


لاختيار خط إنتاج حبيبات البلاستيك، حدد أولاً نوع الراتنج وشكله، ثم اختر طريقة التقطيع المناسبة. كقاعدة عامة: التقطيع بالخيوط للحصول على رقائق صلبة ونظيفة، والتقطيع بحلقات الماء لأغشية البولي إيثيلين والبولي بروبيلين، والتقطيع تحت الماء للحصول على حبيبات متجانسة عالية الإنتاجية، والتقطيع بالتبريد الهوائي للمواد اللزجة أو الحساسة للماء. يرجع معظم أخطاء الاختيار إلى عكس هذا الترتيب. يُفضل المشترون اختيار آلة معينة قبل مطابقتها مع المادة الخام. نحن نصمم ونبني خطوط إنتاج الحبيبات بناءً على هذه المطابقة، لذا يشرح هذا الدليل المتغيرات التي نتحقق منها قبل التوصية بتكوين معين.
ملاحظة هامة في البداية: يغطي هذا الدليل اختيار خط التكوير، وليس مرحلة الغسيل والتجفيف التي تسبقه. تحدد هذه المرحلة نسبة الرطوبة والملوثات الداخلة، ونحددها بشكل منفصل بناءً على تدفق المدخلات الفعلي.
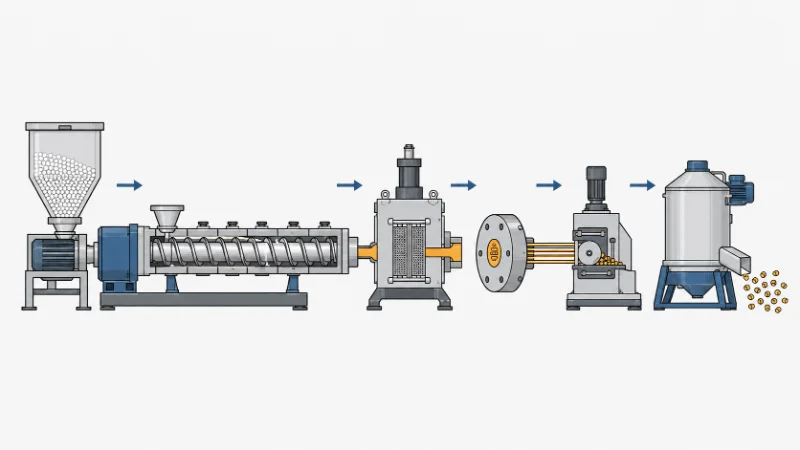
ما يفعله خط إنتاج حبيبات البلاستيك فعلياً
خط إنتاج حبيبات البلاستيك هو مرحلة الصهر والتقطيع التي تحوّل رقائق البلاستيك النظيفة إلى حبيبات جاهزة. وتعتمد جودة المنتج النهائي على مدى توافق ترشيح وتبريد المصهور مع الراتنج الداخل. هذا الخط ليس مصنع إعادة التدوير بأكمله، ففي المراحل السابقة يتم تحضير الرقائق من خلال التقطيع والغسل. ثم يقوم خط إنتاج الحبيبات بصهرها، وترشيح المصهور، وتشكيلها باستخدام قالب، وتقطيعها، وتجفيف المنتج النهائي.
يشير مصطلح "التحبيب" إلى مرحلة التقطيع، وليس إلى سلسلة العمليات بأكملها. في معظم عمليات إعادة التدوير والخلط، يتراوح حجم الحبيبات بين 2 و5 ملم. إلا أن نظام التغذية لدى المشتري واحتياجاته من حيث هندسة الحبيبات هي التي تحدد الحجم الأمثل، لذا يُنصح بالتعامل مع هذا النطاق كنقطة انطلاق وليس كمعيار ثابت. نحرص على توضيح هذا النطاق مبكرًا مع كل مشترٍ، لأن تحديد حجم جهاز البثق قبل تحديد طريقة التقطيع عادةً ما يُجبرنا على إعادة تهيئة مكلفة لاحقًا.
