


Um die passende Granulieranlage für Kunststoffe auszuwählen, bestimmen Sie zunächst das Harz und die Ausgangsform und wählen Sie anschließend das geeignete Schneidverfahren. Als Faustregel gilt: Strangschneiden für saubere, starre Flocken, Wasserringschneiden für PE- und PP-Folien, Unterwasserschneiden für gleichmäßige Granulate mit hohem Durchsatz und luftgekühltes Schneiden für klebrige oder wasserempfindliche Materialien. Die meisten Auswahlfehler entstehen durch die Umkehrung dieser Reihenfolge. Käufer entscheiden sich oft für eine Maschine, bevor sie diese auf das Rohmaterial abgestimmt haben. Wir entwickeln und bauen Granulieranlagen genau nach diesem Prinzip. Dieser Leitfaden erläutert daher die Variablen, die wir überprüfen, bevor wir eine Konfiguration empfehlen.
Ein wichtiger Hinweis vorab: Diese Anleitung behandelt die Auswahl der Pelletieranlage, nicht die vorgeschaltete Wasch- und Trocknungsstufe. Diese Stufe bestimmt die Eingangsfeuchtigkeit und den Verschmutzungsgrad und wird separat für Ihren tatsächlichen Eingangsstrom spezifiziert.
Was eine Kunststoffgranulieranlage tatsächlich leistet
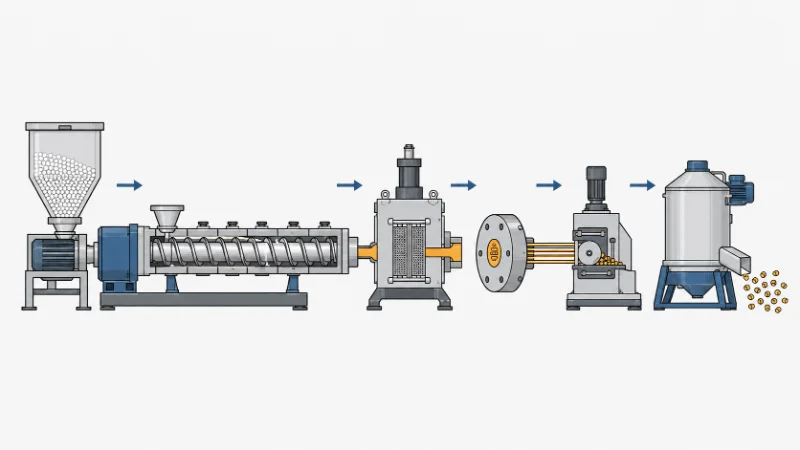
Eine Kunststoffgranulieranlage ist die Schmelz- und Schneidestufe, die aus sauberen Kunststoffflocken fertige Granulate herstellt. Die Qualität des Endprodukts hängt davon ab, wie gut die Schmelzfiltration und -kühlung auf das eingehende Harz abgestimmt sind. Die Anlage ist nicht die gesamte Recyclinganlage. Vorgelagerte Zerkleinerungs- und Waschprozesse bereiten die Flocken auf. Anschließend werden diese in der Granulieranlage geschmolzen, die Schmelze gefiltert, durch eine Matrize geformt, geschnitten und getrocknet.
Der Begriff “Pelletieren” bezieht sich auf den Schneidevorgang, nicht auf den gesamten Prozess. Bei den meisten Recycling- und Compoundierverfahren liegt die Pelletgröße zwischen 2 und 5 mm. Die Anforderungen des Abnehmers an das Zuführsystem und die Pelletgeometrie bestimmen jedoch das tatsächliche Ziel. Daher sollte dieser Bereich eher als Ausgangspunkt denn als fester Standard betrachtet werden. Wir klären diese Grenze frühzeitig mit jedem Abnehmer, da die Dimensionierung des Extruders vor Festlegung des Schneidverfahrens in der Regel eine spätere, kostspielige Umkonfiguration erforderlich macht.
