


To select a plastic pelletizing line, first identify the resin and input form, then match the cutting method to it. As a rule of thumb: strand for clean rigid flake, water-ring for PE and PP film, underwater for high-output uniform pellets, and air-cooled for sticky or water-sensitive material. Most selection mistakes trace back to reversing that order. Buyers lock in a machine before matching it to the feedstock. We design and build pelletizing lines around that match, so this guide walks through the variables we verify before recommending a configuration.
One scope note up front. This guide covers pelletizing-line selection, not the wash-and-dry stage upstream of it. That stage sets your incoming moisture and contamination, and we specify it separately against your actual input stream.
What a Plastic Pelletizing Line Actually Does
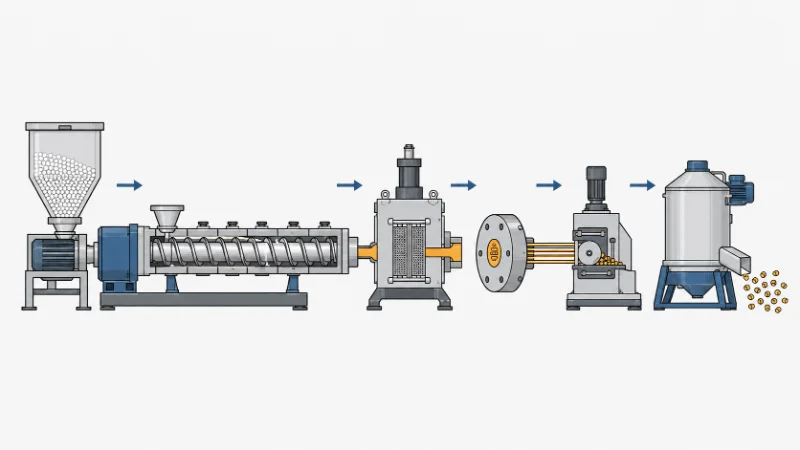
A plastic pelletizing line is the melt-and-cut stage that turns clean plastic flake into finished pellets. Its output grade depends on how well melt filtration and cooling match the incoming resin. The line is not the whole recycling plant. Upstream shredding and washing prepare the flake. The pelletizing line then melts it, filters the melt, forms it through a die, cuts it, and dries the result.
The word “pelletizing” refers to the cutting step, not the entire chain. For most recycling and compounding, pellet size lands around 2 to 5 mm. But the buyer’s feeding system and pellet-geometry needs set the real target, so treat that range as a starting point rather than a fixed standard. We clarify this boundary early with every buyer, because sizing the extruder before fixing the cutting method usually forces an expensive reconfiguration later.
Why a Pelletizing Line and a Granulator Solve Different Problems
A granulator and a pelletizing line get confused constantly, yet each solves a different problem. Using one for the other’s job shows up fast in pellet consistency. A granulator is a size-reduction machine: it dry-cuts parts, purgings, or scrap into flake and regrind, with no melting involved. A pelletizing line melts that material and reforms it into uniform, remeltable pellets. In supplier catalogs, especially export markets, “granulating line” and “pelletizing line” often mean the same thing. In this guide, “granulator” means size reduction and “pelletizing line” means melt reprocessing and pellet cutting. Our comparison of plastic pelletizing vs granulators breaks the distinction down further.
The practical failure mode is predictable. Say a plant feeds granulator regrind straight into a molder, skipping the melt-and-pellet step. The first thing we see is irregular bulk density: it starves the feed throat and drifts shot weights. Regrind also carries the fines and angular fragments that a pelletizing line’s melt filtration would have removed. We compare the two options against your end use, because “reduce it to smaller pieces” and “produce a tradeable pellet” are different specs with different price tags.
The Cutting Methods and the Feedstock Each One Fits
Most recycling and compounding pelletizing lines fall into four practical categories. The right one depends on your resin’s moisture tolerance, melt behavior, and target pellet shape. Specialty and hybrid variants exist, but these four cover most buyer-side decisions. We align the cutting method to the feedstock before sizing anything downstream. Each method has a feedstock range where it runs clean and a range where it stalls.
Strand Pelletizing
Strand pelletizing is the workhorse for clean, rigid scrap such as bottle flake, industrial regrind, and fiber waste. The extruder pushes melt through a die into thin strands, which pass through a water bath and a cutter. The weak point is wet or soft material. Strands break in the bath and cause stop-starts, so this method assumes a low-moisture, dimensionally stable feed.
Water-Ring Pelletizing
Water-ring pelletizing cuts at the die face and cools pellets in a rotating water ring. It tolerates films and woven-sack scrap better than strand systems. Pellets come out roughly spherical rather than precisely cylindrical. This method fits polyolefin film and mixed rigid streams, where a forgiving process matters more than perfect pellet geometry.

