

Le traitement des eaux de process dans le recyclage du plastique englobe chaque boucle d'eau d'une ligne de lavage, depuis le transport et la séparation par flottation jusqu'au lavage à chaud et au rinçage. La composition de la ligne dépend davantage de l'origine des matières premières que du débit. Les déchets post-industriels et les balles post-consommation contiennent des contaminants différents ; une même séquence d'équipements doit donc être adaptée à chacun. Le tamisage, l'homogénéisation, la clarification chimique, la déshydratation des boues et le polissage constituent les étapes communes. Leur ordre d'exécution, et la présence même de la flottation, dépendent du flux de polymères, de la chimie de lavage et du trajet de rejet.
Là où l'eau de lavage récupère sa charge dans une ligne de recyclage
Dans une chaîne de recyclage du plastique, l'eau de lavage se charge par étapes, chaque boucle transportant un mélange différent selon la position du matériau dans la séquence. L'eau de transport et de prélavage élimine la majeure partie des éléments présents dans la balle : sable, gravier, verre, pierres et résidus organiques. Un bassin de décantation en aval du tamisage efficace contient généralement une charge de matières solides brutes plus faible, bien qu'il accumule encore des étiquettes, des fines et les matières organiques libérées par la séparation par densité. Un lavage à chaud élimine la soude caustique, les matières organiques dissoutes, les adhésifs et les fibres d'étiquettes. L'eau de rinçage est le flux le plus propre et le plus sensible aux éléments transportés par les boucles précédentes.
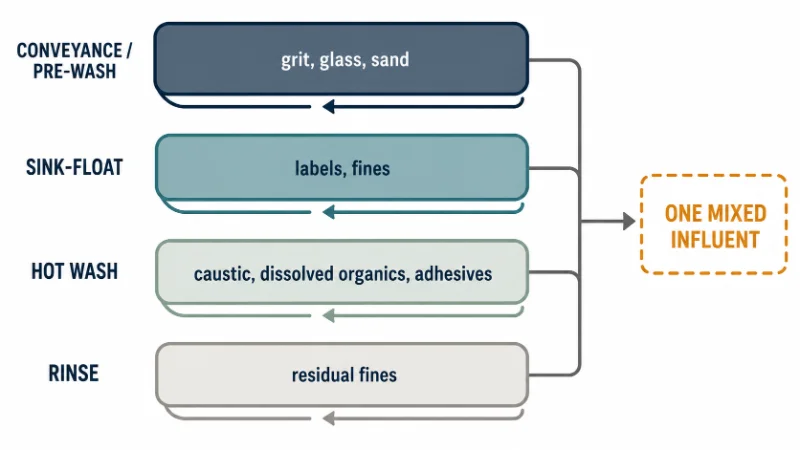
Les eaux de lavage à chaud et de transport présentent des caractéristiques suffisamment différentes pour exclure l'utilisation d'un seul effluent mixte. PPU Umwelttechnik, le fabricant allemand des systèmes de lavage ClearFox, publie des données illustratives pour une usine de recyclage de plastique. Son eau de lavage à chaud affiche une DCO d'environ 14 000 à 15 000 mg/l et des MES de 6 000 à 8 000 mg/l, un pH de 13 à 14 et une température d'environ 90 °C. Son flux de transport affiche une DCO d'environ 3 000 à 5 000 mg/l et des MES de 600 à 800 mg/l à une température de 20 à 25 °C. Ces valeurs sont données à titre d'exemple par un fournisseur et ne constituent pas une base de conception. Les résultats de chaque site doivent être obtenus à partir de ses propres échantillons. Un effluent mixte ne correspond à aucune de ces valeurs.
Les fines de plastique sont la charge la plus souvent sous-estimée lors des calculs de dimensionnement. L'Association des recycleurs de plastique (APR) les a abordées dans sa note d'information de septembre 2023 sur les microplastiques dans le processus de recyclage du plastique. Le broyage produit principalement des paillettes de 3 à 16 mm, indique la note, une fraction inférieure à 3 mm étant classée comme fine. Les recycleurs filtrent chaque étape du processus pour éliminer ces fines de l'eau de lavage interne. Cette même note d'information souligne l'importance de l'entretien des lames parmi ses bonnes pratiques : affûter ou remplacer fréquemment les lames des broyeurs, notamment pour réduire la production de fines.
