

Die Prozesswasseraufbereitung im Kunststoffrecycling umfasst jeden Wasserkreislauf einer Waschanlage, von der Förderung und der Sink-Schwimm-Trennung bis hin zur Heißwäsche und Spülung. Die Zusammensetzung der Anlage hängt stärker von der Herkunft des Ausgangsmaterials als vom Durchsatz ab. Industrieabfälle und Altpapierballen weisen unterschiedliche Verunreinigungen auf, daher variiert die Leistung einer Anlagensequenz je nach Materialart. Sieben, Ausgleichen, chemische Klärung, Schlammentwässerung und Polieren sind die gemeinsamen Bausteine. Die Reihenfolge dieser Schritte und das Auftreten von Flotation hängen vom Polymerstrom, der Waschchemie und dem Abflussweg ab.
Wo Waschwasser seine Ladung in einer Recyclinglinie aufnimmt
Das Waschwasser in einer Kunststoffrecyclinganlage wird stufenweise aufgenommen, wobei jede Schleife eine andere Zusammensetzung enthält, je nachdem, an welcher Stelle sich das Material in der Abfolge befindet. Förder- und Vorwaschwasser nehmen den Großteil des mit dem Ballen angelieferten Materials auf: Sand, Kies, Glas, Steine und lose organische Rückstände. Ein nach der Siebung nachgeschaltetes Schwimmbecken enthält in der Regel weniger Feststoffe, sammelt aber dennoch Etiketten, Feinanteile und die bei der Dichtetrennung freigesetzten organischen Stoffe an. Die Heißwäsche entfernt Laugen, gelöste organische Stoffe, Klebstoffe und Etikettenfasern. Das Spülwasser ist der sauberste Strom und reagiert am empfindlichsten auf die Stoffe, die in den vorherigen Schleifen transportiert werden.
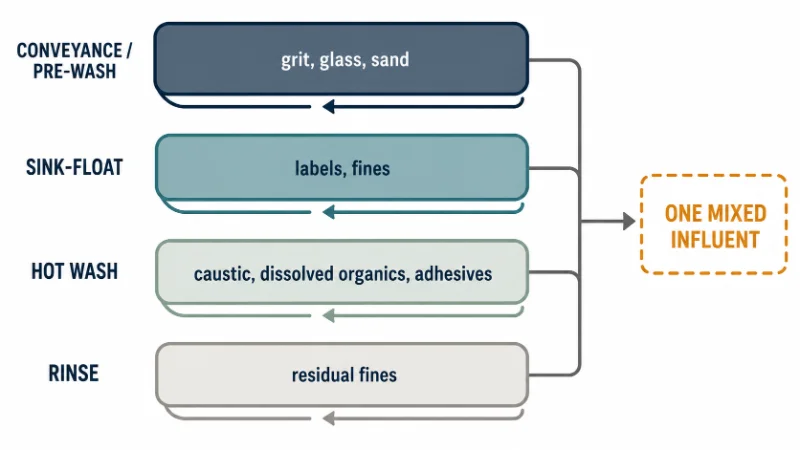
Die getrennten Wasserströme für Heißwasch- und Förderwasser sprechen gegen ein einziges Mischwasser. PPU Umwelttechnik, der deutsche Hersteller der ClearFox-Waschwassersysteme, veröffentlicht beispielhaft Daten für eine Kunststoffrecyclinganlage. Das Heißwaschwasser weist einen CSB-Wert von ca. 14.000 bis 15.000 mg/l und einen TSS-Wert von 6.000 bis 8.000 mg/l, einen pH-Wert von 13 bis 14 und eine Temperatur von ca. 90 °C auf. Der Förderwasserstrom hat einen CSB-Wert von ca. 3.000 bis 5.000 mg/l und einen TSS-Wert von 600 bis 800 mg/l bei einer Temperatur von 20 bis 25 °C. Diese Werte stammen von einem Anbieter und dienen nicht als Auslegungsgrundlage. Die Werte für jeden Standort müssen anhand eigener Proben ermittelt werden. Ein einziges Mischwasser entspricht keinem der beiden Ströme.
