


Pour choisir une ligne de granulation de plastique, il faut d'abord identifier la résine et sa forme, puis adapter la méthode de découpe. En règle générale : découpe en filaments pour des paillettes rigides et nettes, découpe à anneau d'eau pour les films PE et PP, découpe sous eau pour des granulés uniformes à haut rendement et découpe par air pour les matériaux collants ou sensibles à l'eau. La plupart des erreurs de sélection proviennent d'une inversion de cet ordre. Les acheteurs choisissent souvent une machine avant même de l'avoir adaptée à la matière première. Nous concevons et construisons nos lignes de granulation en fonction de cette adéquation ; ce guide détaille donc les variables que nous vérifions avant de recommander une configuration.
Une précision importante : ce guide traite du choix de la ligne de granulation, et non de l’étape de lavage et de séchage en amont. Cette dernière détermine l’humidité et la contamination de votre flux d’entrée, et nous la spécifions séparément en fonction de votre flux réel.
Que fait réellement une ligne de granulation de plastique ?
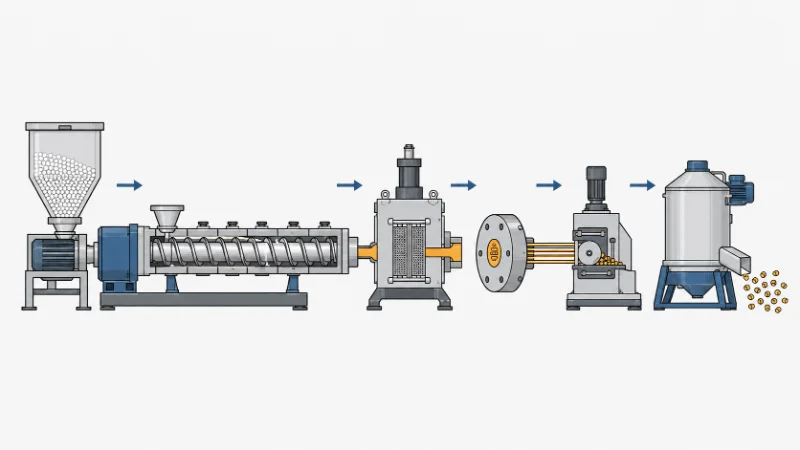
Une ligne de granulation de plastique est l'étape de fusion et de découpe qui transforme des paillettes de plastique propres en granulés finis. La qualité du produit final dépend de l'adéquation entre la filtration et le refroidissement de la résine entrante et la qualité de la matière fondue. Cette ligne ne constitue pas l'intégralité de l'usine de recyclage. En amont, le broyage et le lavage préparent les paillettes. La ligne de granulation les fait ensuite fondre, filtre le produit fondu, le moule à travers une filière, le découpe et sèche le résultat.
Le terme “ granulation ” désigne l'étape de découpe, et non l'ensemble de la chaîne. Pour la plupart des opérations de recyclage et de compoundage, la taille des granulés se situe généralement entre 2 et 5 mm. Cependant, le système d'alimentation et les exigences géométriques de l'acheteur déterminent l'objectif final ; il convient donc de considérer cette plage comme un point de départ plutôt que comme une norme fixe. Nous clarifions cette limite dès le début avec chaque acheteur, car dimensionner l'extrudeuse avant de définir la méthode de découpe entraîne généralement une reconfiguration coûteuse ultérieurement.
Pourquoi une ligne de granulation et un granulateur résolvent des problèmes différents
On confond souvent granulateur et ligne de granulation, alors que chacun répond à un besoin différent. Utiliser l'un pour l'autre a rapidement des conséquences sur l'homogénéité des granulés. Un granulateur est une machine de réduction de taille : il découpe à sec des pièces, des purges ou des rebuts en paillettes et les broie à nouveau, sans fusion. Une ligne de granulation fond ce matériau et le reforme en granulés uniformes, refondables. Dans les catalogues des fournisseurs, notamment sur les marchés d'exportation, “ ligne de granulation ” et “ ligne de granulation ” sont souvent synonymes. Dans ce guide, “ granulateur ” désigne la réduction de taille et “ ligne de granulation ” désigne le retraitement par fusion et la découpe des granulés. Notre comparaison de Granulation de plastique vs granulateurs cela nuance encore davantage la distinction.