Aucun de ces points de l'APR ne concerne le traitement de l'eau. Pris ensemble, ils font du broyeur un élément en amont du processus. Une lame usée déchire le matériau là où une lame affûtée le coupe ; la fraction de fines augmente et ces fines atteignent la zone de flottation sous forme de matières en suspension qui doivent être flottées, écrémées, déshydratées et transportées. Cette chaîne est une déduction technique tirée des deux points de l'APR, et non une relation mesurée. Son ampleur doit être établie en fonction du polymère, du tamis et de l'état de la lame utilisés. Ce que cela modifie, c'est le premier élément que la station d'épuration examine. Une augmentation du volume de boues sans modification de la matière première est une raison de réexaminer le problème. conception de broyeur de plastique, en commençant par le planning des couteaux, avant d'agrandir la presse.
Sur les lignes de traitement de balles post-consommation passant dans un broyeur humide, l'entraînement de fines dans le premier filtre est généralement la partie du circuit qui nécessite un nouveau contrôle le plus rapidement après un changement de matière première.
L’affirmation selon laquelle le système est en circuit fermé et ce qui reste dans l’eau
Un système de lavage en circuit fermé renvoie l'eau traitée dans la conduite. La fraction renvoyée correspond à celle dissoute par les produits chimiques de lavage, car la finesse de filtration n'atteint jamais les solides dissous. Les tamis, la flottation et les filtres agissent sur les matières en suspension et flottantes. Les sels dissous traversent chacun de ces procédés.
Un lavage caustique à chaud augmente volontairement le pH, et l'eau qui en sort doit retrouver un pH plus bas avant d'être réutilisée ou rejetée. Lorsqu'un acide inorganique effectue cette neutralisation, l'acide et la base forment un sel qui reste en solution. Chaque passage répète cette addition.
Les sorties de routine sont peu nombreuses : l’eau est évacuée avec les boues, elle s’évapore, elle est entraînée sur les particules et une purge délibérée est effectuée. Cette purge est appelée « soufflage ». Sur une ligne de lavage visant un niveau de propreté pour le contact alimentaire, son volume dépend autant de la chimie du lavage que du prix de l’eau. Un lavage caustique plus agressif implique un soufflage plus important, ainsi que le volume d’eau d’appoint nécessaire.
La conductivité est l'indicateur continu le plus économique de cette accumulation ionique, mais elle ne prouve pas que le circuit est fermé. La fermeture repose sur un bilan hydrique : l'appoint d'eau doit être égal à l'évaporation, à l'entraînement des particules, à l'humidité des boues, à la purge et aux fuites. Chaque paramètre doit être mesuré. Le débit de circulation n'entre pas dans cet équilibre ; il est donc important de s'en souvenir lorsqu'il est mentionné en premier dans un devis. L'eau d'appoint apporte sa propre charge ionique, ce qui réduit le temps de parcours avant que la purge ne soit nécessaire. Sur les sites puisant dans une nappe phréatique dure, équipement de traitement de l'eau Le volume de la ligne de maquillage est en concurrence directe avec le volume de purge pour un même budget de fonctionnement. De plus, les ions ne sont pas les seuls éléments à s'accumuler. La DCO dissoute, les tensioactifs, les colorants, les produits de dégradation des adhésifs et les colloïdes fins s'accumulent également, tandis que la conductivité reste dans sa plage normale. La turbidité, la DCO et la propreté des paillettes doivent être consignées dans le même registre.
Lorsque l'objectif de réutilisation est basé sur le pourcentage de récupération d'un fournisseur et qu'aucun bilan n'est effectué sur la ligne de production de l'usine, le système fonctionne généralement correctement pendant les premiers quarts de travail, puis laisse un film sur les flocons rincés. La correction consiste à compenser le débit de purge initialement prévu par le budget d'eau.
