from the other.
At what point does blending recycled and virgin resin become unreliable?
Blending becomes unreliable when the recycled lot’s MFR has drifted significantly from the virgin grade — typically more than 20–30% above or below the baseline. The acceptable window depends on part geometry and the application’s dimensional tolerance. A wider MFR spread means the blend ratio that worked for one lot may not hold for the next. For structural or tight-tolerance parts, measure incoming MFR on every recycled lot before committing to the established blend ratio rather than assuming consistency from the supplier.
Do I need a separate processing recipe for recycled pellet lots?
In most cases, yes — at least for the first run from a new source or after a supplier change. Recycled lots from post-industrial streams are often more consistent, but melt viscosity can still shift between batches due to differences in thermal history. The practical approach is to record barrel temperature, injection pressure, and cycle time during the trial run for each new lot. If those settings fall outside the range established for virgin resin, document a separate baseline for that recycled source rather than forcing the virgin recipe onto different material.
Which incoming check matters most if I can only run one?
MFR measurement per ASTM D1238 / ISO 1133 gives the most actionable signal for a single check. It captures whether the material’s flow behavior matches what the mold and machine expect — and for recycled lots, it reflects thermal history and degradation in a way that visual inspection cannot. Moisture measurement via ASTM D6869 is the second priority for hygroscopic resins. Sieve analysis and visual inspection cover contamination and size, which matter more for recycled or unfamiliar sources than for repeat orders from a qualified supplier.