لماذا يحل خط التكوير وجهاز التحبيب مشاكل مختلفة
يُخلط بين آلة التحبيب وخط التكوير باستمرار، مع أن كلًا منهما يحل مشكلة مختلفة. ويظهر تأثير استخدام أحدهما في مهمة الآخر سريعًا في تجانس الكريات. آلة التحبيب هي آلة لتقليل الحجم: فهي تقطع الأجزاء أو المواد المتبقية أو الخردة إلى رقائق جافة ثم تعيد طحنها، دون الحاجة إلى صهرها. أما خط التكوير فيصهر هذه المواد ويعيد تشكيلها إلى كريات متجانسة قابلة لإعادة الصهر. في كتالوجات الموردين، وخاصة في أسواق التصدير، غالبًا ما يُستخدم مصطلحا "خط التحبيب" و"خط التكوير" بمعنى واحد. في هذا الدليل، تعني كلمة "آلة التحبيب" تقليل الحجم، بينما تعني كلمة "خط التكوير" إعادة معالجة المادة المنصهرة وتقطيعها إلى كريات. مقارنتنا لـ مقارنة بين عملية تحبيب البلاستيك وآلات التحبيب ويزيد من تفصيل هذا التمييز.
نمط الفشل العملي متوقع. لنفترض أن مصنعًا يُغذي آلة التشكيل بحبيبات مُعاد تدويرها مباشرةً، متجاوزًا مرحلة الصهر والتكوير. أول ما نلاحظه هو عدم انتظام الكثافة الظاهرية: مما يُعيق تدفق التغذية ويؤدي إلى انحراف أوزان الحبيبات. كما تحمل الحبيبات المُعاد تدويرها أيضًا جزيئات دقيقة وشظايا حادة كان من المفترض أن تُزيلها عملية ترشيح الصهر في خط التكوير. نقارن الخيارين بناءً على استخدامك النهائي، لأن "تقليل حجم الحبيبات إلى قطع أصغر" و"إنتاج حبيبات قابلة للتسويق" مواصفات مختلفة ذات أسعار مختلفة.
طرق القطع والمواد الخام التي تناسب كل منها
تندرج معظم خطوط إعادة التدوير وتصنيع الحبيبات المركبة ضمن أربع فئات عملية. يعتمد اختيار الخط المناسب على مدى تحمل الراتنج للرطوبة، وسلوك انصهاره، وشكل الحبيبات المطلوب. توجد أنواع متخصصة وهجينة، لكن هذه الفئات الأربع تغطي معظم قرارات الشراء. نختار طريقة التقطيع المناسبة للمادة الخام قبل تحديد حجم أي شيء لاحق. لكل طريقة نطاق من المواد الخام تعمل فيه بكفاءة ونطاق آخر تتوقف عنده.
التكوير الحبيبي
تُعدّ عملية تكوير الخيوط الطريقة الأمثل لمعالجة الخردة النظيفة والصلبة، مثل رقائق الزجاجات، والنفايات الصناعية المعاد تدويرها، ومخلفات الألياف. يقوم جهاز البثق بدفع المادة المنصهرة عبر قالب لتشكيل خيوط رفيعة، تمر بدورها عبر حمام مائي وقاطع. تكمن نقطة الضعف في المواد الرطبة أو اللينة، حيث تنقطع الخيوط في الحمام المائي، مما يؤدي إلى توقفات متكررة في عملية التكوير، لذا تفترض هذه الطريقة استخدام مواد تغذية منخفضة الرطوبة ومستقرة الأبعاد.
التكوير الحلقي المائي
تعتمد عملية التكوير الحلقي المائي على قطع سطح القالب وتبريد الحبيبات في حلقة مائية دوارة. وتتميز هذه العملية بتحملها لمخلفات الأغشية والأكياس المنسوجة بشكل أفضل من أنظمة الخيوط. وتكون الحبيبات الناتجة كروية الشكل تقريبًا وليست أسطوانية تمامًا. تناسب هذه الطريقة أغشية البولي أوليفين والتيارات الصلبة المختلطة، حيث تُعدّ سهولة العملية أهم من الشكل الهندسي المثالي للحبيبات.