Traitement des eaux de process dans le recyclage du plastique : étapes et points de défaillance
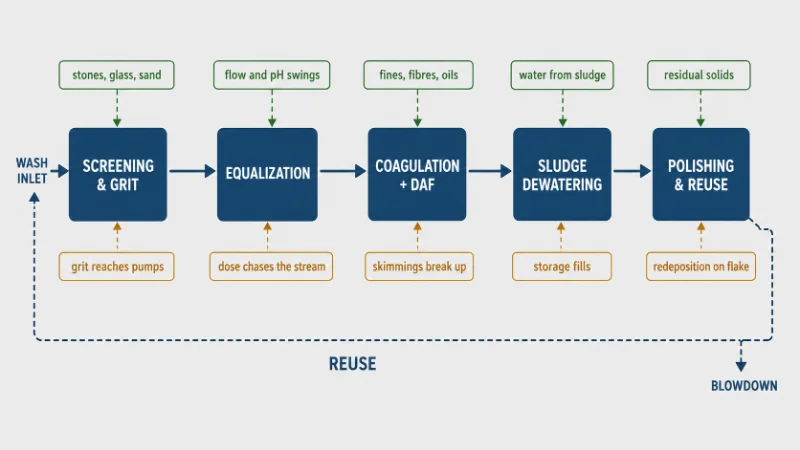
La chaîne de traitement d'une ligne de lavage pour le recyclage des plastiques repose sur un ensemble d'étapes communes. Le choix de ces étapes dépend du flux de polymères, de la chimie du lavage, de la charge dissoute et des objectifs de réutilisation et de rejet. La flottation est une étape courante, mais non obligatoire. Certaines lignes privilégient la clarification par coagulation et décantation, tandis que d'autres séparent les flux en traitements distincts ou intègrent une étape biologique en aval de la flottation. APR décrit le processus de base, récurrent chez les recycleurs nord-américains, comme suit : correction du pH, puis flottation à l'air dissous. Dans ce processus, un floculant agglomère les solides et des microbulles les font flotter pour l'écumage. Une centrifugeuse ou un filtre-presse traite ensuite les écrémés, et le liquide pressé retourne au début du lavage. Autour de ce processus de base se trouvent les étapes qui le protègent.
- Tamisage et élimination des sables. Les grilles à gros trous et les bassins de décantation retiennent les pierres, le verre et le sable avant qu'ils n'atteignent une pompe, et leur oubli se traduit par une usure de la turbine bien avant d'apparaître dans un indicateur de qualité de l'eau.
- Égalisation. Un réservoir tampon lisse les variations horaires des matières solides, des huiles et du pH que produisent les balles post-consommation ; sans lui, la dose de coagulant est toujours correcte pour un flux déjà passé.
- Coagulation, floculation et flottation. La chimie lie les particules fines, les fibres et les huiles émulsionnées en flocs que les bulles d'air soulèvent. La dose, le rapport air/solides, la charge hydraulique et la technique d'écrémage peuvent chacun déstabiliser ce floc ; des tests en jarre permettent de les classer pour une eau donnée.
- Déshydratation des boues. Une presse à vis, une presse à filtre ou une centrifugeuse extrait l'eau des écrémages afin que les solides puissent être transportés, et la capacité de cette étape boucle discrètement le cycle.
- Polissage et réutilisation. Les filtres, les écumeurs d'huile et les correcteurs de pH permettent de ramener l'eau à un niveau de qualité acceptable pour l'étape de rinçage. C'est l'étape la plus propre de la chaîne qui définit cet objectif, et non la plus sale.
Chaque étape de cette liste agit sur des matières séparables à l'état solide. La flottation et la filtration éliminent les matières en suspension et flottantes, ainsi que la fraction de DCO qui s'y coagule, tandis que la DCO dissoute, les tensioactifs et les composés organiques de faible masse moléculaire y résistent en grande partie. APR souligne que lorsque la station d'épuration municipale exige une réduction de la DBO, l'unité de recyclage ajoute une étape biologique : un bassin de bactéries qui consomme la DBO sans retenir de matières solides. Les déchets post-consommation fortement souillés par un lavage à chaud sont le cas le plus susceptible d'en nécessiter une, et une proposition se limitant à la flottation pour un tel flux ne prend pas en compte cette problématique.
