


Para seleccionar una línea de peletización de plástico, primero identifique la resina y su formato, y luego elija el método de corte adecuado. Como regla general: corte en hebras para escamas rígidas y limpias, corte por anillo de agua para películas de PE y PP, corte subacuático para pellets uniformes de alto rendimiento y enfriamiento por aire para materiales pegajosos o sensibles al agua. La mayoría de los errores de selección se deben a invertir este orden. Los compradores eligen una máquina antes de considerarla adecuada para la materia prima. Nosotros diseñamos y construimos líneas de peletización en función de esta compatibilidad, por lo que esta guía explica las variables que verificamos antes de recomendar una configuración.
Una aclaración importante: esta guía abarca la selección de la línea de peletización, no la etapa de lavado y secado previa. Dicha etapa determina la humedad y la contaminación de entrada, y la especificamos por separado en función del flujo de entrada real.
¿Qué hace realmente una línea de peletización de plástico?
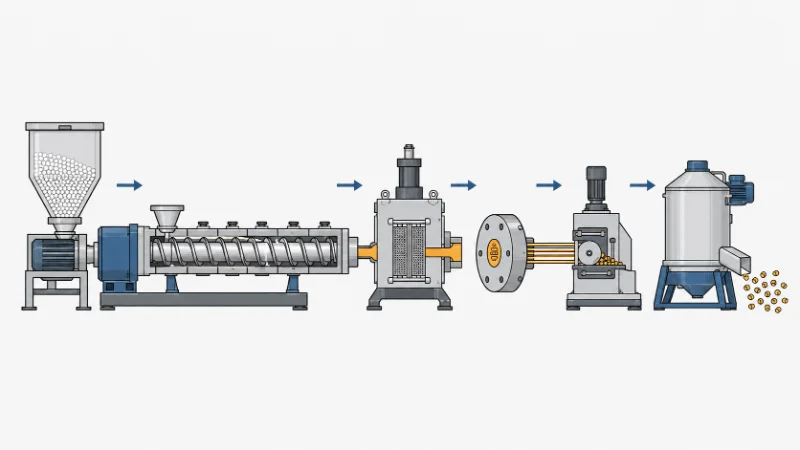
Una línea de peletización de plástico es la etapa de fusión y corte que transforma las escamas de plástico limpias en gránulos terminados. Su calidad de producción depende de la eficacia con la que la filtración y el enfriamiento de la fusión se ajusten a la resina de entrada. Esta línea no constituye la totalidad de la planta de reciclaje. La trituración y el lavado previos preparan las escamas. Posteriormente, la línea de peletización las funde, filtra el material fundido, lo moldea, lo corta y seca el resultado.
El término “peletización” se refiere a la etapa de corte, no a toda la cadena. Para la mayoría de los procesos de reciclaje y composición, el tamaño de los pellets suele oscilar entre 2 y 5 mm. Sin embargo, el sistema de alimentación y la geometría de los pellets que requiera el comprador determinan el tamaño final, por lo que conviene considerar este rango como un punto de partida, no como un estándar fijo. Aclaramos este límite con cada comprador desde el principio, ya que dimensionar la extrusora antes de definir el método de corte suele implicar una costosa reconfiguración posterior.
Por qué una línea de peletización y un granulador resuelven problemas diferentes
Una granuladora y una línea de peletización se confunden constantemente, pero cada una resuelve un problema diferente. Usar una para el trabajo de la otra se nota rápidamente en la consistencia de los pellets. Una granuladora es una máquina de reducción de tamaño: corta en seco piezas, purgas o desechos en escamas y material reciclado, sin fusión. Una línea de peletización funde ese material y lo reforma en pellets uniformes y refundibles. En los catálogos de proveedores, especialmente en los mercados de exportación, "línea de granulación" y "línea de peletización" a menudo significan lo mismo. En esta guía, "granuladora" significa reducción de tamaño y "línea de peletización" significa reprocesamiento por fusión y corte de pellets. Nuestra comparación de Peletización de plástico frente a granuladores desglosa aún más la distinción.