التكوير تحت الماء
تقطع عملية التكوير تحت الماء المادة المنصهرة وهي مغمورة، مما ينتج عنه حبيبات متجانسة للغاية وشبه كروية، مناسبة لخطوط الإنتاج الآلية ذات الإنتاجية العالية. غالبًا ما نختار جهاز تكوير تحت الماء بالنسبة لخطوط إنتاج البولي إيثيلين تيريفثالات (PET) عالية الإنتاجية أو تلك التي تتطلب التبلور المباشر. وحتى في هذه الحالة، لا يزال تصميم خط إنتاج البولي إيثيلين تيريفثالات يعتمد على القيمة المستهدفة لليود، والتحكم في الرطوبة، ومستوى التلوث، وجودة المنتج النهائي. ويترتب على ذلك تحكم أدق في العملية وتكلفة أعلى لقوالب التشكيل.
التكوير بالتبريد الهوائي (الوجه الساخن للقالب)
تستخدم عملية التكوير بالتبريد الهوائي قطعًا عند سطح القالب وتبريدًا بالهواء بدلًا من الماء، مما يُنقذ الراتنجات التي تتكتل أو تلتصق في الماء. تعمل الأغشية اللينة ذات مؤشر تدفق الذوبان العالي، ومادة EVA، وبعض أنواع الراتنجات الذائبة بالحرارة بشكل أفضل في الحالة الجافة. لكن هذا يُقلل من الإنتاج ويجعل الحبيبات أقل انتظامًا بعض الشيء.
| الطريقة | أفضل المواد الخام المناسبة | شكل حبيبي | تحمل الرطوبة | نقطة الضعف الرئيسية | نمط الفشل النموذجي |
|---|---|---|---|---|---|
| حبلا | رقائق صلبة نظيفة، إعادة طحن، ألياف | أسطواني | منخفضة | حساسة لانقطاع الخصلة، وأتمتة أقل | انقطاع الخيوط، وعدم انتظام الطول، وتوقفات إعادة التثبيت |
| حلقة مائية | أغشية، أكياس منسوجة، مواد صلبة مختلطة | نصف كروي | متوسط | أقل تجانسًا من تحت الماء | تراكم على سطح القالب، وذيول الكريات، والتبريد الزائد |
| تحت الماء | البولي إيثيلين تيريفثالات (PET)، والبولي إيثيلين (PE)، والبولي بروبيلين (PP) بكميات كبيرة | كروي | متوسط إلى مرتفع | تكلفة أعلى، تحكم دقيق في القالب/الماء | تجمد القالب، تآكل شفرة القطع، اضطراب نظام المياه |
| تبريد بالهواء | فيلم ناعم/عالي معامل نفاذية الذوبان، EVA، ذوبان ساخن | شبه منتظم | يتعامل مع الراتنجات التي لا تتحمل الماء | إنتاج محدود وثبات في الشكل | التكتل، والغبار الزائد، وانجراف حبيبات المواد الصلبة |
مراحل الإنتاج التي تحدد جودة الكريات
بعد عملية التقطيع، تُحدد ثلاث مراحل جودة الحبيبات النهائية: ترشيح الذوبان، وإزالة الغازات، والتجفيف. ترتبط كل مرحلة بنوع معين من الملوثات أو مخاطر العيوب. يؤدي أي نقص في الطاقة الإنتاجية في أي من هذه المراحل إلى انخفاض جودة الحبيبات، وليس إلى توقف خط الإنتاج تمامًا. لهذا السبب، يسهل التقليل من مواصفات هذه المراحل.