Kunststofffeinanteile werden bei den meisten Dimensionierungsberechnungen unterschätzt. Der Verband der Kunststoffrecycler (APR) behandelte dieses Thema in seiner September-2023-Ausgabe zu Mikroplastik im Kunststoffrecyclingprozess. Beim Mahlen entstehen laut dieser Ausgabe hauptsächlich Flocken im Bereich von 3 bis 16 mm, wobei ein kleiner Anteil unter 3 mm als Feinanteil gilt. Recyclingunternehmen filtern jeden Prozessschritt, um diesen Feinanteil aus dem internen Waschwasser zu entfernen. Die gleiche Ausgabe empfiehlt die regelmäßige Wartung der Mahlscheiben als wichtigste Maßnahme: Mahlscheiben sollten häufig geschärft oder ausgetauscht werden, um die Entstehung von Feinanteilen zu minimieren.
Keiner der beiden APR-Punkte bezieht sich auf die Wasseraufbereitung. Zusammengenommen machen sie den Zerkleinerer zu einem vorgelagerten Faktor in diesem Prozess. Eine abgenutzte Klinge reißt das Material ein, wo eine scharfe Klinge es schneiden würde. Dadurch steigt der Anteil an Feinanteilen, die schließlich als Schwebstoffe an die Oberfläche gelangen und abgeschöpft, entwässert und abtransportiert werden müssen. Diese Kette ist eine technische Schlussfolgerung aus den beiden APR-Punkten, keine gemessene Beziehung, und ihre Größenordnung muss für den jeweiligen Zustand von Polymer, Sieb und Klinge ermittelt werden. Sie ändert lediglich, worauf eine Anlage zuerst achtet. Ein Anstieg des Schlammvolumens ohne Änderung des Ausgangsmaterials ist ein Grund, die Anlage erneut zu überprüfen. Kunststoffzerkleinerer-Design, beginnend mit dem Messerplan, bevor die Presse vergrößert wird.
Bei Anlagen, die Altpapierballen durch eine Nassmühle führen, ist der Übertrag von Feinanteilen in den ersten Filter in der Regel der Teil des Kreislaufs, der nach einem Rohstoffwechsel am schnellsten erneut überprüft werden muss.
Die Behauptung eines geschlossenen Kreislaufs und was im Wasser verbleibt
Ein geschlossenes Waschwasserkreislaufsystem führt das aufbereitete Wasser in die Leitung zurück. Der Anteil des zurückgeführten Wassers entspricht dem, was die Waschchemikalien lösen, da die Feinheit der Filtration gelöste Feststoffe nicht erreicht. Siebe, Flotation und Filter entfernen suspendierte und schwimmfähige Stoffe. Gelöste Salze passieren alle diese Filteranlagen.
Eine Heißlauge-Wäsche erhöht den pH-Wert gezielt, und das austretende Wasser muss vor Wiederverwendung oder Einleitung wieder auf den ursprünglichen pH-Wert abgesenkt werden. Wird dies durch eine anorganische Säure neutralisiert, entsteht durch die Reaktion von Säure und Base ein Salz, das in Lösung bleibt. Bei jedem Spülgang wird die Lauge erneut hinzugefügt.
Die üblichen Abgänge sind wenige: Wasser, das mit dem Schlamm abfließt, Wasser, das verdunstet, Wasser, das über die Flocken geleitet wird, und eine gezielte Spülung. Diese Spülung erfolgt durch Abschlämmen. Bei einer Reinigungsanlage, die einen Reinheitsgrad für Lebensmittelkontaktprodukte erreichen soll, hängt die Menge des Abschlämmens sowohl von der verwendeten Reinigungschemikalie als auch vom Wasserpreis ab. Die Verwendung einer aggressiveren Lauge erfordert ein größeres Abschlämmen und die entsprechende Menge an Nachspeisewasser, die im selben Arbeitsgang zugeführt wird.
Die Leitfähigkeit ist der günstigste kontinuierliche Indikator für die Ionenanreicherung, beweist aber nicht, dass der Kreislauf geschlossen ist. Geschlossenheit bedeutet eine Wasserbilanz: Die Zufuhr muss der Verdunstung plus dem Flockenmitriss plus der Schlammfeuchtigkeit plus der Abschlämmung plus der Leckage entsprechen, und jeder einzelne Faktor muss gemessen werden. Die Umwälzrate liegt außerhalb dieser Bilanz, was man beachten sollte, wenn sie in einem Angebot genannt wird. Zufuhrwasser bringt seine eigene Ionenlast in diese Bilanz ein, daher verkürzt eine harte oder hochkonzentrierte Grundwasserquelle die Zeit, bis die Abschlämmung eingeleitet werden muss. An Standorten mit hartem Grundwasser, Wasseraufbereitungsanlagen Die Reinigungsleistung konkurriert direkt mit der Spülleistung um dasselbe Betriebsbudget. Dabei sammeln sich nicht nur Ionen an. Auch gelöster CSB, Tenside, Farbstoffe, Abbauprodukte von Klebstoffen und feine Kolloide reichern sich an, während die Leitfähigkeit im normalen Bereich liegt. Trübung, CSB und die Reinheit der Flakes selbst gehören in dasselbe Protokoll.