La température lie deux de ces éléments d'une manière rarement explicitée dans les fiches techniques. L'eau de lavage chaude sort de son étage chaude, et la solubilité des gaz dans l'eau diminue lorsque la température augmente. Une unité de flottation fonctionne en maintenant l'air en solution sous pression et en le libérant sous forme de microbulles. Ainsi, à pression de saturation et taux de recyclage donnés, un effluent plus chaud laisse moins d'air en solution dans le saturateur. L'impact sur l'élimination dépend de la conception de l'unité, de son rapport air/solides et de la réaction de coagulation. Quoi qu'il en soit, le bassin d'égalisation joue un second rôle. Il sert généralement à réguler le débit ; sa capacité à réguler la chaleur détermine la température à laquelle la flottation est soumise. L'efficacité d'un bassin à ce niveau dépend de son volume, du rapport de mélange, du temps de séjour et de sa couverture. Il est donc important d'effectuer un bilan thermique pour le bassin concerné.
Voies d'évacuation des eaux de lavage traitées
Le mode de rejet des eaux de lavage traitées détermine le cadre réglementaire applicable aux critères d'acceptation d'une station d'épuration. Ce cadre dépend de la juridiction et du lieu de rejet : réseau d'égouts ou cours d'eau. Parmi les stations de recyclage nord-américaines étudiées dans son rapport, l'APR indique que tous les rejets finaux sont acheminés vers le réseau d'égouts et qu'aucun n'atteint directement une source d'eau libre. Ce constat ne concerne qu'une région et un échantillon de stations. Ailleurs, les stations peuvent exploiter des circuits de réutilisation uniquement, transporter les eaux usées hors site ou détenir un permis de rejet direct.
Pour une usine rejetant des effluents dans une station d'épuration municipale aux États-Unis, deux cadres réglementaires fédéraux déterminent le barème de limites à demander. Le Système national d'élimination des rejets de polluants (NPDES) autorise les rejets ponctuels dans les eaux des États-Unis. Ce flux relève quant à lui de la réglementation générale sur le prétraitement (40 CFR, partie 403), qui couvre les rejets non domestiques dans une station d'épuration publique et dont les interdictions nationales s'appliquent, que l'usine détienne ou non une autorisation locale. Ce qui change, c'est le cadre réglementaire applicable à ce flux, et non l'ensemble du dossier d'autorisation de l'usine, qui peut toujours inclure une autorisation locale d'utilisateur industriel et une couverture NPDES pour les eaux pluviales.
Une interdiction de la partie 403 concerne directement une conduite de lavage à chaud fonctionnant à une température de l'ordre de 90 °C, nécessaire à une étape de traitement caustique. La chaleur ne doit pas être rejetée en quantités susceptibles d'inhiber l'activité biologique de l'usine, et en aucun cas de manière à ce que la température à la station d'épuration dépasse 40 °C (104 °F) sans autorisation. Ce critère s'applique à la station d'épuration, et non au point de rejet du recycleur, ce qui ne rend pas un rejet à chaud conforme : l'autorité compétente en matière d'assainissement fixe la limite applicable au point de rejet de l'usine, laquelle peut être inférieure, et elle peut interdire séparément les chocs thermiques.
Les limites locales varient selon l'autorité compétente et la capacité de l'ouvrage de réception ; les valeurs applicables à un site donné proviennent donc du service d'assainissement local. Il convient de vérifier le cheminement des rejets, de consulter le tableau des limites, puis de dimensionner en conséquence. Une boucle de réutilisation et une boucle de rejet répondent à des objectifs différents.
Quelles variables de l'eau de lavage vérifier en premier ?
Deux variables déterminent la configuration d'un circuit de recyclage des eaux plastiques avant même le choix des équipements : la provenance des matières premières et le chemin de rejet. Ces deux variables sont primordiales car l'usine ne peut plus les modifier. Il est possible d'ajouter un filtre, d'ajuster un dosage ou d'augmenter la taille de la presse. Le contrat d'approvisionnement et le raccordement au réseau d'égouts sont définis séparément, et tous les paramètres en aval en découlent.