Le mode de défaillance pratique est prévisible. Imaginons une usine qui alimente directement une mouleuse avec des granulés rebroyés, sans passer par l'étape de fusion et de granulation. Le premier signe est une densité apparente irrégulière : l'alimentation est insuffisante et le poids des granulés est faussé. Les granulés rebroyés contiennent également des fines et des fragments anguleux que la filtration à l'état fondu d'une ligne de granulation aurait éliminés. Nous comparons les deux options en fonction de votre utilisation finale, car “ réduire en plus petits morceaux ” et “ produire des granulés commercialisables ” correspondent à des spécifications différentes et à des coûts différents.
Les méthodes de découpe et les matières premières auxquelles chacune convient
La plupart des lignes de granulation pour le recyclage et le compoundage se répartissent en quatre catégories principales. Le choix de la ligne la plus adaptée dépend de la tolérance à l'humidité de votre résine, de son comportement à la fusion et de la forme souhaitée des granulés. Il existe des variantes spéciales et hybrides, mais ces quatre catégories couvrent la majorité des besoins des acheteurs. Nous sélectionnons la méthode de découpe en fonction de la matière première avant toute opération de calibrage en aval. Chaque méthode présente une plage de composition de matière première optimale et une plage au-delà de laquelle elle rencontre des difficultés.
Granulés de bois
Le granulage par filaments est la méthode de prédilection pour les déchets propres et rigides tels que les paillettes de bouteilles, les broyés industriels et les déchets de fibres. L'extrudeuse pousse la matière fondue à travers une filière pour former de fins filaments, qui passent ensuite dans un bain d'eau puis dans une machine de coupe. Le point faible réside dans les matériaux humides ou mous. Les filaments se cassent dans le bain, provoquant des arrêts et des redémarrages. Cette méthode nécessite donc une matière première à faible humidité et de dimensions stables.
Granulation par anneau d'eau
Le procédé de granulation par anneau d'eau découpe les granulés à la surface de la filière et les refroidit dans un anneau d'eau rotatif. Il tolère mieux les films et les déchets de sacs tissés que les systèmes à filaments. Les granulés obtenus sont approximativement sphériques plutôt que parfaitement cylindriques. Cette méthode convient aux films de polyoléfine et aux flux rigides mixtes, où la tolérance du procédé prime sur la géométrie parfaite des granulés.

Granulation sous-marine
La granulation sous-marine coupe la matière fondue en immersion, produisant des granulés très uniformes et quasi sphériques, adaptés aux lignes automatisées à haut rendement. Nous choisissons souvent un granulateur sous-marin Pour les lignes de production de PET à haut rendement ou celles nécessitant une cristallisation en continu, la conception d'une ligne PET reste tributaire de l'indice d'iode cible, du contrôle de l'humidité, du niveau de contamination et de la qualité du PET en aval. Le compromis réside dans un contrôle de procédé plus strict et un outillage de filière plus coûteux.
Granulation par refroidissement à l'air (face de filière chaude)
Le procédé de granulation par refroidissement à l'air coupe au niveau de la filière et refroidit à l'air plutôt qu'à l'eau, ce qui permet d'éviter l'agglomération ou l'adhérence des résines au contact de l'eau. Les films souples à indice de fluidité élevé, l'EVA et certaines résines thermofusibles s'usent mieux à sec. Le coût est un rendement inférieur et des granulés légèrement moins réguliers.
| Méthode | Matières premières les plus adaptées | Forme de granulé | Tolérance à l'humidité | Principale faiblesse | Mode de défaillance typique |
|---|---|---|---|---|---|
| Filière | flocons rigides propres, broyés, fibres | Cylindrique | Faible | Sensible à la rupture de brins, automatisation réduite | Rupture de brin, longueur inégale, arrêts de réenfilage |
| Anneau d'eau | Film, sacs tissés, sacs rigides mixtes | Semi-sphérique | Moyen | Moins uniforme que sous l'eau | Accumulation sur la face de la puce, queues de pastilles, sous-refroidissement |
| Sous l'eau | PET, PE, PP en grande quantité | Sphérique | Moyen à élevé | Coût plus élevé, contrôle précis du mélange eau/matrice | Gel de la matrice, usure de la lame de coupe, perturbation du système d'eau |
| Refroidi par air | Film souple/à indice de fluidité élevé, EVA, thermofusible | Semi-régulier | Gère les résines réfractaires à l'eau | production limitée et stabilité de forme | Agglomération, excès de fines, dérive granulométrique |
Les étapes de la chaîne de production qui déterminent la qualité des granulés
Au-delà de la découpe, trois étapes déterminent la qualité finale des granulés : la filtration à l’état fondu, le dégazage et le séchage. Chacune correspond à un risque spécifique de contamination ou de défaut. Un manque de capacité à l’une de ces étapes se traduit par une baisse de la qualité des granulés, et non par une défaillance totale de la ligne de production. C’est pourquoi il est facile de sous-dimensionner ces étapes.