Wenn ein Wiederverwendungsziel auf der Rückgewinnungsquote eines Lieferanten basiert und keine Bilanzierung an der eigenen Produktionslinie erfolgt, hält der Kreislauf in den ersten Schichten in der Regel, bildet dann aber einen Film auf den gespülten Flocken. Die Korrektur erfordert eine Spülrate, die im ursprünglichen Wasserbudget nicht vorgesehen war.
Prozesswasseraufbereitung beim Kunststoffrecycling: Phasen und ihre Schwachstellen
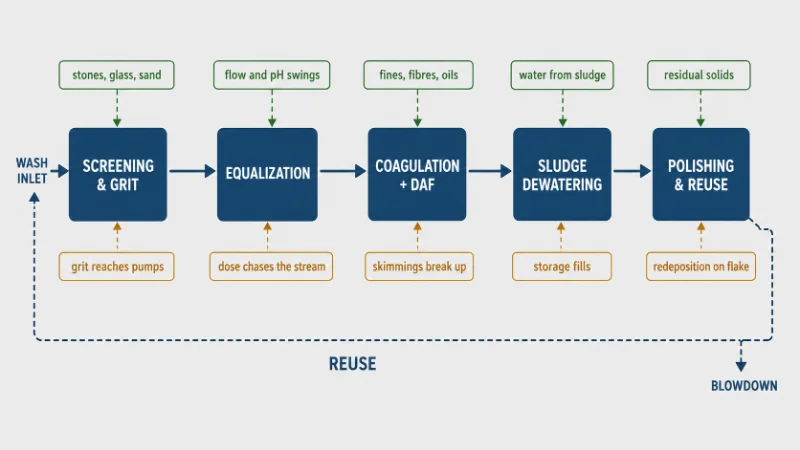
Die Aufbereitungsanlage einer Kunststoffrecyclinganlage basiert auf einem gemeinsamen Satz von Bausteinen. Welche Bausteine zum Einsatz kommen, hängt vom Polymerstrom, der Waschchemie, der gelösten Belastung sowie den Wiederverwendungs- und Entsorgungszielen ab. Flotation ist ein gängiger, aber nicht zwingend erforderlicher Schritt. Einige Anlagen klären stattdessen durch Koagulation und Sedimentation, andere trennen die Ströme in separate Behandlungsstufen oder schalten die Flotation in eine nachfolgende biologische Stufe. APR beschreibt den Kernprozess, der bei nordamerikanischen Recyclingunternehmen häufig angewendet wird, als pH-Wert-Korrektur, gefolgt von der Flotation mit gelöster Luft. Dabei verklumpt ein Flockungsmittel die Feststoffe, und Mikrobläschen transportieren sie zur Abschöpfung an die Oberfläche. Anschließend wird das abgeschöpfte Material in einer Zentrifuge oder Filterpresse aufgefangen, und die gepresste Flüssigkeit wird zum Beginn der Waschanlage zurückgeführt. Um diesen Kernprozess herum sind die ihn schützenden Stufen angeordnet.
- Sieben und Entfernen von Sand und Kies. Grobe Siebe und Absetzbecken entfernen Steine, Glas und Sand, bevor diese die Pumpe erreichen, und das Überspringen dieser Stoffe macht sich als Verschleiß des Laufrads bemerkbar, lange bevor es sich in einer Wasserqualitätsmessung niederschlägt.
- Ausgleich. Ein Puffertank gleicht die stündlichen Schwankungen bei Feststoffen, Ölen und pH-Wert aus, die durch Altballen entstehen. Ohne ihn wäre die Dosierung des Koagulans immer korrekt für einen bereits durchlaufenen Strom.