L'origine des matières premières détermine le type de contaminants, et ce type détermine l'applicabilité d'un procédé donné. Les déchets post-industriels provenant d'une fonderie contiennent de la poussière et des agents de démoulage, tandis que les balles rigides post-consommation contiennent des résidus alimentaires, des adhésifs et tout autre contenu de l'emballage. Sur les films agricoles, la terre arrive en quantités telles que l'étape de gravillonnage devient le plus important chantier du site. Le débit influe sur la taille des cuves. L'origine détermine quelles cuves sont disponibles.
Le chemin de déchargement définit les critères d'acceptation que le train doit respecter, et c'est l'autorité destinataire qui tranche. Dimensionner le train avant d'avoir reçu cette réponse revient à viser la mauvaise cible.
| Matières premières | Charge qui domine la boucle | Position probable de décharge | Essayez ceci en premier |
|---|---|---|---|
| Déchets post-industriels, source unique, secs | Poussière, agent de démoulage, huile occasionnelle | Souvent peu ou pas d'écoulement | Le matériau, pas l'eau |
| Plastiques rigides post-consommation (PEHD, PP, mixtes) | Résidus alimentaires, adhésifs, fibres d'étiquettes, gravier | Égouts, sous les limites locales | Décharge par lavage par friction |
| Films post-consommation et agricoles | Terre, sable et matières végétales en vrac | Égout, le volume de boues étant la première contrainte à vérifier | Décharge de prélavage |
| Bouteille PET à bouteille | Rémanence de produits caustiques, colle, matières organiques dissoutes, chaleur | Égouts, la température et le pH étant les premières contraintes à vérifier | Décharge de lavage à chaud |
Le premier argument s'oppose à la vente et il convient de le formuler clairement. Les déchets post-industriels propres et triés provenant d'un mouleur connu se prêtent souvent à la réduction de taille à sec et au retraitement direct, sans ligne de lavage et donc sans circuit d'eau. machine à granuler le plastique, Un détecteur de métaux et des procédés de manutention à sec suffisent, à condition que la contamination, l'identité du polymère, les exigences du produit et l'historique thermique aient été préalablement vérifiés. Le traitement de l'eau se justifie par son coût d'investissement lorsque des contaminants que la séparation mécanique ne peut éliminer apparaissent ; le véritable critère est alors de déterminer si le matériau présente un défaut de propreté ou un autre problème.
Cet article ne précise ni la taille de l'unité de flottation ni le programme de dosage qui la gère. Ces deux éléments sont basés sur une analyse en laboratoire des effluents de la station d'épuration ; toute valeur avancée avant l'obtention de cet échantillon est donc indicative.
Par où commencer votre circuit d'eau
Le traitement des eaux de process dans le recyclage du plastique repose sur deux éléments qu'une usine peut obtenir en une semaine : la nature exacte de la matière première et la destination des eaux traitées. Tout le reste du devis, du volume de flottation au modèle de presse, est calculé à partir de ces deux informations. La distance parcourue par le train après la flottation dépend de la proportion de matière première dissoute à son arrivée.
Lorsqu'une boucle est identifiée par une liste d'équipements plutôt que par un échantillon, la défaillance est rarement spectaculaire. Le système atteint ses taux d'élimination annoncés, mais la qualité des particules fines reste insuffisante, car ces taux ont été définis par rapport à un effluent non mesuré. Chez IPG, nous intervenons à l'autre extrémité de la même boucle. Avant de proposer un devis de réduction de taille, nous vérifions le profil de particules fines et de particules en suspension que produira la ligne, car c'est ce profil que le réseau d'eau hérite.
Avant de demander un devis pour le traitement de l'eau, veuillez rassembler les éléments suivants. Chaque élément modifie un chiffre du devis.
- Origine et qualité de la matière première, avec les variations qu'elle peut présenter au cours d'un mois normal.
- Débit par heure et nombre d'équipes par jour, puisque la boucle suit le volume journalier.
- Configuration du lavage : nombre d’étapes, lavage à chaud ou non, plage de concentration de soude caustique le cas échéant.
- Échantillons d'eau prélevés lors de l'étape de lavage la plus sale, du rinçage et de l'évacuation de l'eau chaude.
- Voie d'évacuation, ainsi que le barème des limites établi par l'autorité compétente en matière d'assainissement, par écrit.
- Voie d'évacuation des boues, fréquence de transport disponible sur le site et coût par tonne.