تُزيل عملية ترشيح المصهور، التي تتم بواسطة مُبدِّل شاشات أو مرشح مستمر، الورق والمعادن والخشب والفحم قبل وصوله إلى القالب. بالنسبة للمخلفات الملوثة بعد الاستهلاك، تُعد مساحة الترشيح عاملاً أساسياً في تحديد الإنتاجية، وليست مجرد إضافة ثانوية. تعمل عملية إزالة الغازات على تصريف الرطوبة والمواد المتطايرة، وهو أمر بالغ الأهمية بالنسبة للراتنجات المسترطبة، حيث تتسبب الرطوبة المحتبسة في حدوث فراغات وتحلل مائي. أما التجفيف، الذي يتم عادةً بواسطة مجفف طرد مركزي، فيتحكم في الرطوبة السطحية المتبقية التي تؤثر على التغذية والتخزين في المراحل اللاحقة. نتحقق من كل مرحلة وفقًا لملف التلوث والرطوبة الخاص بكم، لأن هدف القبول هو مستوى قابل للقياس من حيث نسبة التلوث أو الرطوبة، وليس مجرد ادعاء عام بـ "النظافة".“
مطابقة الخط مع الراتنج الخاص بك
يُحدد نوع الراتنج تصميم خط الإنتاج بالكامل، لأن أغشية البولي إيثيلين تيريفثالات (PET) والبولي إيثيلين عالي الكثافة (HDPE) والبولي بروبيلين (PP) والبولي إيثيلين (PE) تفشل بشكل مختلف عند استخدام طريقة تحبيب غير مناسبة لها. لذا، نُراعي سلوك الراتنج عند اختيار طريقة القطع ومسار التجفيف بدلاً من البدء بتصميم خط إنتاج ثابت.
| المواد الخام | طريقة القطع الموصى بها | نظام التغذية | المخاطر الرئيسية التي يجب التحقق منها |
|---|---|---|---|
| رقائق البولي إيثيلين عالي الكثافة الصلبة النظيفة | خيط أو حلقة مائية | قادوس قياسي | نقص الترشيح يسبب ظهور بقع سوداء |
| البولي بروبيلين المعاد تدويره الصلب | خيط أو حلقة مائية | قادوس قياسي | انجراف بحجم الحبيبات |
| فيلم PE / PP | تبريد بحلقة مائية أو تبريد بالهواء | قاطع-ضاغط / وحدة تغذية قسرية | انخفاض الكثافة الظاهرية يؤدي إلى تجويع العلف |
| رقائق زجاجة البولي إيثيلين تيريفثالات | الشاطئ أو تحت الماء | التغذية برقائق الطعام المجففة | التحلل المائي وفقدان اللزوجة |
| إيڤا / راتنج لاصق | وجه القالب الساخن المبرد بالهواء | التغذية الخاضعة للتحكم | التكتل في الماء |
| راتنج مملوء / كاشط | خيط أو حلقة مائية لكل راتنج | برغي/برميل مقاوم للتآكل | تآكل البراغي والقالب |
يُعدّ البولي إيثيلين تيريفثالات (PET) مثالًا صارخًا على عدم التهاون في الجودة. ففي حالة PET، لا مجال للتنازل عن التحكم في الرطوبة. إذ تُسرّع الرطوبة المتبقية عملية التحلل المائي أثناء الانصهار وتُقلّل من اللزوجة. لذلك، نُحدّد مواصفات المنتج بناءً على نسبة الرطوبة المُقاسة عند المدخل، واللزوجة المستهدفة، وقدرة التجفيف وإزالة الغازات، وما إذا كانت هناك حاجة إلى التبلور أو المعالجة في الحالة الصلبة. تُعتبر اللزوجة هي الهدف الشائع لجودة PET، وعادةً ما تُعبّر عنها باللزوجة الذاتية (IV) لنوع الراتنج. تُغطي الطرق القياسية، مثل ASTM D4603، تحديد اللزوجة الذاتية في ظل ظروف مُذيب مُحدّدة. بعد ذلك، يُحدّد المشترون هدف اللزوجة الذاتية الذي يتطلبه استخدامهم النهائي، ونُقدّم لكم نظرة عامة على... إعادة تدوير البولي إيثيلين تيريفثالات يُغطي هذا الموضوع مصدر متطلبات الجودة تلك. أما غشاء البولي إيثيلين فيقع على النقيض تمامًا. فكثافته المنخفضة تُعيق تدفق التغذية القياسي، لذا فهو يحتاج عادةً إلى قاطع-ضاغط أو وحدة تغذية قسرية قبل جهاز البثق. وتختلف تغذية الغشاء الكثيف عن تغذية الغشاء الرخو والهش اختلافًا كبيرًا، لذلك نقوم بتقييم كل منهما عند استلامه.