- Koagulation, Flockung und Flotation. Chemische Prozesse binden Feinstoffe, Fasern und emulgierte Öle zu Flocken, die durch Luftblasen angehoben werden. Dosierung, Luft-Feststoff-Verhältnis, hydraulische Belastung und Abschäumverfahren können diese Flocken destabilisieren; die verschiedenen Faktoren lassen sich mittels Jar-Test für ein bestimmtes Wasser bewerten.
- Schlammentwässerung. Eine Schneckenpresse, Filterpresse oder Zentrifuge presst das Wasser aus dem Abschöpfgut, damit die Feststoffe abtransportiert werden können, und die Kapazität dieser Stufe schließt den Kreislauf ab.
- Polieren und wiederverwenden. Filter, Ölabscheider und pH-Wert-Reduzierer bringen das Wasser wieder auf eine Qualität, die für den Spülvorgang geeignet ist. Der sauberste Schritt in der Produktionslinie setzt das Ziel, nicht der verschmutzteste.
Jeder Abschnitt dieser Liste behandelt Material, das als Feststoff abgetrennt werden kann. Flotation und Filtration entfernen suspendierte und schwimmfähige Stoffe sowie den mit ihnen koagulierten Anteil des chemischen Sauerstoffbedarfs (CSB), während gelöster CSB, Tenside und niedermolekulare organische Verbindungen größtenteils beide Verfahren überstehen. APR merkt an, dass bei kommunalen Kläranlagen, die eine Reduzierung des BSB fordern, der Aufbereiter eine biologische Stufe einsetzt: ein Bakterienbecken, das den BSB abbaut und keine Feststoffe entfernt. Stark verschmutztes Altmaterial nach einer Heißwäsche erfordert diese Stufe am ehesten, und ein Vorschlag, der bei einem solchen Abfallstrom nur die Flotation vorsieht, berücksichtigt dies nicht.
Die Temperatur verbindet zwei dieser Faktoren auf eine Weise, die in Datenblättern selten explizit beschrieben wird. Heißes Waschwasser verlässt die Flotationsstufe heiß, und die Gaslöslichkeit in Wasser sinkt mit steigender Temperatur. Eine Flotationsanlage arbeitet, indem sie Luft unter Druck in Lösung hält und diese in Form von Mikrobläschen freisetzt. Daher befindet sich bei einem heißeren Zulauf weniger Luft in Lösung im Sättigungsbehälter – bei gegebenem Sättigungsdruck und gegebener Rückführungsrate. Ob sich dies in einer geringeren Abscheideleistung niederschlägt, hängt von der Anlagenkonstruktion, dem Luft-Feststoff-Verhältnis und dem Verhalten der Koagulation ab. In jedem Fall übernimmt der Ausgleichsbehälter hier eine zweite Aufgabe. Üblicherweise dient er der Pufferung des Durchflusses; die Pufferung der Wärme bestimmt die Temperatur, der die Flotation ausgesetzt ist. Wie gut ein bestimmter Behälter dies leistet, hängt von Volumen, Mischungsverhältnis, Verweilzeit und der Abdeckung ab. Daher ist es sinnvoll, die Wärmebilanz für den jeweiligen Behälter zu berechnen.
Abflusswege für aufbereitetes Waschwasser
Der Einleitungsweg für aufbereitetes Waschwasser bestimmt, welcher Rechtsrahmen die Abnahmekriterien einer Anlage festlegt. Welcher Rahmen Anwendung findet, hängt vom jeweiligen Zuständigkeitsbereich und davon ab, ob das Wasser in die Kanalisation oder in ein Gewässer gelangt. Laut APR wird bei den in ihrem Bericht untersuchten nordamerikanischen Aufbereitungsanlagen das gesamte Abwasser in die Kanalisation eingeleitet und gelangt nicht direkt in ein offenes Gewässer. Diese Feststellung bezieht sich auf eine Region und eine Stichprobe von Anlagen. Andernorts betreiben Anlagen möglicherweise reine Wiederverwendungskreisläufe, transportieren Abwasser ab oder besitzen eine Genehmigung zur direkten Einleitung.