Warum eine Pelletieranlage und ein Granulator unterschiedliche Probleme lösen
Granulatoren und Pelletieranlagen werden oft verwechselt, obwohl sie unterschiedliche Probleme lösen. Die Verwendung des einen für die Aufgabe des anderen wirkt sich schnell auf die Pelletkonsistenz aus. Ein Granulator ist eine Zerkleinerungsmaschine: Er zerkleinert Teile, Spülgut oder Abfall trocken zu Flocken und Mahlgut, ohne dass Schmelzen erforderlich ist. Eine Pelletieranlage schmilzt dieses Material und formt es zu gleichmäßigen, wiederaufschmelzbaren Pellets. In Lieferantenkatalogen, insbesondere für Exportmärkte, werden “Granulieranlage” und “Pelletieranlage” oft synonym verwendet. In diesem Leitfaden steht “Granulator” für Zerkleinerung und “Pelletieranlage” für Schmelzaufbereitung und Pelletierung. Unser Vergleich von Kunststoffgranulierung vs. Granulierung wird weiter aufgeschlüsselt.
Der praktische Fehlermodus ist vorhersehbar. Angenommen, ein Werk führt Granulator-Regranulat direkt in eine Formmaschine ein und überspringt den Schmelz- und Pelletierschritt. Als erstes beobachten wir eine ungleichmäßige Schüttdichte: Der Einzug wird nicht ausreichend mit Material versorgt, was zu Abweichungen im Schrotgewicht führt. Das Regranulat enthält außerdem Feinanteile und kantige Fragmente, die die Schmelzfiltration einer Pelletieranlage entfernt hätte. Wir vergleichen die beiden Optionen im Hinblick auf Ihren Endzweck, denn “Zerkleinern” und “Herstellung von handelsüblichen Pellets” sind unterschiedliche Anforderungen mit unterschiedlichen Kosten.
Die Schneidverfahren und das jeweils passende Ausgangsmaterial
Die meisten Recycling- und Compoundieranlagen lassen sich in vier praktische Kategorien einteilen. Die richtige Anlage hängt von der Feuchtigkeitstoleranz, dem Schmelzverhalten und der gewünschten Pelletform Ihres Harzes ab. Es gibt zwar auch Spezial- und Hybridvarianten, aber diese vier decken die meisten Anforderungen der Anwender ab. Wir stimmen das Schneidverfahren auf das Ausgangsmaterial ab, bevor wir die nachgelagerten Komponenten dimensionieren. Jedes Verfahren hat einen Bereich für das Ausgangsmaterial, in dem es reibungslos läuft, und einen Bereich, in dem es zu Engpässen kommt.
Stranggranulierung
Die Stranggranulierung ist das Standardverfahren für saubere, feste Abfälle wie Flaschenflocken, industrielle Mahlgutproben und Faserabfälle. Der Extruder presst die Schmelze durch eine Düse zu dünnen Strängen, die anschließend ein Wasserbad und einen Schneidkopf durchlaufen. Schwachpunkt ist feuchtes oder weiches Material. Stränge brechen im Wasserbad und verursachen Produktionsunterbrechungen. Daher setzt dieses Verfahren ein feuchtigkeitsarmes und formstabiles Ausgangsmaterial voraus.
Wasserring-Pelletierung
Die Wasserringgranulierung schneidet an der Düsenfläche und kühlt die Pellets in einem rotierenden Wasserring. Sie ist toleranter gegenüber Folien und Gewebesackresten als Stranggranulierung. Die Pellets sind eher annähernd kugelförmig als exakt zylindrisch. Dieses Verfahren eignet sich für Polyolefinfolien und gemischte starre Materialströme, bei denen ein fehlertoleranter Prozess wichtiger ist als eine perfekte Pelletgeometrie.

Unterwasser-Pelletierung
Beim Unterwasserpelletieren wird die Schmelze unter Wasser geschnitten, wodurch hochgradig gleichmäßige, nahezu kugelförmige Pellets entstehen, die sich für automatisierte Produktionsanlagen mit hohem Durchsatz eignen. Wir wählen häufig ein Unterwasser-Granuliergerät Für PET-Anlagen mit hohem Durchsatz oder Anlagen, die eine Inline-Kristallisation erfordern. Auch dann hängt die Auslegung von PET-Anlagen weiterhin von der angestrebten IV-Zahl, der Feuchtigkeitskontrolle, dem Kontaminationsgrad und der Endproduktqualität ab. Der Kompromiss besteht in einer strengeren Prozesskontrolle und teureren Werkzeugen.