El modo de fallo práctico es predecible. Supongamos que una planta alimenta la granulación directamente a la moldeadora, omitiendo la etapa de fusión y peletización. Lo primero que observamos es una densidad aparente irregular: esto dificulta la entrada de material a la tolva de alimentación y provoca variaciones en el peso de los gránulos. La granulación también contiene finos y fragmentos angulares que la filtración de la línea de peletización habría eliminado. Comparamos ambas opciones en función de su uso final, ya que "reducir el material a trozos más pequeños" y "producir un pellet comercializable" son especificaciones diferentes con precios distintos.
Los métodos de corte y la materia prima adecuada para cada uno.
La mayoría de las líneas de peletización para reciclaje y composición se dividen en cuatro categorías prácticas. La más adecuada depende de la tolerancia a la humedad de la resina, su comportamiento en estado fundido y la forma deseada del pellet. Existen variantes especiales e híbridas, pero estas cuatro cubren la mayoría de las decisiones del comprador. Adaptamos el método de corte a la materia prima antes de dimensionar cualquier componente posterior. Cada método tiene un rango de materia prima en el que funciona correctamente y otro en el que se detiene.
Granulado de filamentos
La peletización de filamentos es el método principal para procesar desechos limpios y rígidos, como escamas de botellas, material reciclado industrial y residuos de fibra. La extrusora empuja el material fundido a través de una boquilla, formando filamentos delgados que luego pasan por un baño de agua y una cortadora. El punto débil es el material húmedo o blando. Los filamentos se rompen en el baño y provocan interrupciones en el proceso, por lo que este método requiere una alimentación con bajo contenido de humedad y dimensionalmente estable.
Peletización por anillo de agua
La peletización por anillo de agua corta los gránulos en la cara de la matriz y los enfría en un anillo de agua giratorio. Tolera mejor las películas y los desechos de sacos tejidos que los sistemas de filamentos. Los gránulos resultantes tienen una forma aproximadamente esférica, en lugar de ser cilíndricos con precisión. Este método es adecuado para películas de poliolefina y flujos rígidos mixtos, donde un proceso tolerante es más importante que una geometría perfecta del gránulo.

Peletización subacuática
La peletización subacuática corta el material fundido mientras está sumergido, produciendo pellets casi esféricos y muy uniformes, adecuados para líneas automatizadas de alto volumen. A menudo elegimos un granulador subacuático Para líneas de PET de alto rendimiento o que requieren cristalización en línea, el diseño de la línea de PET sigue dependiendo del objetivo de la prueba IV, el control de la humedad, el nivel de contaminación y el grado del producto final. La contrapartida es un control de proceso más estricto y un utillaje de troqueles más costoso.
Peletización con refrigeración por aire (en caliente)
La peletización con enfriamiento por aire corta en la cara de la matriz y enfría con aire en lugar de agua, lo que evita que las resinas se apelmacen o se peguen en contacto con el agua. Las películas blandas de alto índice de fluidez (MFI), el EVA y algunos grados de adhesivo termofusible funcionan mejor en seco. El costo se traduce en una menor producción y un pellet ligeramente menos uniforme.
| Método | Materia prima más adecuada | forma de pellet | Tolerancia a la humedad | Principal debilidad | Modo de fallo típico |
|---|---|---|---|---|---|
| Strand | Escamas rígidas limpias, remolidas, fibra | Cilíndrico | Bajo | Sensible a la rotura de la hebra, menor automatización. | Rotura de hebras, longitud desigual, paradas de reenhebrado |
| Anillo de agua | Película, sacos tejidos, rígido mixto | Semiesférico | Medio | Menos uniforme que bajo el agua | Acumulación en la superficie de la matriz, colas de los gránulos, subenfriamiento |
| Bajo el agua | PET, PE, PP de alto volumen | Esférica | Medio-alto | Mayor costo, control estricto del molde/agua | Congelación de la matriz, desgaste de la cuchilla de corte, fallo del sistema de agua |
| Refrigerado por aire | Película blanda/de alto índice de fluidez (MFI), EVA, termofusible | Semi-regular | Maneja resinas que no requieren mucha agua. | Producción limitada y estabilidad de forma | Aglomeración, exceso de partículas finas, deriva del tamaño de los gránulos |
Las etapas de la línea que determinan la calidad de los pellets
Más allá de la cortadora, tres etapas determinan la calidad final de los pellets: filtración de la masa fundida, desgasificación y secado. Cada una se corresponde con un riesgo específico de contaminación o defecto. Si se omite alguna de estas etapas, se traduce en pellets de menor calidad, no en una falla total de la línea de producción. Por eso, es fácil que estas etapas no cumplan con las especificaciones requeridas.