Für ein Werk, das Abwasser in eine kommunale Kläranlage in den Vereinigten Staaten einleitet, bestimmen zwei Bundesrahmenwerke, welche Grenzwerte beantragt werden müssen. Das National Pollutant Discharge Elimination System (NPDES) genehmigt punktuelle Einleitungen in Gewässer der Vereinigten Staaten. Dieser Abwasserstrom fällt hingegen unter die Allgemeinen Vorbehandlungsvorschriften (General Pretreatment Regulations) gemäß 40 CFR Part 403. Diese Vorschriften gelten für nicht-häusliche Einleiter in kommunale Kläranlagen und ihre nationalen Verbote gelten unabhängig davon, ob das Werk über eine lokale Genehmigung verfügt. Entscheidend ist das für diesen Abwasserstrom geltende Rahmenwerk, nicht die gesamte Genehmigungsakte des Werks. Diese kann weiterhin eine lokale Industriegenehmigung und eine NPDES-Abdeckung für Regenwasser enthalten.
Eine Bestimmung in Teil 403 betrifft direkt eine Heißwasserleitung, die mit den für eine Laugenbehandlung erforderlichen Temperaturen von etwa 90 °C betrieben wird. Die Wärme darf nicht in Mengen abgeleitet werden, die die biologische Aktivität im Werk hemmen, und in keinem Fall darf die Temperatur in der Kläranlage ohne Genehmigung 40 °C (104 °F) überschreiten. Das Kriterium gilt für die Kläranlage, nicht für den Auslauf des Recyclingbetriebs. Dies bedeutet jedoch nicht, dass ein Heißwasserzulauf den Vorschriften entspricht: Die Abwasserbehörde legt den Grenzwert für den Auslaufpunkt der Anlage fest; dieser kann niedriger sein, und sie kann einen Temperaturschock separat verbieten.
Die örtlichen Grenzwerte variieren je nach zuständiger Behörde und Kapazität der aufnehmenden Anlage. Die für einen Standort geltenden Werte werden daher von der zuständigen Abwasserbehörde vor Ort ermittelt. Prüfen Sie den Einleitungsweg, besorgen Sie sich den Grenzwertplan und dimensionieren Sie die Anlage entsprechend. Ein Wiederverwendungskreislauf und ein Einleitungskreislauf erfüllen unterschiedliche Anforderungen.
Welche Waschwasservariablen sollten zuerst bestätigt werden?
Zwei Variablen bestimmen die Form des Wasserkreislaufs für das Kunststoffrecycling, noch bevor die Anlagen ausgewählt werden: die Herkunft des Rohmaterials und der Abflussweg. Beide haben Priorität, da die Anlage sie später nicht mehr rückgängig machen kann. Ein Filter kann hinzugefügt, die Dosierung angepasst oder eine Presse vergrößert werden. Der Rohmaterialvertrag und der Abwasseranschluss werden an anderer Stelle geregelt, und alle nachfolgenden Schritte ergeben sich daraus.
Die Herkunft des Ausgangsmaterials bestimmt die Art der Verunreinigungen, und diese wiederum entscheidet darüber, ob ein bestimmter Prozess überhaupt durchgeführt werden kann. Industrielle Abfälle aus Formereien enthalten Staub und Trennmittel, während formstabile Ballen aus dem Endverbraucherbereich Lebensmittelreste, Klebstoffe und den vorherigen Inhalt des Behälters enthalten. Bei Agrarfolien kommt Erde in Mengen an, die die Aufbereitung mit Splitt von einer bloßen Formalität zum größten Bauprojekt vor Ort machen. Der Durchsatz beeinflusst die Größe des Tanks. Die Herkunft bestimmt, welche Tanks vorhanden sind.
Der Entladepfad legt die Akzeptanzkriterien fest, die der Zug erfüllen muss, und die empfangende Behörde entscheidet darüber. Eine Dimensionierung vor dieser Entscheidung führt zum falschen Ziel.