Underwater Pelletizing
Underwater pelletizing cuts the melt while submerged, producing highly uniform, near-spherical pellets suited to automated, high-volume lines. We often pick an underwater pelletizer for high-output PET or lines that need inline crystallization. Even then, PET line design still depends on IV target, moisture control, contamination level, and downstream grade. The trade-off is tighter process control and more expensive die tooling.
Air-Cooled (Hot Die-Face) Pelletizing
Air-cooled pelletizing cuts at the die face and cools with air instead of water, which rescues resins that clump or stick in water. Soft, high-MFI films, EVA, and some hot-melt grades run better dry. The cost is lower output and a slightly less regular pellet.
| Method | Best-fit feedstock | Pellet shape | Moisture tolerance | Main weakness | Typical failure mode |
|---|---|---|---|---|---|
| Strand | Clean rigid flake, regrind, fiber | Cylindrical | Low | Sensitive to strand break, less automation | Strand breakage, uneven length, re-threading stops |
| Water-ring | Film, woven sacks, mixed rigid | Semi-spherical | Medium | Less uniform than underwater | Die-face buildup, pellet tails, undercooling |
| Underwater | High-volume PET, PE, PP | Spherical | Medium–high | Higher cost, tight die/water control | Die freeze-off, cutter-blade wear, water-system upset |
| Air-cooled | Soft/high-MFI film, EVA, hot-melt | Semi-regular | Handles water-averse resins | Limited output and shape stability | Clumping, excess fines, pellet-size drift |
The Line Stages That Decide Pellet Quality
Beyond the cutter, three stages set final pellet quality: melt filtration, degassing, and drying. Each maps to a specific contaminant or defect risk. Skipping capacity in any of them shows up as downgraded pellets, not as a line that fails outright. That is why these stages are easy to under-spec.
Melt filtration, handled by a screen changer or continuous filter, removes paper, metal, wood, and char before the die. For contaminated post-consumer streams, filtration area is a throughput limiter, not an afterthought. Degassing vents moisture and volatiles. That matters most for hygroscopic resins, where trapped moisture causes voids and hydrolysis. Drying, usually by centrifugal dryer, controls residual surface moisture that affects downstream feeding and storage. We verify each stage against your contamination and moisture profile, because the acceptance target is a measurable ppm or moisture level, not a general claim of “clean.”
Matching a Line to Your Resin
Resin type drives the whole line configuration, because PET, HDPE, PP, and PE film each fail differently when the pelletizing method is wrong for them. We match the resin’s behavior against the cutting method and drying path rather than starting from a fixed line design.
| Feedstock | Recommended cutting method | Feeding system | Key risk to verify |
|---|---|---|---|
| Clean HDPE rigid flake | Strand or water-ring | Standard hopper | Under-filtration causing black specks |
| PP rigid regrind | Strand or water-ring | Standard hopper | Pellet-size drift |
| PE / PP film | Water-ring or air-cooled | Cutter-compactor / force feeder | Low bulk density starving the feed |
| PET bottle flake | Strand or underwater | Dried-flake feeding | Hydrolysis and viscosity loss |
| EVA / sticky resin | Air-cooled hot die-face | Controlled feeding | Clumping in water |
| Filled / abrasive resin | Strand or water-ring per resin | Wear-resistant screw/barrel | Screw and die wear |
PET is the case that punishes shortcuts. For PET, moisture control is not optional. Residual moisture accelerates hydrolysis during melting and drops viscosity. So we spec the line around measured inlet moisture, a target viscosity, drying and degassing capacity, and whether crystallization or solid-state processing is needed. Viscosity is the common PET quality target, usually expressed as intrinsic viscosity (IV) for the resin grade. Standardized methods such as ASTM D4603 cover inherent-viscosity determination under defined solvent conditions. Buyers then set the intrinsic-viscosity target their end use requires, and our overview of PET recycling covers where those grade requirements come from. PE film sits at the other extreme. Its low bulk density starves a standard feed throat, so it typically needs a cutter-compactor or force feeder ahead of the extruder. Densified film and loose, fluffy film feed very differently, so we assess each one as received.
How to Select a Plastic Pelletizing Line Step by Step
Selecting a line is a sequence, not a single spec. Running the steps in order keeps you from buying a machine the feedstock cannot feed. We work through these steps with every buyer before quoting a configuration.
- Confirm the resin type and target pellet grade.
- Confirm the input form and bulk density.
- Measure inlet moisture and contamination.
- Define the pellet grade and the buyer’s feeding requirement.
- Choose the cutting method that fits that feedstock.
- Select single-screw or twin-screw based on mixing and contamination needs.
- Size melt filtration and degassing to the contamination and moisture profile.
- Confirm cooling, drying, and packaging keep pace with the cutter.
- Run a feed sample before finalizing the order.