La filtration à chaud, assurée par un changeur de tamis ou un filtre continu, élimine le papier, le métal, le bois et les résidus carbonisés avant la filière. Pour les flux post-consommation contaminés, la surface de filtration est un facteur limitant le débit, et non une simple considération secondaire. Le dégazage élimine l'humidité et les composés volatils. Ceci est particulièrement important pour les résines hygroscopiques, où l'humidité emprisonnée provoque des vides et une hydrolyse. Le séchage, généralement par séchoir centrifuge, contrôle l'humidité résiduelle en surface, qui influe sur l'alimentation et le stockage en aval. Nous vérifions chaque étape en fonction de votre profil de contamination et d'humidité, car l'objectif d'acceptation est un niveau d'humidité ou de concentration mesurable (en ppm), et non une simple affirmation de “ propreté ”.”
Associer une ligne à votre résine
Le type de résine détermine la configuration de toute la ligne, car les films PET, PEHD, PP et PE réagissent différemment à une méthode de granulation inadaptée. Nous adaptons le comportement de la résine à la méthode de découpe et au processus de séchage plutôt que de partir d'une conception de ligne fixe.
| Matières premières | Méthode de coupe recommandée | Système d'alimentation | Risque clé à vérifier |
|---|---|---|---|
| flocons rigides en PEHD propre | Anneau de brassage ou anneau d'eau | trémie standard | Filtration insuffisante provoquant des points noirs |
| PP rigide recyclé | Anneau de brassage ou anneau d'eau | trémie standard | Dérive de la taille des granulés |
| Film PE/PP | Refroidissement par anneau d'eau ou par air | Coupeur-compacteur / alimentateur forcé | Une faible densité apparente prive l'aliment de nourriture |
| flocons de bouteille PET | Échouage ou sous l'eau | Alimentation à base de flocons secs | Hydrolyse et perte de viscosité |
| EVA / résine adhésive | face de puce chaude refroidie par air | Alimentation contrôlée | Agglomération dans l'eau |
| résine chargée/abrasive | Brin ou anneau d'eau par résine | Vis/cylindre résistant à l'usure | usure des vis et des filières |
Le PET est un matériau qui ne tolère aucune approximation. Pour ce matériau, la maîtrise de l'humidité est essentielle. L'humidité résiduelle accélère l'hydrolyse lors de la fusion et diminue la viscosité. C'est pourquoi nous spécifions la ligne de production en fonction de l'humidité d'entrée mesurée, d'une viscosité cible, des capacités de séchage et de dégazage, et de la nécessité ou non d'une cristallisation ou d'un traitement à l'état solide. La viscosité est le critère de qualité standard du PET, généralement exprimée en viscosité intrinsèque (VI) pour la qualité de résine. Des méthodes normalisées telles que la norme ASTM D4603 permettent de déterminer la viscosité intrinsèque dans des conditions de solvant définies. Les acheteurs définissent ensuite la viscosité intrinsèque cible requise par leur application finale, et notre aperçu de Recyclage du PET Ce document explique l'origine de ces exigences de qualité. Le film PE se situe à l'autre extrémité. Sa faible densité apparente ne permet pas une alimentation standard ; il nécessite donc généralement un coupe-compacteur ou un alimentateur forcé en amont de l'extrudeuse. L'alimentation des films denses et des films souples et duveteux diffère considérablement ; nous procédons donc à une évaluation à réception.
Comment choisir une ligne de granulation de plastique, étape par étape
Le choix d'une ligne de production est un processus séquentiel, et non une simple spécification. Suivre ces étapes dans l'ordre vous évite d'acheter une machine incompatible avec les matières premières. Nous accompagnons chaque acheteur tout au long de ce processus avant de lui proposer une configuration.