| Rohstoffe | Last, die den Regelkreis dominiert | Wahrscheinliche Entlassungsposition | Probieren Sie dies zuerst |
|---|---|---|---|
| Postindustrielle Abfälle, aus einer einzigen Quelle, trocken | Staub, Trennmittel, gelegentlich Öl | Oft wenig oder kein Ausfluss | Das Material, nicht das Wasser |
| Post-Consumer-Hartplastik (HDPE, PP, gemischt) | Lebensmittelreste, Klebstoffe, Etikettenfasern, Sand | Abwasserkanal, innerhalb der örtlichen Grenzen | Reibungswaschausfluss |
| Post-Consumer- und Agrarfilm | Boden, Sand und Pflanzenmaterial in großen Mengen | Abwasserkanal, wobei das Schlammvolumen die erste zu prüfende Einschränkung darstellt. | Vorwaschen |
| PET-Flasche-zu-Flasche | Ätzende Rückstände, Klebstoff, gelöste organische Stoffe, Hitze | Abwasserkanal, wobei Temperatur und pH-Wert die ersten zu prüfenden Einschränkungen darstellen. | Heißwäscheabfluss |
Die erste Zeile spricht gegen den Verkauf, und das sollte klar formuliert werden. Saubere, getrennt gesammelte Produktionsabfälle eines bekannten Formgebungsunternehmens eignen sich oft für die Trockenzerkleinerung und die direkte Wiederaufbereitung, ohne Waschanlage und somit ohne Wasserkreislauf. Kunststoffgranulatormaschine, Ein Metalldetektor und die Trockenhandhabung sind ausreichend, vorausgesetzt, Kontamination, Polymeridentität, Produktanforderungen und thermische Vorgeschichte wurden zuvor überprüft. Die Investitionskosten für die Wasseraufbereitung amortisieren sich, wenn Kontaminationen auftreten, die sich nicht mechanisch entfernen lassen. Der aussagekräftige Test besteht dann darin, ob das Material hinsichtlich der Reinheit oder anderer Kriterien versagt.
Dieser Artikel klärt weder die Größe der Flotationsanlage noch das zugehörige Dosierprogramm. Beide Angaben basieren auf einer Laboranalyse des anlageneigenen Abwassers; alle Werte, die vor der Analyse dieser Probe genannt wurden, sind daher nur Platzhalter.
Wo Sie mit Ihrem Wasserkreislauf beginnen sollten
Die Prozesswasseraufbereitung beim Kunststoffrecycling hängt von zwei Faktoren ab, die ein Betrieb innerhalb einer Woche ermitteln kann: der Zusammensetzung des Ausgangsmaterials und dem Ziel der Wasseraufbereitung. Alle weiteren Angaben im Angebot, von der Flotationsmenge bis zum Pressenmodell, basieren auf diesen beiden Faktoren. Wie weit der Prozess nach der Flotation noch laufen muss, hängt davon ab, wie viel des Ausgangsmaterials gelöst ankommt.
Wenn ein Kreislauf nicht anhand einer Stichprobe, sondern anhand einer Ausrüstungsliste geprüft wird, sind die Folgen selten gravierend. Das System erreicht zwar die angegebenen Abscheidegrade, die Flocken erfüllen aber dennoch nicht die Reinheitsanforderungen, da diese Werte auf einem nicht gemessenen Zulauf basieren. Bei IPG arbeiten wir am anderen Ende desselben Kreislaufs. Bevor wir ein Angebot für die Zerkleinerung abgeben, überprüfen wir das Flocken- und Feinpartikelprofil, das eine Anlage erzeugt, da dieses Profil das des Wassersystems prägt.
Bevor Sie ein Angebot für eine Wasseraufbereitungsanlage anfordern, stellen Sie bitte Folgendes zusammen. Jeder Posten beeinflusst eine Zahl im Angebot.
- Herkunft und Qualität des Rohmaterials sowie die Bandbreite, die innerhalb eines normalen Monats auftritt.
- Durchsatz pro Stunde und Schichten pro Tag, da die Schleife dem täglichen Volumen folgt.
- Waschkonfiguration: Anzahl der Waschstufen, Heißwäsche oder nicht, gegebenenfalls Konzentrationsbereich der Lauge.
- Wasserproben aus der am stärksten verschmutzten Waschstufe, dem Spülgang und dem Heißwaschablauf.
- Abflussweg sowie der schriftliche Grenzwertplan der Abwasserbehörde.
- Entsorgungsroute für Klärschlamm, verfügbare Abholfrequenz am Standort und Kosten pro Tonne.
- Verfügbare Fläche, drinnen oder draußen, und ob der Kreislauf in einem Container untergebracht werden muss.
- Vorhandene Zerkleinerungsanlagen, Siebgröße und der verwendete Messerabstand.
- Bezugsquelle und Preis für Schminkwasser.