- Emprise au sol disponible, intérieure ou extérieure, et nécessité ou non d'un conteneur pour la boucle.
- Équipement de réduction de taille existant, taille de l'écran et intervalle de lames en fonctionnement.
- Source et prix de l'eau pour le maquillage.

Il nous incombe de régler les deux derniers points, et il est moins coûteux de les régler avant la construction de la boucle. fabricant d'équipements industriels En travaillant sur les étapes de réduction de taille et de granulation d'une ligne de recyclage, nous pouvons déterminer le profil de fines qu'un matériau d'alimentation, un tamis et un cycle de broyage donnés permettront d'obtenir dans le système d'eau. Le reste de la liste est laissé à l'établissement du devis pour la chaîne de traitement.
FAQ
Les bassins de décantation sont-ils suffisants, ou la conduite a-t-elle besoin d'un système de flottaison ?
La décantation et la flottation permettent d'éliminer différentes fractions de l'eau de lavage. Un test en laboratoire sur un échantillon réel détermine la méthode la plus appropriée. Les gravillons, le verre et le sable se déposent dans une fosse. Les fibres, les particules fines, l'huile émulsionnée et les résidus de détergent, quant à eux, restent généralement en suspension et sont constamment remis en suspension dans une boucle de recirculation. On effectue une décantation dans un récipient, une flottation dans un autre, puis on analyse la DCO soluble du surnageant pour déterminer la part de la charge non atteinte par les deux méthodes. Les lignes de traitement des déchets pré-consommation à faible teneur en particules fines s'arrêtent parfois à la décantation et à la filtration. C'est rarement le cas pour les déchets post-consommation.
Une usine de recyclage de plastique peut-elle réellement fonctionner sans aucun rejet ?
L'absence totale de rejet liquide est possible dans certaines configurations et permet de déplacer la charge polluante. Les matières en suspension sont évacuées sous forme de boues, contrairement aux sels dissous et aux matières organiques réfractaires. L'évacuation des eaux de purge les dirige vers un concentré, puis vers l'évaporation ou la cristallisation, avec les conséquences que cela implique en termes d'entartrage, de consommation d'énergie et de gestion des déchets solides. La réutilisation élevée de l'eau, le circuit fermé et l'absence totale de rejet liquide sont trois engagements différents que les fournisseurs utilisent souvent de manière interchangeable. Il est essentiel d'analyser le bilan salin, le volume du concentré et sa consommation énergétique, ainsi que la filière d'élimination des solides récupérés.
Pourquoi les flocons de lavage ressortent-ils plus sales après la modernisation du système d'eau ?
La redéposition après une mise à niveau est généralement due à la configuration des circuits. Lorsque l'étape de rinçage puise dans un réservoir qui reçoit également le retour du prélavage ou le filtrat de la presse, les eaux de rinçage se redéposent dans l'eau chargée des particules que les étapes précédentes viennent d'éliminer. Séparer un circuit d'eaux usées d'un circuit d'eaux propres et réserver l'eau purifiée pour le dernier contact avec le matériau permet de réduire davantage la redéposition qu'un filtre plus grand. Le diagnostic repose sur un schéma de bilan hydrique montrant chaque ligne de retour, y compris le filtrat provenant de la presse à boues.
À quel moment la gestion des boues devient-elle le facteur limitant ?
Les boues deviennent un facteur limitant dès lors que le calendrier d'élimination détermine la durée de fonctionnement d'une ligne. Le calcul est implacable. Le tonnage de gâteau humide correspond à la quantité de matières sèches extraites divisée par la fraction de matière sèche du gâteau. Ainsi, une même charge sèche est évacuée avec un poids 1,5 fois supérieur à celui transporté par camion si la presse produit 20 % de gâteau au lieu de 30 %. Les signes avant-coureurs apparaissent rapidement : allongement du temps de stockage des écrémages entre les passages de presse, essorage nécessitant une deuxième équipe, stockage qui ne se vide jamais complètement en une semaine. Les changements de matières premières sont plus souvent en cause que le vieillissement du matériel, car une balle plus sale augmente la quantité de matières sèches extraites par tonne traitée, tandis que la capacité de la presse reste inchangée.