Luftgekühltes (Heißdüsen-)Granulieren
Die luftgekühlte Granulierung schneidet an der Düsenfläche und kühlt mit Luft statt mit Wasser. Dadurch werden Harze, die in Wasser verklumpen oder kleben bleiben, besser verarbeitet. Weiche Folien mit hohem Schmelzindex (MFI), EVA und einige Schmelzklebstoffe lassen sich im Trockenverfahren besser verarbeiten. Der Nachteil besteht in einer geringeren Ausbeute und etwas unregelmäßigeren Granulaten.
| Methode | Optimal geeigneter Rohstoff | Pelletform | Feuchtigkeitstoleranz | Hauptschwäche | Typischer Ausfallmodus |
|---|---|---|---|---|---|
| Strang | Saubere, feste Flocken, Mahlgut, Fasern | Zylindrisch | Niedrig | Empfindlich gegenüber Strangbrüchen, weniger Automatisierung | Fadenbruch, ungleichmäßige Länge, erneutes Einfädeln |
| Wasserring | Folien, gewebte Säcke, gemischte starre | Halbkugelförmig | Mittel | Weniger einheitlich als unter Wasser | Ablagerungen an der Die-Oberfläche, Pelletreste, Unterkühlung |
| Unterwasser | PET, PE, PP in großen Mengen | Sphärisch | Mittel bis hoch | Höhere Kosten, enge Steuerung von Werkzeug/Wasser | Einfrieren der Düse, Verschleiß der Schneidklinge, Störung des Wassersystems |
| Luftgekühlt | Weiche/hochschmelzende Folie, EVA, Heißschmelz | Halbregelmäßig | Verarbeitet wasserabweisende Harze | Begrenzte Leistung und Formstabilität | Verklumpung, überschüssiges Feinmaterial, Abweichung der Pelletgröße |
Die Produktionsstufen, die die Pelletqualität bestimmen
Nach dem Schneidprozess bestimmen drei Stufen die endgültige Pelletqualität: Schmelzefiltration, Entgasung und Trocknung. Jede Stufe birgt ein spezifisches Risiko für Verunreinigungen oder Defekte. Kapazitätsengpässe in einer dieser Stufen führen zu Pellets minderer Qualität, nicht aber zu einem kompletten Anlagenausfall. Daher werden diese Stufen häufig unterdimensioniert.
Die Schmelzfiltration, durchgeführt mittels Siebwechsler oder kontinuierlichem Filter, entfernt Papier, Metall, Holz und Kohle vor der Formgebung. Bei kontaminierten Altmaterialien ist die Filtrationsfläche ein entscheidender Faktor für den Durchsatz und darf nicht vernachlässigt werden. Die Entgasung entfernt Feuchtigkeit und flüchtige Bestandteile. Dies ist besonders wichtig für hygroskopische Harze, da eingeschlossene Feuchtigkeit zu Lufteinschlüssen und Hydrolyse führt. Die Trocknung, üblicherweise mit einem Zentrifugaltrockner, reduziert die Restfeuchte an der Oberfläche, die die nachfolgende Materialzufuhr und Lagerung beeinflusst. Wir überprüfen jeden Produktionsschritt anhand Ihres Kontaminations- und Feuchtigkeitsprofils, da das Akzeptanzziel ein messbarer ppm- oder Feuchtigkeitswert ist und nicht die allgemeine Aussage “sauber”.”
Eine Linie an Ihr Harz anpassen
Die Harzart bestimmt die gesamte Anlagenkonfiguration, da PET-, HDPE-, PP- und PE-Folien bei ungeeignetem Granulierverfahren jeweils unterschiedlich reagieren. Wir stimmen das Harzverhalten auf das Schneidverfahren und den Trocknungsprozess ab, anstatt von einem festen Anlagendesign auszugehen.