Sizing and Configuration Variables
More than extruder size sets line capacity. Screw geometry, filtration area, and feedstock bulk density together cap real-world throughput. We size against the variables that actually gate flow, then confirm with your material rather than a catalog figure. Understanding how an extruder works helps make sense of why screw geometry gates the numbers below.
| Variable | What it sets | How we confirm it |
|---|---|---|
| Screw diameter and L/D ratio | Melt capacity and residence time | Against resin type and target output |
| Single-screw vs twin-screw | Mixing, devolatilization, contamination tolerance | Based on feed consistency and whether compounding is needed |
| Feed system and bulk density | Consistent feeding to rated output | Low-density film gets pre-compaction |
| Filtration capacity | Sustained throughput on dirty feed | Matched to measured contamination load |
| Cooling and drying capacity | Pellet quality as line speed rises | Sized to keep pace with the cutter |
| Overall capacity | Real-world throughput per hour | Depends on the above; confirmed on a feed sample, not nameplate |
Common Selection Mistakes That Lower Pellet Resale Value
A handful of selection mistakes account for most downgraded pellet lots. Each one traces back to skipping a feedstock check before buying. We flag these during specification so they get priced in rather than discovered on the floor.
- Sizing on nameplate instead of real bulk density. Light film and fluff underfeed a line rated on dense flake, and the shortfall surfaces only after commissioning.
- Ignoring the moisture path for hygroscopic resin. PET without adequate drying and degassing loses viscosity, and the pellets grade below bottle or fiber quality.
- Undersizing filtration for post-consumer feed. A filter matched to clean regrind blinds fast on dirty stock, and throughput collapses to the screen-change cycle.
- Forcing strand cutting on wet or soft feed. Strands snap in the bath, and the resulting stop-starts wreck both output and pellet consistency.
- Buying without a wear plan for filled or abrasive material. Glass-filled or heavily mineral-loaded streams chew through screws and dies, and unplanned wear stalls the line.
What to Prepare Before Requesting a Quote
A useful quote starts with the feedstock facts, not a machine model. Gathering these before you enquire shortens the whole selection. We use this same list to align a configuration to your stream.
- Resin type and target grade
- Input form: film, flake, regrind, fiber, woven sack, or rigid scrap
- Bulk density
- Moisture level
- Contamination type and share
- Target output in kg/h
- Target pellet size, shape, and grade
- Whether washing and drying are already installed
Conclusion
Selecting a plastic pelletizing line comes down to three decisions in order: define the feedstock, choose the cutting method that fits it, then size the melt, filtration, and drying stages around that choice. Reversing that order, by picking a machine first, produces the mismatches and downgraded pellets covered above.
In practice, we treat every quote as a validation exercise rather than a catalog pull. Real bulk density, contamination load, moisture behavior, and target pellet grade all shift the configuration. Each is a project-level variable we confirm against your material before we commit to a design. As a manufacturer that both designs and builds these systems, we would rather resolve those variables on paper than on your floor.
The next step is straightforward. With your feed sample, target output, and required pellet grade in hand, we can align a Pelletizing Machine Plastic configuration to your stream and flag any feedstock check worth running first. Contact us to submit your requirements or request a technical review.
FAQ
How does a plastic pelletizer work?
A plastic pelletizer takes prepared flake, melts and filters it, then cuts the melt into uniform pellets that get cooled and dried. The part that actually varies between machines is the cutting method — strand, water-ring, underwater, or air-cooled. That choice, driven by your feedstock, is what you are really selecting when you buy a line.
What is the difference between strand and underwater pelletizing?
Strand pelletizing cuts cooled strands after a water bath and suits clean, dry, rigid feed. Underwater pelletizing cuts submerged at the die face and gives uniform spherical pellets on high-volume lines. Underwater costs more and needs tighter control, but it handles higher throughput and inline crystallization.
Which plastics can a pelletizing line process?
A pelletizing line handles most thermoplastics — PET, HDPE, LDPE and LLDPE film, PP, PS, and ABS — as long as the cutting method and drying path match the resin. PVC can be pelletized too, but it needs its own review for temperature control, stabilizers, venting, and corrosion resistance, since it behaves very differently from polyolefins and PET. See our note on pelletizing PVC for what that review covers.
Which pelletizing method is best for PE or PP film?
Water-ring or air-cooled systems usually suit PE and PP film best, because film’s low bulk density and softness break strands and jam a standard feed. Most film lines add a cutter-compactor or force feeder so the extruder can reach rated output.
What capacity should I choose?
Your target output and your real feedstock set the capacity, not a nameplate figure, since a light or contaminated stream rarely hits the rated number. Higher throughput raises extruder, filtration, cooling, and drying needs together, so cost tracks the whole configuration rather than one spec. We confirm the workable figure on a feed sample.
Do I need a single-screw or twin-screw extruder?
A single-screw extruder covers most clean, single-resin recycling. A twin-screw earns its higher cost on compounding, additive dosing, and heavily contaminated or variable feed. The deciding factor is feed consistency and whether you need real mixing, not just melting.