كيفية اختيار خط إنتاج حبيبات البلاستيك خطوة بخطوة
اختيار خط الإنتاج عملية متسلسلة، وليست مجرد مواصفات منفردة. اتباع الخطوات بالترتيب يضمن لك عدم شراء آلة لا تتوافق مع المواد الخام التي تنتجها. نناقش هذه الخطوات مع كل مشترٍ قبل تقديم عرض سعر للتكوين.
- تأكد من نوع الراتنج ودرجة الحبيبات المستهدفة.
- تأكد من نموذج الإدخال والكثافة الظاهرية.
- قم بقياس نسبة الرطوبة والتلوث في المدخل.
- حدد درجة حبيبات العلف ومتطلبات التغذية الخاصة بالمشتري.
- اختر طريقة القطع التي تناسب تلك المادة الخام.
- اختر بين اللولب الأحادي أو اللولب المزدوج بناءً على احتياجات الخلط والتلوث.
- حجم الترشيح بالذوبان وإزالة الغازات لتحديد مستوى التلوث والرطوبة.
- تأكد من أن عمليات التبريد والتجفيف والتعبئة تتماشى مع عملية القطع.
- قم بإجراء اختبار عينة من العلف قبل إتمام الطلب.
متغيرات الحجم والتكوين
لا يقتصر تحديد سعة خط الإنتاج على حجم الطارد فحسب، بل إن هندسة البرغي ومساحة الترشيح وكثافة المادة الخام تحدد مجتمعةً الإنتاجية الفعلية. نحدد الحجم بناءً على المتغيرات التي تتحكم فعليًا في التدفق، ثم نؤكد ذلك باستخدام مادتك الخاصة بدلاً من الاعتماد على بيانات الكتالوج. فهم كيف يعمل جهاز البثق يساعد هذا في فهم سبب تأثير هندسة البراغي على الأرقام أدناه.
| متغير | ما يحدده | كيف نؤكد ذلك؟ |
|---|---|---|
| قطر البرغي ونسبة الطول إلى القطر | سعة الانصهار ووقت الإقامة | مقارنة بنوع الراتنج والإنتاج المستهدف |
| برغي واحد مقابل برغيين | الخلط، إزالة المواد المتطايرة، تحمل التلوث | بناءً على قوام العلف وما إذا كانت هناك حاجة إلى الخلط |
| نظام التغذية والكثافة الظاهرية | التغذية المستمرة وفقًا للإنتاج المقدر | يتم ضغط الفيلم منخفض الكثافة مسبقًا |
| سعة الترشيح | إنتاجية مستدامة على التغذية غير النظيفة | مطابق لحمل التلوث المقاس |
| قدرة التبريد والتجفيف | جودة الحبيبات مع زيادة سرعة الخيط | مصمم ليواكب سرعة القاطع |
| السعة الإجمالية | معدل الإنتاجية الفعلي في الساعة | يعتمد ذلك على ما سبق؛ تم التأكد من ذلك بناءً على عينة من العلف، وليس على بيانات المنتج. |
أخطاء شائعة في اختيار الكريات تؤدي إلى انخفاض قيمتها عند إعادة البيع
تُعزى معظم عمليات خفض جودة حبيبات الوقود إلى عدد قليل من أخطاء الاختيار. ويعود كل خطأ منها إلى إغفال فحص المواد الخام قبل الشراء. نقوم بتحديد هذه الأخطاء أثناء عملية تحديد المواصفات ليتم احتسابها ضمن السعر بدلاً من اكتشافها أثناء الإنتاج.