| Rohstoffe | Empfohlene Schneidemethode | Fütterungssystem | Wichtigstes zu prüfendes Risiko |
|---|---|---|---|
| Saubere HDPE-Hartflocken | Strand oder Wasserring | Standardbehälter | Unterfiltration verursacht schwarze Flecken |
| PP-Hartmetallgranulat | Strand oder Wasserring | Standardbehälter | Pelletgrößen-Drift |
| PE / PP-Folie | Wasserring- oder luftgekühlt | Schneidverdichter / Zwangsförderer | Geringe Schüttdichte führt zu Nährstoffmangel im Futter |
| PET-Flaschenflocken | Strand oder Unterwasser | Fütterung mit Trockenflocken | Hydrolyse und Viskositätsverlust |
| EVA / klebriges Harz | Luftgekühlte Heißwerkzeugfläche | Kontrollierte Fütterung | Klumpenbildung im Wasser |
| Gefülltes/abrasives Harz | Strang oder Wasserring pro Harz | Verschleißfeste Schraube/Zylinder | Verschleiß von Schraube und Schneidwerkzeug |
Bei PET ist Nachlässigkeit verzeihlich. Die Feuchtigkeitskontrolle ist daher unerlässlich. Restfeuchte beschleunigt die Hydrolyse beim Schmelzen und senkt die Viskosität. Wir spezifizieren die Produktionslinie daher anhand der gemessenen Eingangsfeuchte, der Zielviskosität, der Trocknungs- und Entgasungskapazität sowie der Notwendigkeit einer Kristallisation oder Festphasenverarbeitung. Die Viskosität ist das gängige Qualitätsziel für PET und wird üblicherweise als Grenzviskosität (IV) des Harztyps angegeben. Standardisierte Methoden wie ASTM D4603 beschreiben die Bestimmung der Grenzviskosität unter definierten Lösungsmittelbedingungen. Käufer legen dann die für ihre Endanwendung erforderliche Grenzviskosität fest. PET-Recycling Die entsprechenden Qualitätsanforderungen werden hier erläutert. PE-Folie stellt das andere Extrem dar. Aufgrund ihrer geringen Schüttdichte ist sie für einen Standard-Einzug nicht geeignet und benötigt daher in der Regel einen Schneidverdichter oder eine Zwangsförderanlage vor dem Extruder. Verdichtete und lose, flauschige Folien werden sehr unterschiedlich verarbeitet, daher beurteilen wir jede einzelne im Anlieferungszustand.
Schritt für Schritt zur Auswahl einer Kunststoffgranulieranlage
Die Auswahl einer Produktionslinie ist eine Abfolge von Schritten, keine einzelne Spezifikation. Durch das Ausführen der Schritte nacheinander vermeiden Sie den Kauf einer Maschine, die nicht mit dem Rohmaterial befüllt werden kann. Wir besprechen diese Schritte mit jedem Käufer, bevor wir ein Angebot für eine Konfiguration erstellen.
- Bitte bestätigen Sie die Harzart und die Zielgranulatqualität.
- Bitte bestätigen Sie das Eingabeformular und die Schüttdichte.
- Feuchtigkeit und Verunreinigungen im Einlassbereich messen.
- Definieren Sie die Pelletqualität und die Fütterungsanforderungen des Käufers.
- Wählen Sie die Schneidmethode, die zum jeweiligen Ausgangsmaterial passt.
- Je nach Misch- und Kontaminationsanforderungen kann zwischen Ein- und Doppelschneckenpresse gewählt werden.
- Größenbestimmung der Schmelze, Filtration und Entgasung zur Bestimmung des Kontaminations- und Feuchtigkeitsprofils.
- Sicherstellen, dass Kühlung, Trocknung und Verpackung mit dem Schneidevorgang Schritt halten.
- Führen Sie vor Abschluss der Bestellung eine Futterprobe durch.
Größen- und Konfigurationsvariablen
Die Anlagenkapazität wird nicht allein durch die Extrudergröße bestimmt. Schneckengeometrie, Filterfläche und Schüttdichte des Ausgangsmaterials begrenzen gemeinsam den tatsächlichen Durchsatz. Wir dimensionieren anhand der Variablen, die den Materialfluss tatsächlich beeinflussen, und bestätigen dies anschließend mit Ihrem Material, anstatt uns auf Katalogwerte zu verlassen. wie ein Extruder funktioniert Hilft dabei zu verstehen, warum die Schraubengeometrie die unten stehenden Zahlen beeinflusst.