Die letzten beiden Punkte müssen wir noch klären, und es ist günstiger, sie vor dem Bau der Schleife zu regeln. Hersteller von Industrieausrüstung Durch die Bearbeitung der Zerkleinerungs- und Pelletierungsphasen einer Recyclinganlage können wir ermitteln, welches Feinkornprofil ein bestimmtes Ausgangsmaterial sowie ein vorgegebenes Sieb- und Schaufelprogramm für das Wassersystem ergibt. Die restliche Liste der zu erbringenden Leistungen wird demjenigen überlassen, der das Angebot für die Aufbereitungsanlage erstellt.
FAQ
Reichen Absetzbecken aus, oder benötigt die Leitung eine Schwimmvorrichtung?
Sedimentation und Flotation entfernen unterschiedliche Fraktionen desselben Waschwassers. Ein Labortest mit einer realen Probe entscheidet, welches Verfahren für eine Anlage erforderlich ist. Sand, Glas und Grobstoffe setzen sich in einer Grube ab. Fasern, Feinstoffe, emulgiertes Öl und Waschmittelreste bleiben meist zurück und werden in einem Kreislauf immer wieder abgelagert. Sedimentiert man ein Gefäß, lässt man ein anderes aufschwimmen und misst den gelösten CSB im Überstand, lässt sich feststellen, wie viel von der Ladung durch keines der beiden Verfahren erfasst wird. Anlagen, die mit Restmüllmaterial mit geringem Feinstoffanteil arbeiten, beenden die Reinigung manchmal nach Sedimentation und Filtration. Anlagen für Altmüllmaterial tun dies selten.
Kann eine Kunststoffrecyclinganlage tatsächlich abwasserfrei arbeiten?
Eine abwasserfreie Produktion ist nur in bestimmten Anlagenkonfigurationen möglich und verlagert die Schadstoffbelastung. Schwebstoffe werden als Schlamm abgeleitet, gelöste Salze und schwer abbaubare organische Stoffe hingegen nicht. Durch die Entfernung des Spülwassers gelangen diese Stoffe in ein Konzentrat und werden anschließend verdampft oder kristallisiert, was mit Ablagerungen, Energieaufwand und der Entsorgung der Feststoffe einhergeht. Hohe Wassernutzungshäufigkeit, ein geschlossener Kreislauf und eine echte abwasserfreie Produktion sind drei unterschiedliche Konzepte, die von Anbietern oft synonym verwendet werden. Überprüfen Sie die Salzbilanz, das Konzentratvolumen und dessen Energiebedarf sowie die Entsorgung der zurückgewonnenen Feststoffe.
Warum ist gewaschenes Flockenpulver nach einer Modernisierung des Wassersystems schmutziger?
Die erneute Ablagerung nach einer Modernisierung ist üblicherweise auf die Art der Verrohrung der Kreisläufe zurückzuführen. Wenn die Spülstufe Wasser aus einem Tank bezieht, der auch Vorwaschrücklauf oder Pressfiltrat aufnimmt, wäscht das Spülwasser Flocken mit der zuvor entfernten Belastung. Die Trennung eines Schmutzwasserkreislaufs von einem Reinwasserkreislauf und die Verwendung von Polierwasser für den letzten Materialkontakt reduzieren die erneute Ablagerung stärker als ein größerer Filter. Zur Diagnose dient eine Wasserbilanzzeichnung, die alle Rücklaufleitungen, einschließlich des Filtrats aus der Schlammpresse, aufzeigt.
Wann wird die Schlammbehandlung zum limitierenden Faktor?
Schlamm wird zum Engpass, sobald der Entsorgungsplan die maximale Produktionsdauer bestimmt. Die Berechnung ist unerbittlich. Die Menge des Nasskuchens ergibt sich aus der Menge der entfernten Trockensubstanz geteilt durch den Feststoffanteil im Kuchen. Das bedeutet, dass die gleiche Trockenladung das 50-fache des Transportgewichts erreicht, wenn die Presse nur 20 % statt 30 % Kuchen liefert. Warnzeichen treten frühzeitig auf: längere Wartezeiten zwischen den Pressvorgängen, Entwässerung in der zweiten Schicht und ein Lager, das sich über eine Woche nicht leert. Rohstoffwechsel sind häufiger Auslöser als alternde Anlagen, da ein stärker verschmutzter Ballen die Menge der entfernten Feststoffe pro verarbeiteter Tonne erhöht, während die Presskapazität gleich bleibt.