- Confirmez le type de résine et la qualité des granulés cibles.
- Confirmer la forme de l'entrée et la masse volumique apparente.
- Mesurer l'humidité et la contamination à l'entrée.
- Définir la qualité des granulés et les besoins alimentaires de l'acheteur.
- Choisissez la méthode de découpe adaptée à cette matière première.
- Choisissez une turbine à vis unique ou à double vis en fonction des besoins de mélange et de contamination.
- Filtration par fusion et dégazage en fonction du profil de contamination et d'humidité.
- Vérifiez que le refroidissement, le séchage et l'emballage suivent le rythme de la découpe.
- Effectuez un test sur un échantillon du produit avant de finaliser la commande.
Variables de dimensionnement et de configuration
La capacité d'une ligne ne se limite pas à la taille de l'extrudeuse. La géométrie de la vis, la surface de filtration et la densité apparente de la matière première limitent le débit réel. Nous dimensionnons la ligne en fonction des variables qui contrôlent réellement le flux, puis nous confirmons avec votre matériau plutôt qu'avec une donnée de catalogue. Comprendre Comment fonctionne une extrudeuse ? permet de comprendre pourquoi la géométrie des vis influence les nombres ci-dessous.
| Variable | Ce qu'il définit | Comment nous le confirmons |
|---|---|---|
| rapport diamètre de la vis et L/D | Capacité de fusion et temps de séjour | En fonction du type de résine et du débit cible |
| Vis simple ou double | Mélange, dévolatilisation, tolérance à la contamination | En fonction de la consistance de l'aliment et de la nécessité d'un mélange. |
| Système d'alimentation et densité apparente | Alimentation constante jusqu'au débit nominal | Le film à faible densité subit une pré-compaction |
| capacité de filtration | Débit soutenu avec alimentation sale | Adapté à la charge de contamination mesurée |
| capacité de refroidissement et de séchage | Qualité des granulés à mesure que la vitesse de la ligne augmente | Conçu pour suivre le rythme de la découpeuse |
| Capacité globale | Débit réel par heure | Cela dépend des éléments ci-dessus ; confirmé sur un échantillon d’alimentation, et non sur la plaque signalétique. |
Erreurs de sélection courantes qui diminuent la valeur de revente des granulés
Quelques erreurs de sélection sont à l'origine de la plupart des lots de granulés déclassés. Elles proviennent toutes d'un contrôle de la matière première omis avant l'achat. Nous les signalons lors de la spécification afin qu'elles soient prises en compte dans le prix plutôt que d'être découvertes en cours de production.
- Dimensionnement indiqué sur la plaque signalétique au lieu de la masse volumique réelle. Les films légers et les peluches alimentent en quantité insuffisante une ligne conçue pour les flocons denses, et ce manque ne se manifeste qu'après la mise en service.
- Négliger le chemin d'humidité pour la résine hygroscopique. Le PET, sans séchage et dégazage adéquats, perd de sa viscosité et les granulés sont de qualité inférieure à celle des bouteilles ou des fibres.
- Filtration sous-dimensionnée pour l'alimentation post-consommation. Un filtre adapté pour nettoyer rapidement les filtres broyés sur des stocks sales, et le débit se réduit au cycle de changement de tamis.
- Coupe forcée des brins sur alimentation humide ou molle. Les brins se cassent dans le bain, et les arrêts et redémarrages qui en résultent nuisent à la fois au rendement et à la régularité des granulés.
- Achat sans plan d'usure pour les matériaux chargés ou abrasifs. Les flux chargés de verre ou fortement minéralisés rongent les vis et les filières, et l'usure imprévue arrête la ligne de production.
Que faut-il préparer avant de demander un devis ?
Un devis pertinent commence par les caractéristiques de la matière première, et non par le modèle de la machine. Rassembler ces informations avant de faire votre demande permet de réduire considérablement le nombre de choix. Nous utilisons cette même liste pour adapter une configuration à votre flux.
