

射出成形用プラスチックペレットは、均一なサイズの小さな熱可塑性樹脂顆粒です。これらは成形機のホッパーに供給され、熱と圧力によって溶融し、金型キャビティに射出されて成形品を形成します。適切なペレットの種類は、要求される機械的特性、成形機の加工条件、そして樹脂がバージン樹脂かリサイクル樹脂かによって異なります。ペレットの選択は、原材料費だけでなく、部品の品質、サイクルタイム、そして後工程での不良率にも影響します。.
適用範囲に関する注記: 本稿では、標準的な射出成形に使用される熱可塑性ペレットについて解説します。プラスチック加工装置の視点から、製造現場での観察結果を反映したものです。樹脂メーカーのデータシート、金型メーカーの仕様書、または適用される規制要件に代わるものではありません。すべてのパラメータ範囲は目安となる開始点です。使用前に、特定のグレードのデータシートと機械構成を必ず確認してください。熱硬化性樹脂、液状シリコーンゴム、および粉末成形プロセスについては、本稿では取り上げていません。.
射出成形用プラスチックペレットとは一体何なのか
プラスチックペレット(樹脂顆粒とも呼ばれる)は、射出成形における主要な原材料である。溶融したポリマーを押し出し、直径2~5mm程度の均一な大きさに切断することで製造される。ペレットのサイズと形状は、ペレット化の方法と樹脂の種類によって異なる。. プラスチックペレットは、 樹脂の種類とグレードに応じて、自動車内装材から食品包装まで、幅広い産業分野で使用されています。ペレットの粒度分布は、ASTM D1921ふるい分け分析によって検証でき、ロットが特定の用途における目標サイズ範囲内にあるかどうかを確認できます。.
ペレットのサイズが均一であることは、ホッパーからの供給とバレル内での溶融の安定性を左右するため重要です。サイズが不均一なペレット(大きすぎる、小さすぎる、または微粉が混入している)は、溶融ムラを引き起こします。これにより、溶融粘度とショット重量にばらつきが生じます。かさ密度と流動特性は、見かけ密度、かさ係数、および流動性を規定するASTM D1895規格に基づいて確認できます。サイズばらつきによる下流工程での結果、すなわち、ヒケ、ショット不足、または完成品の寸法不均一性は予測可能です。.
射出成形用樹脂は大きく2つのカテゴリーに分けられます。汎用樹脂(PP、PE、PS)はコスト効率に優れ、大量生産で低性能な用途に適しています。一方、エンジニアリング樹脂(ABS、PC、ナイロン、POM)は、機械的、熱的、または化学的性能に優れていますが、1キログラムあたりのコストは高くなります。適切なカテゴリーは、部品の機能要件によって決まり、特定のグレードを他のグレードよりも好むという一般的な好みによって決まるものではありません。.
ペレットの等級と成形性能に関する誤解
一般的に、高グレードの樹脂を使えば、自動的に優れた成形品が得られると考えられがちです。しかし実際には、ペレットのグレードが性能の上限を決定づけるものであり、その上限に達するかどうかは加工条件によって決まります。.
チームがエンジニアリング樹脂を選択し、汎用樹脂用に設定された機械でそれを使用すると、溶融品質が低下します。バレル温度の誤り、背圧の不適切さ、乾燥の省略などが原因となります。乾燥されていないナイロンやポリカーボネートはバレル内で加水分解を起こします。その結果、部品の耐衝撃性が低下し、表面に目に見える欠陥が生じます。この不具合は材料のせいだとされがちですが、根本原因はプロセス設定にあります。.
ペレットを生産工程に投入する前に、必ず2つの点を確認します。1つ目は、樹脂の加工条件(溶融温度、滞留時間、耐湿性)が、使用可能な機械構成と合致しているか。2つ目は、ペレットが樹脂供給元の仕様に従って乾燥されているか。部品に適したペレットであっても、前工程での取り扱いが不適切であれば、工程に失敗する可能性があります。.
主な樹脂の種類とその代表的な用途
ポリプロピレン(PP)
PPは射出成形において最も広く使用されている樹脂です。優れた耐薬品性、低密度、そしてほとんどの標準的な機械に適した加工温度範囲を備えています。代表的な用途としては、食品容器、自動車内装材、医療用包装、消費財などがあります。耐衝撃性コポリマーグレードは低温での靭性を向上させます。ホモポリマーグレードはより高い剛性を提供します。メルトフローレートはPPグレードによって大きく異なります。ホモポリマーとコポリマーのどちらを選ぶかだけでなく、部品の形状と肉厚に適したMFRを選択することが重要です。PPのMFRはASTM D1238またはISO 1133に従って230℃/2.16kgで測定されます。他の条件で測定された値は直接比較できません。.