| Variabel | Was es setzt | Wie wir es bestätigen |
|---|---|---|
| Schraubendurchmesser und L/D-Verhältnis | Schmelzkapazität und Verweilzeit | Gegenüber Harztyp und Zielausgabe |
| Einzelschraube vs. Doppelschraube | Mischen, Entgasung, Kontaminationstoleranz | Abhängig von der Konsistenz des Futters und der Notwendigkeit einer Mischmahlung |
| Zuführsystem und Schüttdichte | Gleichmäßige Zufuhr bis zur Nennleistung | Folie mit niedriger Dichte wird vorverdichtet |
| Filtrationskapazität | Kontinuierlicher Durchsatz bei verschmutztem Zulauf | Angepasst an die gemessene Kontaminationsbelastung |
| Kühl- und Trocknungskapazität | Pelletqualität bei steigender Bandgeschwindigkeit | Die Größe ist auf die Geschwindigkeit des Schneidegeräts abgestimmt. |
| Gesamtkapazität | Realer Durchsatz pro Stunde | Hängt von den oben genannten Punkten ab; bestätigt anhand einer Futterprobe, nicht anhand eines Typenschilds. |
Häufige Auswahlfehler, die den Wiederverkaufswert von Pellets mindern
Einige wenige Auswahlfehler sind für die meisten Herabstufungen der Pelletchargen verantwortlich. Jeder einzelne Fehler lässt sich auf das Auslassen einer Rohstoffprüfung vor dem Einkauf zurückführen. Wir kennzeichnen diese Fehler bereits bei der Spezifikation, sodass sie in den Preis einkalkuliert werden und nicht erst im Handel entdeckt werden.
- Größenangabe auf dem Typenschild anstelle der tatsächlichen Schüttdichte. Leichter Film und Flusen führen zu einer Unterversorgung einer für dichte Flocken ausgelegten Leitung, und der Mangel wird erst nach der Inbetriebnahme sichtbar.
- Der Feuchtigkeitspfad für hygroskopisches Harz wird vernachlässigt. PET verliert ohne ausreichende Trocknung und Entgasung an Viskosität, und die Pellets erreichen eine Qualität unterhalb der Flaschen- oder Faserqualität.
- Unterdimensionierung der Filtration für Futtermittel nach dem Verbrauch. Ein Filter, der auf die Reinigung von Mahlgut abgestimmt ist, blockiert schnell bei verschmutztem Material, und der Durchsatz sinkt auf den Siebwechselzyklus.
- Strangtrennung erzwingen bei nassem oder weichem Futter. Die Fasern brechen im Bad, und die daraus resultierenden Produktionsunterbrechungen beeinträchtigen sowohl die Ausbeute als auch die Pelletkonsistenz.
- Kauf ohne Verschleißplan für gefülltes oder abrasives Material. Glasgefüllte oder stark mineralhaltige Ströme fressen Schnecken und Matrizen durch, und ungeplanter Verschleiß führt zum Stillstand der Produktionslinie.
Was Sie vor der Angebotsanfrage vorbereiten sollten
Ein aussagekräftiges Angebot beginnt mit den Rohstoffdaten, nicht mit dem Maschinenmodell. Wenn Sie diese Informationen vor Ihrer Anfrage zusammentragen, verkürzt sich die Auswahl deutlich. Wir verwenden dieselbe Liste, um die Konfiguration optimal auf Ihren Produktionsablauf abzustimmen.
- Harztyp und Zielqualität
- Eingangsform: Folie, Flocken, Mahlgut, Fasern, Gewebesack oder fester Abfall
- Schüttdichte
- Feuchtigkeitsgehalt
- Kontaminationsart und -anteil
- Zielausstoß in kg/h
- Zielgröße, -form und -qualität der Pellets
- Ob Waschen und Trocknen bereits installiert sind
Schlussfolgerung
Die Auswahl einer Kunststoffgranulieranlage erfordert im Wesentlichen drei Entscheidungen in dieser Reihenfolge: Festlegung des Rohmaterials, Wahl des passenden Schneidverfahrens und anschließende Dimensionierung der Schmelz-, Filtrations- und Trocknungsstufen. Wird diese Reihenfolge umgekehrt, also zuerst die Maschine ausgewählt, führt dies zu den oben beschriebenen Fehlanpassungen und minderwertigen Granulaten.
In der Praxis betrachten wir jedes Angebot als Validierungsprüfung und nicht als bloße Katalogauswahl. Die tatsächliche Schüttdichte, die Belastung durch Verunreinigungen, das Feuchtigkeitsverhalten und die angestrebte Pelletqualität beeinflussen die Konfiguration. Jede dieser Variablen ist projektbezogen und wird anhand Ihres Materials geprüft, bevor wir uns auf ein Design festlegen. Als Hersteller, der diese Systeme sowohl entwickelt als auch baut, klären wir diese Variablen lieber im Vorfeld, anstatt sie direkt bei Ihnen vor Ort umzusetzen.