- Type de résine et qualité cible
- Forme de matière première : film, flocons, broyés, fibres, sacs tissés ou déchets rigides
- densité apparente
- Niveau d'humidité
- Type de contamination et part
- Objectif de production en kg/h
- Taille, forme et qualité des plombs cibles
- Que le lave-linge et le sèche-linge soient déjà installés
Conclusion
Le choix d'une ligne de granulation de plastique se résume à trois décisions à prendre dans l'ordre : définir la matière première, choisir la méthode de découpe adaptée, puis dimensionner les étapes de fusion, de filtration et de séchage en fonction de ce choix. Inverser cet ordre, en choisissant d'abord la machine, entraîne les problèmes de qualité et les granulés de qualité inférieure mentionnés précédemment.
En pratique, nous considérons chaque devis comme une validation et non comme une simple consultation de catalogue. La densité réelle, le niveau de contamination, le comportement à l'humidité et la qualité des granulés souhaités influencent la configuration. Chaque variable est un paramètre spécifique au projet que nous vérifions en fonction de vos matériaux avant de nous engager sur une conception. En tant que fabricant qui conçoit et réalise ces systèmes, nous préférons définir ces variables sur plan plutôt que de les analyser sur site.
L'étape suivante est simple. Avec votre échantillon d'aliment, votre objectif de production et la qualité de granulés requise, nous pouvons définir un plan de production. Machine de granulation plastique Configurez votre flux et signalez toute vérification de flux qu'il convient d'effectuer en premier. Contactez-nous pour nous soumettre vos exigences ou demander une analyse technique.
FAQ
Comment fonctionne une presse à granulés de plastique ?
Une granuleuse de plastique prend des paillettes préparées, les fait fondre et les filtre, puis découpe la matière fondue en granulés uniformes qui sont ensuite refroidis et séchés. Ce qui varie réellement d'une machine à l'autre, c'est la méthode de découpe : par filage, par anneau d'eau, sous l'eau ou par refroidissement à l'air. Ce choix, dicté par votre matière première, est ce que vous sélectionnez réellement lorsque vous achetez une ligne de production.
Quelle est la différence entre la granulation par filaments et la granulation sous-marine ?
La granulation par filaments consiste à découper des filaments refroidis après un bain d'eau et convient aux matières premières propres, sèches et rigides. La granulation sous-marine, qui consiste à immerger le filament au niveau de la filière, produit des granulés sphériques uniformes sur les lignes à haut débit. Plus coûteuse et exigeant un contrôle plus précis, elle permet un débit plus élevé et la cristallisation en ligne.
Quels types de plastiques une ligne de granulation peut-elle traiter ?
Une ligne de granulation peut traiter la plupart des thermoplastiques (films PET, PEHD, PEBD et PEBDL, PP, PS et ABS) à condition que la méthode de découpe et le cycle de séchage soient adaptés à la résine. Le PVC peut également être granulé, mais il nécessite une analyse spécifique concernant le contrôle de la température, les stabilisants, la ventilation et la résistance à la corrosion, car son comportement diffère considérablement de celui des polyoléfines et du PET. Voir notre note sur granulation du PVC pour ce que couvre cette critique.
Quelle méthode de granulation est la plus adaptée aux films PE ou PP ?
Les systèmes à anneau d'eau ou à refroidissement par air sont généralement les plus adaptés aux films PE et PP, car leur faible densité et leur souplesse entraînent la rupture des fibres et le blocage d'un système d'alimentation standard. La plupart des lignes de production de films sont équipées d'un coupeur-compacteur ou d'un alimentateur forcé afin que l'extrudeuse puisse atteindre son débit nominal.
Quelle capacité dois-je choisir ?
La capacité dépend de votre débit cible et de votre matière première réelle, et non d'une valeur nominale, car un flux léger ou contaminé atteint rarement le débit nominal. Un débit plus élevé augmente les besoins en extrudeuse, filtration, refroidissement et séchage ; le coût est donc lié à l'ensemble de la configuration et non à une seule spécification. Nous confirmons le débit optimal sur un échantillon de matière première.
Ai-je besoin d'une extrudeuse à vis unique ou à double vis ?
Une extrudeuse monovis convient à la plupart des recyclages de résines pures et monocomposantes. L'extrudeuse bivis, plus coûteuse, est utilisée pour le compoundage, le dosage des additifs et le traitement de résines fortement contaminées ou à alimentation variable. Le facteur déterminant est la régularité de l'alimentation et la nécessité d'un véritable mélange, et non d'une simple fusion.