ポリエチレン(PE)
PEはHDPEとLDPEに分けられる。, 異なる剛性と衝撃特性を持つ。HDPEは硬質で耐湿性があり、容器、キャップ、工業部品に使用される。LDPEは低温で柔軟で丈夫であり、スクイズボトルやフィルム用途によく使用される。どちらも加工温度が低く、成形範囲が広い汎用樹脂である。HDPEは世界で最もリサイクルされている樹脂の1つであり、リサイクルペレットの原料としてよく使用される。PEのMFRはASTM D1238またはISO 1133に従って190℃/2.16kgで測定される。.
アクリロニトリルブタジエンスチレン(ABS)
ABSは、耐衝撃性、表面仕上げ、寸法安定性に優れたエンジニアリング樹脂です。自動車部品、家電製品の筐体、電化製品などに広く使用されています。加工挙動と機械的特性を直接比較するには、, ABS樹脂とポリプロピレンの比較 用途別の主なトレードオフについて説明します。ABSは吸湿性があるため、成形前に乾燥させる必要があります。一般的な基準条件は、除湿乾燥機で80℃で2~4時間乾燥させ、残留水分を重量比で0.1%以下にすることです。正確な手順は、特定のグレードのデータシートで確認する必要があります。条件はサプライヤーと配合によって異なります。吸湿性樹脂を適切に乾燥させずに成形すると、表面欠陥や機械的特性の低下を引き起こすことがよくありますが、これが唯一の原因ではありません(FAQを参照)。.
ポリカーボネート(PC)
PCは高い耐衝撃性と高い透明度を備えています。一般的な用途としては、安全装置、医療機器、自動車用照明レンズなどがあります。PCは厳密な乾燥が必要です。一般的な目安としては、除湿乾燥機で120℃で3~4時間乾燥させ、残留水分を重量比で0.02%以下にすることです。特定のグレードのデータシートで確認してください。Covestro MakrolonとSabic Lexanの各グレードは、それぞれ独自の乾燥手順を公開しています。PCはバレル滞留時間にも敏感です。高温での長時間の曝露は、熱劣化と変色を引き起こします。PCのMFRは、ASTM D1238またはISO 1133に従って300℃/1.2kgで測定されます。これは、より低い温度で測定されたPPまたはABSの値とは比較できません。.
その他のエンジニアリング樹脂および汎用樹脂
ナイロン(PA)、ポリアミド(アセタール)、ポリスチレン(PS)は、さらに幅広い範囲をカバーします。ナイロンは、耐摩耗性と荷重下での機械的強度が求められる用途に使用されます。吸湿性があり、乾燥が必要です。ポリアミドは、摩擦が少なく寸法精度が高いため、歯車や機械部品によく使用されます。ポリスチレンは、低コストで加工が容易なため、使い捨て製品や包装材に使用されます。難燃性に関する要件については、UL 94が標準規格です。V-0、V-1、V-2、HBの等級は、難燃性の低下を反映しており、樹脂ファミリー全体ではなく、グレードごとに異なります。.
用途に最適なペレットを決定する主要な変数
ペレットの選定は4つの変数によって決まります。材料を決定する前に、それぞれの変数を部品の設計意図と生産環境と照らし合わせて検討します。.
メルトフローレート(MFR) 溶融樹脂が金型に充填される方法を制御します。高MFR樹脂は流動性が高く、長い流路を持つ薄肉部品に適しています。低MFR樹脂は粘度が高く、流動距離よりも制御された充填と充填圧力が重要な厚肉部品に適しています。MFR値は、ASTM D1238またはISO 1133に従って同じ温度と荷重で測定された場合にのみ比較可能です。230℃/2.16kgのPPグレードと300℃/1.2kgのPCグレードでは、異なる試験条件が使用されます。異なる試験条件を使用した異種樹脂間のMFR比較は有効ではありません。これらの変数がどのように相互作用するかを理解することは、 射出成形プロセス 試運転前に、グレードの候補を絞り込むのに役立ちます。.