- يتم تحديد الحجم على لوحة البيانات بدلاً من الكثافة الفعلية. يؤدي وجود طبقة رقيقة من الوبر إلى نقص التغذية في خط مصمم للعمل على رقائق كثيفة، ولا يظهر هذا النقص إلا بعد التشغيل.
- تجاهل مسار الرطوبة للراتنج المسترطب. يفقد البولي إيثيلين تيريفثالات (PET) اللزوجة إذا لم يتم تجفيفه وإزالة الغازات منه بشكل كافٍ، وتصبح الحبيبات أقل جودة من الزجاجات أو الألياف.
- ترشيح أصغر حجماً لتغذية ما بعد الاستهلاك. يتم استخدام مرشح مناسب لتنظيف ستائر إعادة الطحن بسرعة على المخزون المتسخ، وينهار معدل الإنتاج إلى دورة تغيير الشاشة.
- قطع الخيوط القسري على تغذية رطبة أو لينة. تنقطع الخيوط في الحمام، وتؤدي عمليات التوقف والبدء الناتجة إلى إتلاف كل من الإنتاج وتناسق الحبيبات.
- الشراء بدون خطة ضمان للتآكل للمواد المملوءة أو الكاشطة. تتسبب التدفقات المليئة بالزجاج أو المحملة بالمعادن بكثافة في تآكل البراغي والقوالب، ويؤدي التآكل غير المخطط له إلى توقف الخط.
ما يجب تحضيره قبل طلب عرض سعر
يبدأ عرض الأسعار المفيد بمعلومات المواد الخام، وليس بنموذج الآلة. جمع هذه المعلومات قبل الاستفسار يُسهّل عملية الاختيار. نستخدم هذه القائمة نفسها لضبط التكوين بما يتناسب مع احتياجاتك.
- نوع الراتنج والدرجة المستهدفة
- شكل الإدخال: فيلم، رقائق، مواد معاد تدويرها، ألياف، أكياس منسوجة، أو خردة صلبة
- الكثافة الظاهرية
- مستوى الرطوبة
- نوع التلوث ونسبة انتشاره
- الناتج المستهدف بالكيلوجرام/ساعة
- حجم وشكل ونوعية الكريات المستهدفة
- سواء تم تركيب الغسالة والمجفف بالفعل
الخاتمة
يتلخص اختيار خط إنتاج حبيبات البلاستيك في ثلاثة قرارات بالترتيب: تحديد المادة الخام، واختيار طريقة التقطيع المناسبة لها، ثم تحديد حجم مراحل الصهر والترشيح والتجفيف بناءً على هذا الاختيار. أما عكس هذا الترتيب، باختيار الآلة أولاً، فيؤدي إلى عدم التوافق وانخفاض جودة الحبيبات المذكورة سابقاً.
في الواقع، نتعامل مع كل عرض سعر كعملية تحقق من صحة البيانات، وليس مجرد اختيار عشوائي من الكتالوج. فكثافة المادة الفعلية، ونسبة التلوث، وسلوك الرطوبة، ونوعية الحبيبات المستهدفة، كلها عوامل تؤثر على تصميم النظام. كل منها متغير خاص بالمشروع، نتحقق منه بناءً على موادك قبل اعتماد التصميم. وبصفتنا شركة مصنعة تقوم بتصميم وبناء هذه الأنظمة، فإننا نفضل تحديد هذه المتغيرات على الورق بدلاً من تطبيقها عملياً في موقع العمل.
الخطوة التالية بسيطة. بمعرفة عينة العلف، والإنتاج المستهدف، ودرجة حبيبات الوقود المطلوبة، يمكننا مواءمة ماكينة تكوير البلاستيك قم بضبط إعدادات تدفق البيانات لديك، وحدد أي فحص للمواد الخام يستحق إجراؤه أولاً. تواصل معنا لتقديم متطلباتك أو لطلب مراجعة فنية.