La filtración por fusión, realizada mediante un cambiador de filtros o un filtro continuo, elimina papel, metal, madera y residuos carbonizados antes de la boquilla. Para corrientes posconsumo contaminadas, el área de filtración limita el rendimiento, no se considera un factor secundario. La desgasificación elimina la humedad y los volátiles. Esto es especialmente importante para las resinas higroscópicas, donde la humedad atrapada provoca huecos e hidrólisis. El secado, generalmente mediante un secador centrífugo, controla la humedad superficial residual que afecta la alimentación y el almacenamiento posteriores. Verificamos cada etapa con respecto a su perfil de contaminación y humedad, ya que el objetivo de aceptación es un nivel de humedad o ppm medible, no una afirmación general de "limpieza".“
Cómo combinar una línea con tu resina
El tipo de resina determina la configuración de toda la línea, ya que las películas de PET, HDPE, PP y PE presentan fallos diferentes cuando el método de peletización no es el adecuado. Adaptamos el comportamiento de la resina al método de corte y al proceso de secado, en lugar de partir de un diseño de línea fijo.
| materia prima | Método de corte recomendado | Sistema de alimentación | Riesgo clave a verificar |
|---|---|---|---|
| Escamas rígidas de HDPE limpias | Anillo de agua o de arena | Tolva estándar | Filtración insuficiente que provoca manchas negras. |
| Reciclado rígido de PP | Anillo de agua o de arena | Tolva estándar | Desviación del tamaño de los gránulos |
| Película de PE/PP | Refrigeración por anillo de agua o por aire. | Cortadora-compactadora / alimentador forzado | La baja densidad aparente priva de alimento |
| Escamas de botella de PET | Playa o bajo el agua | Alimentación con hojuelas secas | Hidrólisis y pérdida de viscosidad |
| Resina EVA/adhesiva | Matriz caliente refrigerada por aire | Alimentación controlada | Aglomeración en el agua |
| Resina rellena/abrasiva | Hilo o anillo de agua por resina | Tornillo/cilindro resistente al desgaste | Desgaste de tornillos y matrices |
El PET es un caso que castiga los atajos. Para el PET, el control de la humedad no es opcional. La humedad residual acelera la hidrólisis durante la fusión y reduce la viscosidad. Por lo tanto, especificamos la línea alrededor de la humedad de entrada medida, una viscosidad objetivo, la capacidad de secado y desgasificación, y si se necesita cristalización o procesamiento en estado sólido. La viscosidad es el objetivo de calidad común del PET, generalmente expresado como viscosidad intrínseca (IV) para el grado de resina. Los métodos estandarizados como ASTM D4603 cubren la determinación de la viscosidad inherente bajo condiciones de solvente definidas. Luego, los compradores establecen el objetivo de viscosidad intrínseca que requiere su uso final, y nuestra descripción general de Reciclaje de PET Esto explica de dónde provienen esos requisitos de grado. La película de PE se encuentra en el otro extremo. Su baja densidad aparente dificulta la alimentación en una boca estándar, por lo que generalmente requiere un compactador o alimentador forzado antes de la extrusora. La alimentación de la película densificada y la película suelta y esponjosa es muy diferente, por lo que evaluamos cada una a medida que las recibimos.
Cómo seleccionar una línea de peletización de plástico paso a paso
Seleccionar una línea de producción es una secuencia, no una especificación única. Seguir los pasos en orden evita que adquiera una máquina que no pueda alimentarse con el material necesario. Trabajamos con cada comprador en estos pasos antes de cotizar una configuración.