湿気に対する感受性 予備乾燥が必要かどうかは、水分量によって決まります。吸湿性樹脂(ABS、PC、ナイロン、PETなど)は空気中の水分を吸収します。成形時の残留水分は、ASTM D6869(プラスチック用カールフィッシャー滴定法)を用いて測定します。各グレードには、サプライヤーが指定する水分制限値があります。この制限値を超えると、バレル内で加水分解が起こり、表面欠陥が生じ、完成品の機械的特性が低下します。乾燥手順(乾燥機の種類、温度、時間、風量)は、樹脂ファミリー全体ではなく、サプライヤーが特定のグレードに対して指定する内容に合わせる必要があります。.
機械的および熱的要件 製造原価(MFR)やコスト比較を開始する前に、候補リストを絞り込んでください。主な試験方法には、引張強度(ASTM D638 / ISO 527)、耐衝撃性(ASTM D256 / ISO 180)、曲げ弾性率(ASTM D790 / ISO 178)、および熱変形温度(ISO 75 / ASTM D648)が含まれます。データシートの値は、管理された条件下での試験片の結果です。実際の荷重と形状における部品の性能は、部品試験によって検証する必要があります。.
規制および適用環境 要件には、動作温度、化学物質への曝露、紫外線安定性、および適合性に関する文書が含まれます。食品接触部品には、FDAの食品接触物質(FCS)通知または該当する樹脂タイプに関する21 CFRへの適合性を示す樹脂が必要です。医療用途では、通常、ISO 10993生体適合性に関する文書または同等の文書が必要です。紫外線に曝される屋外部品には、紫外線安定化グレードが必要であり、同じベース樹脂の任意のグレードではいけません。これらの要件は、他の選択基準よりも先に、候補リストを作成する基準となります。.
ペレットの品質が射出成形結果に及ぼす影響
ペレットの品質は、樹脂の選定と製造工程の設定によって決まります。適切な樹脂を使用しても、ペレットの品質にばらつきが生じると、機械や金型の問題のように見えることがあります。.
主要な品質パラメータは、粒度均一性、嵩密度の一貫性、微粉含有量、および使用時点での水分レベルです。粒度均一性はASTM D1921を使用して検証できます。嵩密度はASTM D1895で確認できます。微粉(目標サイズ以下の破片)は、完全なペレットよりも早く溶け、溶融物に局所的な温度変化を引き起こします。吸湿性樹脂の水分はASTM D6869を使用して測定できます。結果は、樹脂供給業者が公表している当該グレードの成形前水分制限値と比較する必要があります。.
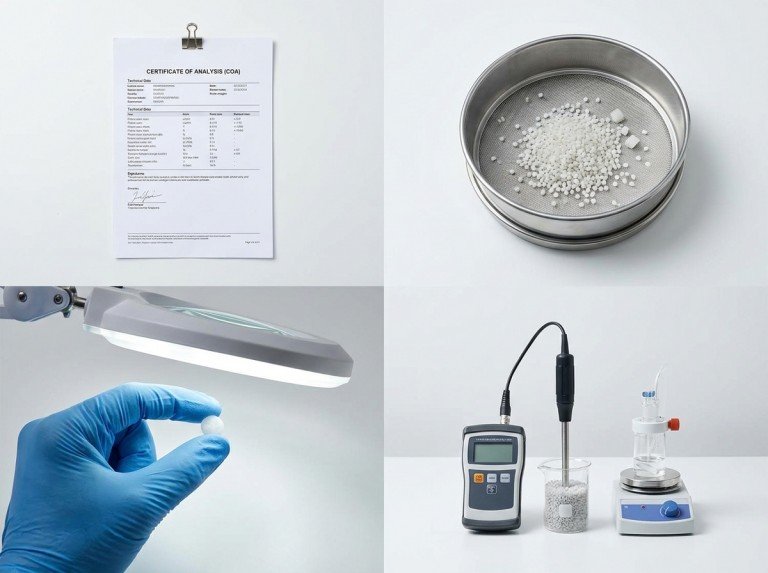
実用的な入荷品質チェックは、4つのステップから構成されます。.
- まず、製造時のMFRと水分量を示す、供給業者からのCOA(分析証明書)を確認してください。.
- 2つ目:目標とする粒径範囲に対してふるい分け分析を実施する。.