Der nächste Schritt ist unkompliziert. Mit Ihrer Futterprobe, dem angestrebten Produktionsvolumen und der benötigten Pelletqualität können wir eine Abstimmung vornehmen. Granuliermaschine Kunststoff Konfigurieren Sie Ihren Datenstrom und kennzeichnen Sie alle Feedstock-Prüfungen, die vorrangig durchgeführt werden sollten. Kontaktieren Sie uns, um Ihre Anforderungen einzureichen oder eine technische Überprüfung anzufordern.
FAQ
Wie funktioniert eine Kunststoffgranulieranlage?
Eine Kunststoffgranulieranlage nimmt vorbereitete Flocken auf, schmilzt und filtert sie und schneidet die Schmelze anschließend in gleichmäßige Granulate, die gekühlt und getrocknet werden. Der entscheidende Unterschied zwischen den Maschinen liegt im Schneidverfahren – Strang-, Wasserring-, Unterwasser- oder Luftkühlung. Diese Wahl, abhängig von Ihrem Rohmaterial, ist das, was Sie beim Kauf einer Anlage im Wesentlichen auswählen.
Worin besteht der Unterschied zwischen Strang- und Unterwasserpelletierung?
Die Strangpelletierung schneidet gekühlte Stränge nach einem Wasserbad und eignet sich für sauberes, trockenes und festes Aufgabematerial. Die Unterwasserpelletierung schneidet unter Wasser an der Düsenvorderseite und liefert gleichmäßige, kugelförmige Pellets auf Anlagen mit hohem Durchsatz. Die Unterwasserpelletierung ist zwar kostenintensiver und erfordert eine präzisere Steuerung, ermöglicht aber einen höheren Durchsatz und die Inline-Kristallisation.
Welche Kunststoffe kann eine Granulieranlage verarbeiten?
Eine Granulieranlage verarbeitet die meisten Thermoplaste – PET-, HDPE-, LDPE- und LLDPE-Folien, PP, PS und ABS –, sofern Schneidverfahren und Trocknungsprozess zum jeweiligen Harz passen. Auch PVC kann granuliert werden, erfordert jedoch eine gesonderte Prüfung hinsichtlich Temperaturkontrolle, Stabilisatoren, Entlüftung und Korrosionsbeständigkeit, da es sich deutlich anders verhält als Polyolefine und PET. Siehe dazu unseren Hinweis. PVC-Granulatisierung für das, was in diesem Testbericht behandelt wird.
Welches Pelletierverfahren eignet sich am besten für PE- oder PP-Folie?
Wasser- oder luftgekühlte Systeme eignen sich in der Regel am besten für PE- und PP-Folien, da die geringe Schüttdichte und Weichheit der Folien bei herkömmlichen Zuführungen zu Faserbrüchen und Verstopfungen führen können. Die meisten Folienanlagen werden mit einem Schneidkompaktor oder einer Zwangsförderanlage ausgestattet, damit der Extruder die Nennleistung erreicht.
Welche Kapazität sollte ich wählen?
Die Kapazität hängt von Ihrem Zielausstoß und Ihrem tatsächlichen Rohmaterial ab, nicht von der Nennleistung, da ein schwacher oder verunreinigter Materialstrom die Nennleistung selten erreicht. Höherer Durchsatz erfordert mehr Extruder, Filtration, Kühlung und Trocknung, daher richten sich die Kosten nach der gesamten Konfiguration und nicht nach einer einzelnen Spezifikation. Wir ermitteln die realisierbare Kapazität anhand einer Rohmaterialprobe.
Benötige ich einen Einschnecken- oder einen Doppelschneckenextruder?
Ein Einschneckenextruder eignet sich für die meisten sauberen Recyclingprozesse mit nur einem Harz. Ein Doppelschneckenextruder macht sich bei Compoundierung, Additivdosierung und stark verunreinigtem oder schwankendem Ausgangsmaterial bezahlt. Entscheidend ist die Konsistenz des Ausgangsmaterials und ob eine echte Durchmischung, nicht nur ein Schmelzen, erforderlich ist.