الأسئلة الشائعة
كيف تعمل آلة تحبيب البلاستيك؟
تقوم آلة تحبيب البلاستيك بأخذ رقائق البلاستيك المُجهزة، وصهرها وترشيحها، ثم تقطيعها إلى حبيبات متجانسة تُبرّد وتُجفف. ويكمن الاختلاف الحقيقي بين الآلات في طريقة التقطيع - سواءً كانت بالتقطيع على شكل خيوط، أو باستخدام حلقة مائية، أو تحت الماء، أو بالتبريد الهوائي. وهذا الاختيار، الذي يعتمد على نوع المادة الخام المستخدمة، هو ما تحدده فعلياً عند شراء خط إنتاج.
ما الفرق بين عملية التكوير بالخيوط وعملية التكوير تحت الماء؟
تُقطع عملية تكوير الخيوط بعد تبريدها في حمام مائي، وهي مناسبة للمواد النظيفة والجافة والصلبة. أما عملية التكوير تحت الماء، فتقطع الخيوط المغمورة عند سطح القالب، وتُنتج حبيبات كروية متجانسة على خطوط الإنتاج ذات الأحجام الكبيرة. تُعدّ عملية التكوير تحت الماء أكثر تكلفة وتتطلب تحكمًا أدق، لكنها تُتيح إنتاجية أعلى وإمكانية التبلور المباشر.
ما هي أنواع البلاستيك التي يمكن معالجتها بواسطة خط إنتاج الحبيبات؟
تتعامل خطوط التكوير مع معظم أنواع اللدائن الحرارية - مثل أغشية PET وHDPE وLDPE وLLDPE، بالإضافة إلى PP وPS وABS - طالما أن طريقة القطع ومسار التجفيف تتناسب مع نوع الراتنج. يمكن تكوير PVC أيضًا، لكنه يحتاج إلى دراسة منفصلة فيما يتعلق بالتحكم في درجة الحرارة، والمثبتات، والتهوية، ومقاومة التآكل، نظرًا لاختلاف سلوكه اختلافًا كبيرًا عن البولي أوليفينات وPET. راجع ملاحظتنا حول تحويل البولي فينيل كلوريد (PVC) إلى حبيبات فيما يتعلق بما يغطيه هذا التقييم.
ما هي أفضل طريقة لتكوير أغشية البولي إيثيلين أو البولي بروبيلين؟
تُعدّ أنظمة التبريد المائي أو الهوائي الأنسب عادةً لأغشية البولي إيثيلين والبولي بروبيلين، لأنّ انخفاض كثافة هذه الأغشية وليونتها يؤديان إلى تكسّر الخيوط وتعطيل نظام التغذية القياسي. لذا، تُضيف معظم خطوط إنتاج الأغشية قاطعًا ضاغطًا أو وحدة تغذية قسرية لتمكين جهاز البثق من الوصول إلى طاقته الإنتاجية المُصنّفة.
ما هي السعة التي يجب أن أختارها؟
يُحدد معدل الإنتاج المستهدف ونوع المادة الخام الفعلية السعة، وليس القيمة الاسمية، لأن التدفقات الخفيفة أو الملوثة نادرًا ما تصل إلى القيمة المقدرة. زيادة معدل الإنتاج تزيد من متطلبات الطارد، والترشيح، والتبريد، والتجفيف معًا، لذا فإن التكلفة تعتمد على كامل التكوين وليس على مواصفة واحدة. نؤكد القيمة العملية على عينة من المادة الخام.
هل أحتاج إلى طارد أحادي اللولب أم ثنائي اللولب؟
تُغطي آلة البثق أحادية اللولب معظم عمليات إعادة تدوير الراتنج النظيف أحادي النوع. أما آلة البثق ثنائية اللولب، فتُبرر تكلفتها الأعلى في عمليات المزج، وإضافة المواد المضافة، ومعالجة المواد شديدة التلوث أو ذات التغذية المتغيرة. ويُعد اتساق التغذية، وما إذا كنت بحاجة إلى خلط حقيقي وليس مجرد صهر، العامل الحاسم.