- 3つ目:微粒子、凝集物、色の均一性を目視で検査する。.
- 第4に、保管条件が不明な場合は、吸湿性樹脂についてはASTM D6869に従って水分を測定する。.
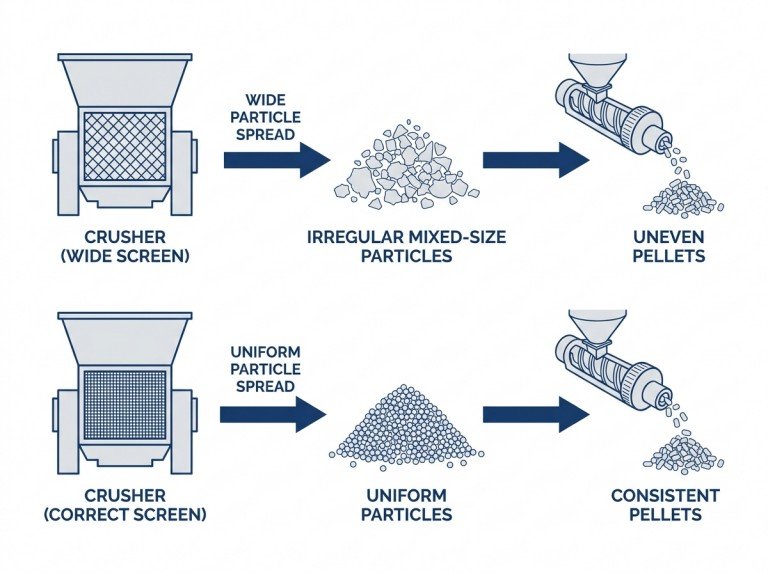
再生材の製造工程において、ペレットの品質は破砕機から始まります。. 粉砕機のスクリーン構成が入力材料の厚さと一致しない場合、出力には微細に近いものから大きな塊まで、幅広い粒径分布が含まれます。その後、ペレット化押出機には不均一な供給が行われます。微細な部分は、大きな塊が完全に溶融する前に溶融して劣化し始めます。結果として得られるペレットには、密度のばらつきと局所的な劣化箇所が生じます。これは、 プラスチックリサイクル用ペレット製造機 下流への出力が安定するように構成されています。.
この状態を確認するには、ASTM D1921 に従って破砕機の出力をふるい分け分析します。D10、D50、および D90 を計算します。D90/D10 比が狭い場合は、均一なサイズ縮小が行われていることを示します。広い場合は、スクリーン構成、供給速度、またはローター速度の不一致を示します。この段階で破砕機の構成を修正することで、射出成形パラメータを調整するよりも、下流工程での成形不良をより確実に解決できます。.
射出成形における再生ペレット:使用前に確認すべき事項
再生プラスチックペレットは、多くの用途において射出成形に適しています。適合性は、原料樹脂の種類、汚染レベル、加工履歴によって異なります。同じ樹脂ファミリーであっても、すべての再生ペレットが同じように機能するとは限りません。.
樹脂の識別 サプライヤーの文書または物理的なテストによって確認する必要があります — 当社のガイド プラスチックの種類を識別する方法 マーキングシステムと現場での識別方法について詳細に解説しています。ISO 11469 / ASTM D7611 システムは、プラスチック製品の標準化されたマーキング方式を提供します。既知の供給源からの産業廃棄物リサイクルペレットには、樹脂識別情報が必要です。樹脂の種類が未確認、または複数の樹脂が相溶化処理されずに混合された混合樹脂ストリームは、構造部品や外観が重要な部品への標準的な射出成形には適していません。特定の樹脂ペアを制御された相溶化処理で混合したものは別ケースであり、独自の検証が必要です。.
ロット全体にわたるレオロジー安定性 リサイクル材には影響しますが、バージン樹脂には影響しません。各加熱サイクルによってポリマー鎖の切断または架橋が起こり、MFRが元の仕様からずれます。単一の一貫した供給源からの産業廃棄物リサイクルペレットは、通常、安定したMFRを示します。消費者廃棄物ストリームは、ロット間のばらつきが大きくなります。入荷したリサイクルロットのMFRをASTM D1238 / ISO 1133に従って測定し、その供給源のベースラインと比較します。許容MFR範囲外のロットは、ドリフトの方向に応じて、ショートショット、バリ、または寸法のばらつきが発生するなど、金型への充填が異なります。.