- Confirme el tipo de resina y el grado de los pellets deseados.
- Confirme el formato de entrada y la densidad aparente.
- Medir la humedad y la contaminación en la entrada.
- Defina el tipo de pellet y los requisitos de alimentación del comprador.
- Elija el método de corte que mejor se adapte a la materia prima.
- Seleccione un extrusor de un solo tornillo o de doble tornillo según sus necesidades de mezcla y control de la contaminación.
- Filtración por fusión y desgasificación según el perfil de contaminación y humedad.
- Confirme que el enfriamiento, el secado y el envasado se realicen al mismo ritmo que la cortadora.
- Realice una prueba de muestreo antes de finalizar el pedido.
Variables de dimensionamiento y configuración
La capacidad de la línea depende de varios factores además del tamaño de la extrusora. La geometría del husillo, el área de filtración y la densidad aparente de la materia prima limitan el rendimiento real. Dimensionamos la extrusora en función de las variables que realmente afectan al flujo de entrada y luego lo confirmamos con su material, en lugar de basarnos en una cifra de catálogo. cómo funciona una extrusora ayuda a comprender por qué la geometría de los tornillos limita los números que aparecen a continuación.
| Variable | Lo que establece | Cómo lo confirmamos |
|---|---|---|
| Diámetro del tornillo y relación L/D | Capacidad de fusión y tiempo de residencia | En función del tipo de resina y la producción objetivo |
| Tornillo simple frente a tornillo doble | Mezcla, desvolatilización, tolerancia a la contaminación | En función de la consistencia del alimento y de si se necesita composición. |
| Sistema de alimentación y densidad aparente | Alimentación constante hasta alcanzar la producción nominal. | La película de baja densidad se somete a precompactación. |
| Capacidad de filtración | Rendimiento sostenido en alimentación sucia | Adaptado a la carga de contaminación medida |
| Capacidad de refrigeración y secado | Calidad de los pellets a medida que aumenta la velocidad de la línea | Diseñado para seguir el ritmo del cortador |
| Capacidad total | Rendimiento real por hora | Depende de lo anterior; confirmado en una muestra de alimento, no en la placa de características. |
Errores comunes en la selección que reducen el valor de reventa de los pellets.
Unos pocos errores de selección son la causa de la mayoría de los lotes de pellets de menor calidad. Todos se deben a que se omitió una verificación de la materia prima antes de la compra. Los detectamos durante la especificación para que se tengan en cuenta en el precio en lugar de descubrirlos en la planta.
- El tamaño se indica en la placa de características en lugar de la densidad aparente real. La película fina y la pelusa provocan una alimentación insuficiente en una línea diseñada para escamas densas, y el déficit solo se hace evidente después de la puesta en marcha.
- Ignorar la trayectoria de la humedad para la resina higroscópica. El PET sin un secado y desgasificación adecuados pierde viscosidad, y los gránulos resultantes tienen una calidad inferior a la de las botellas o las fibras.
- Filtración de tamaño insuficiente para piensos posconsumo. Un filtro diseñado para material reciclado limpio se bloquea rápidamente con material sucio, y el rendimiento se reduce al ciclo de cambio de tamiz.
- Forzar el corte de la hebra en alimentación húmeda o blanda. Las hebras se rompen en el baño, y las consiguientes interrupciones perjudican tanto la producción como la consistencia de los pellets.
- Comprar sin un plan de desgaste para materiales rellenos o abrasivos. Los flujos con alto contenido de vidrio o con una elevada carga mineral desgastan los tornillos y las matrices, y el desgaste imprevisto paraliza la línea de producción.
Qué preparar antes de solicitar un presupuesto
Un presupuesto útil comienza con los datos de la materia prima, no con el modelo de la máquina. Recopilar esta información antes de solicitar un presupuesto reduce considerablemente las opciones. Utilizamos esta misma lista para adaptar la configuración a su flujo de trabajo.
- Tipo de resina y grado objetivo
- Formato de entrada: película, escamas, material reciclado, fibra, saco tejido o material de desecho rígido.