添加物枯渇 もう一つの変数として、酸化防止剤、紫外線安定剤、加工潤滑剤が挙げられます。これらの添加剤は、最初の使用サイクル中だけでなく、リサイクル中にも劣化します。リサイクルPPペレットは、バージンPPと同じ基本樹脂構造を持つ場合がありますが、酸化防止効果は著しく低下します。これは、成形時の色安定性や部品の長期性能に影響を与えます。これらの特性が重要な場合は、リサイクルペレットの供給業者に添加剤パッケージの状態を確認するか、酸化誘導時間(OIT)試験で検証してください。.
再生材とバージン樹脂をブレンド 特性のばらつきを管理するための一般的な手法です。普遍的な混合比率はありません。適切な比率は、リサイクル材ロットのMFR(材料特性)のばらつき、部品の性能要件、材料の添加状況、および規制上の制約によって異なります。特定の組み合わせについて、試作成形と部品テストを通じて混合比率を確立してください。食品接触用途または医療用途の場合は、混合材を生産する前に、リサイクル材含有量に関する規制遵守文書を確認してください。.
このセクションでは、供給元が明示されている単一樹脂リサイクルペレットについて説明します。供給元が明示されていない混合使用済み廃棄物由来のペレットは、材料特性を十分に評価しない限り、射出成形に適しているとはみなすべきではありません。.
主要規格および試験方法リファレンス
射出成形における樹脂の選定、ペレットの品質検証、および部品の受入検査において、以下の規格が頻繁に用いられます。当社では、入荷材料の文書を精査し、ペレットの仕様を成形要件に合わせる際に、これらの規格を参照しています。.
| 財産 | ASTM法 | ISO相当 |
|---|---|---|
| メルトフローレート(MFR/MVR) | ASTM D1238 | ISO 1133 |
| 引張強度/伸び | ASTM D638 | ISO 527 |
| アイゾット衝撃耐性 | ASTM D256 | ISO 180 |
| 曲げ弾性率 | ASTM D790 | ISO 178 |
| 熱変形温度 | ASTM D648 | ISO 75 |
| ペレットサイズ分布 | ASTM D1921 | — |
| かさ密度/流動性 | ASTM D1895 | — |
| 水分含有量(カールフィッシャー法) | ASTM D6869 | — |
| 樹脂の識別/マーキング | ASTM D7611 | ISO 11469 |
| 難燃性 | UL 94 | IEC 60695-11-10 |
| 食品接触に関する法令遵守 | FDA 21 CFR(樹脂ごとの関連サブパート) | — |
これらは特性評価および検証規格であり、設計規格や部品性能規格ではありません。引張強度や衝撃強度に関するデータシートの値は、試験片の結果を反映したものです。実際の荷重および環境下での部品性能は、部品レベルの試験によって確認する必要があります。.
結論
射出成形用途に適したペレットの種類は、3つの変数によって決まります。1つ目は、部品の機械的要件と規制要件です。2つ目は、樹脂のメルトフローと加工範囲です。3つ目は、ペレットが機械に入る前の取り扱い条件、特に乾燥です。樹脂の選択によって性能範囲が決まります。プロセス設定と原材料の品質によって、その範囲に達するかどうかが決まります。成形前の検証(COAの確認、MFRチェック、水分測定、粒度分布)は、成形後の調整よりも確実に不良率を低減します。.
IPGでは、プラスチック破砕・ペレット化装置の設計・供給を行っています。つまり、ペレットの品質が決まる段階、すなわち成形機の上流工程に携わっているということです。産業廃棄物や消費者廃棄物由来のプラスチックを射出成形用原料に変換する工程では、ペレットの均一性は破砕段階での粒度制御に左右されます。破砕機のスクリーン構成が原料と合致しない場合、出力はD10~D90の広い粒度分布となります。ペレット化押出機には不均一な原料が供給され、そのばらつきがペレットに反映されます。 プラスチック粉砕機 ペレット化および後工程の成形に必要な狭い粒度範囲を実現するために、構成が特別に選択されています。粉砕機の出力物をASTM D1921ふるい分析によって確認されたスクリーン構成の修正は、成形機で問題を隠蔽するのではなく、根本原因に対処するものです。.
射出成形用のリサイクルペレットを製造していて、ロットごとに成形性能にばらつきが見られる場合は、ぜひご連絡ください。原料の種類、現在の破砕機とペレット製造機の構成、目標とするペレットの仕様をお知らせください。ばらつきがサイズ縮小段階で発生しているかどうか、またどのような機器調整で解決できるかを特定するお手伝いをいたします。.
よくあるご質問
汎用樹脂からエンジニアリング樹脂に切り替えるべきタイミングはいつですか?
きっかけとなるのは、一般的に汎用樹脂では埋められない性能ギャップです。汎用樹脂は、部品が長期間にわたって荷重を保持する必要がある場合、特定の化学物質に耐える必要がある場合、または80~90℃を超える温度で動作する必要がある場合に、性能の限界に達します。UL 94の難燃性評価やFDAの食品接触適合性といった規制要件も、エンジニアリング樹脂の選定を促します。エンジニアリング樹脂への切り替えは、特に乾燥工程において、より厳しいプロセス要件を伴うため、材料の最終決定を行う前に、機械の性能とセットアップ手順を確認する必要があります。.
成形部品に歪みが生じています。どこからトラブルシューティングを始めればよいでしょうか?
機械の設定をいじる前に、まず水分が原因ではないか確認してください。樹脂が供給元指定の水分限度まで乾燥されているか、また適切な乾燥機と保持時間を使用しているかを確認してください。COAまたはカールフィッシャー法による水分測定で水分が規格内であることが確認できた場合は、他の原因を探してください。水分以外の一般的な原因としては、揮発性汚染物質、バレル温度や滞留時間が高すぎることによる熱劣化、換気不足による空気の閉じ込め、ゲートでのせん断過熱などが挙げられます。根本原因を確認せずに射出速度や温度を調整しても、欠陥が解消されるどころか、別の場所に移動してしまうことがよくあります。.
ペレットのサイズが成形時のばらつきの原因になっているかどうかを知るにはどうすればよいですか?
入荷したロットに対してASTM D1921ふるい分け分析を実施し、規格範囲と比較してください。粒度分布が広い場合(微粉や大粒が著しく混入している場合)、それが原因である可能性が高いです。ふるい分け分析に合格してもばらつきが続く場合は、ペレットの品質に問題があると判断する前に、機械の供給速度、ホッパーの形状、バレル温度プロファイルなど、上流工程を調べてください。粒度分布のばらつきと工程のばらつきは症状が重複することがありますが、ふるい分け分析は両者を分離する最も迅速な方法です。.
再生樹脂とバージン樹脂を混合する方法は、どの時点で信頼性が低下するのでしょうか?
再生材のMFRがバージン材から大きく乖離した場合(通常、基準値から上下20~30%以上乖離した場合)、混合は信頼性が低下します。許容範囲は、部品の形状と用途における寸法公差によって異なります。MFRのばらつきが大きいほど、あるロットで有効だった混合比率が次のロットでも有効とは限りません。構造部品や厳しい公差が求められる部品については、供給業者からの一貫性を前提とするのではなく、確立された混合比率を採用する前に、再生材の各ロットの入荷MFRを測定してください。.
再生ペレットロットの場合、別途処理レシピが必要ですか?
ほとんどの場合、そうです。少なくとも新しい供給元からの最初の試作、または供給元変更後の試作ではそうです。産業廃棄物由来のリサイクル品は一般的に品質が安定していますが、熱履歴の違いにより、バッチ間で溶融粘度が変動する可能性があります。実際的なアプローチとしては、新しいロットごとに試作運転中にバレル温度、射出圧力、サイクルタイムを記録することです。これらの設定がバージン樹脂用に設定された範囲外の場合は、バージン樹脂の配合を別の材料に無理やり適用するのではなく、そのリサイクル供給元専用のベースラインを別途記録してください。.
1つの小切手しか処理できない場合、どの小切手が最も重要ですか?
ASTM D1238 / ISO 1133 に基づく MFR 測定は、単一の検査で最も実用的なシグナルを提供します。この測定では、材料の流動挙動が金型や機械の想定と一致するかどうかが把握でき、リサイクル品の場合は、目視検査では捉えられない熱履歴や劣化状況も反映されます。吸湿性樹脂の場合、ASTM D6869 による水分測定が2番目に重要です。ふるい分け分析と目視検査は、汚染と粒度分布をカバーしますが、これは、信頼できるサプライヤーからのリピート注文よりも、リサイクル品や出所が不明な材料の場合に重要になります。.