- Densidad aparente
- Nivel de humedad
- Tipo y porcentaje de contaminación
- Producción objetivo en kg/h
- Tamaño, forma y grado del proyectil objetivo
- Si el sistema de lavado y secado ya está instalado
Conclusión
La selección de una línea de peletización de plástico se reduce a tres decisiones en orden: definir la materia prima, elegir el método de corte adecuado y, finalmente, dimensionar las etapas de fusión, filtración y secado en función de esa elección. Invertir este orden, seleccionando primero la máquina, produce las discrepancias y los pellets de menor calidad mencionados anteriormente.
En la práctica, consideramos cada presupuesto como un ejercicio de validación, no como una simple selección de catálogo. La densidad aparente real, la carga de contaminación, el comportamiento de la humedad y el grado de los pellets deseados influyen en la configuración. Cada una de estas variables, que verificamos con su material antes de comprometernos con un diseño, es un aspecto clave del proyecto. Como fabricantes que diseñan y construyen estos sistemas, preferimos resolver estas variables sobre el papel que en sus instalaciones.
El siguiente paso es sencillo. Con su muestra de alimento, producción objetivo y grado de pellet requerido en mano, podemos alinear un Granuladora de plástico Configure su flujo y marque cualquier verificación de materia prima que deba ejecutar primero. Contáctenos para enviar sus requisitos o solicitar una revisión técnica.
PREGUNTAS FRECUENTES
¿Cómo funciona una peletizadora de plástico?
Una peletizadora de plástico toma escamas preparadas, las funde y filtra, y luego corta la masa fundida en gránulos uniformes que se enfrían y secan. La diferencia entre las máquinas radica en el método de corte: por hebras, por anillo de agua, bajo el agua o con refrigeración por aire. Esta elección, que depende de la materia prima, es lo que realmente se selecciona al comprar una línea de producción.
¿Cuál es la diferencia entre la peletización por hebras y la peletización subacuática?
La peletización de filamentos corta filamentos enfriados tras un baño de agua y es adecuada para alimentación limpia, seca y rígida. La peletización subacuática corta el material sumergido en la matriz y produce gránulos esféricos uniformes en líneas de alto volumen. Si bien la peletización subacuática es más costosa y requiere un control más estricto, permite un mayor rendimiento y la cristalización en línea.
¿Qué plásticos puede procesar una línea de peletización?
Una línea de peletización procesa la mayoría de los termoplásticos (películas de PET, HDPE, LDPE y LLDPE, PP, PS y ABS), siempre que el método de corte y la ruta de secado coincidan con la resina. El PVC también se puede peletizar, pero requiere una revisión específica para el control de la temperatura, los estabilizadores, la ventilación y la resistencia a la corrosión, ya que se comporta de manera muy diferente a las poliolefinas y al PET. Consulte nuestra nota sobre peletización de PVC por lo que abarca esa reseña.
¿Qué método de peletización es el mejor para la película de PE o PP?
Los sistemas de refrigeración por anillo de agua o por aire suelen ser los más adecuados para las películas de PE y PP, ya que su baja densidad aparente y suavidad provocan la rotura de las fibras y obstruyen la alimentación estándar. La mayoría de las líneas de producción de película incorporan un compactador-cortador o un alimentador forzado para que la extrusora alcance su producción nominal.
¿Qué capacidad debo elegir?
La capacidad de producción, no la potencia nominal, depende de la materia prima real y del rendimiento deseado, ya que un flujo ligero o contaminado rara vez alcanza la capacidad nominal. Un mayor rendimiento incrementa las necesidades de extrusora, filtración, refrigeración y secado, por lo que el coste se basa en la configuración completa, no en una sola especificación. Confirmamos la capacidad de producción con una muestra de materia prima.
¿Necesito una extrusora de un solo husillo o de doble husillo?
Una extrusora de un solo husillo cubre la mayoría de los procesos de reciclaje de resinas limpias y de un solo tipo. Una extrusora de doble husillo justifica su mayor costo en la composición, la dosificación de aditivos y el procesamiento de materia prima muy contaminada o variable. El factor decisivo es la consistencia de la materia prima y si se requiere una mezcla real, no solo la fusión.