

El tratamiento de aguas residuales en el reciclaje de plásticos abarca todos los circuitos de agua de una línea de lavado, desde el transporte y la separación por flotación hasta el lavado y enjuague en caliente. El contenido del sistema depende más del origen de la materia prima que del volumen de producción. Los residuos posindustriales y las balas de residuos posconsumo contienen diferentes contaminantes, por lo que una misma secuencia de equipos funciona de manera distinta para cada uno. El cribado, la ecualización, la clarificación química, la deshidratación de lodos y el pulido son los componentes básicos comunes. El orden en que se ejecutan, y si se produce o no la flotación, depende del flujo de polímero, la química del lavado y la ruta de descarga.
Donde el agua de lavado recoge su carga en una línea de reciclaje
El agua de lavado en una línea de reciclaje de plástico recoge su carga por etapas, y cada ciclo transporta una mezcla diferente según la posición del material en la secuencia. El agua de transporte y prelavado recoge la mayor parte de lo que llega con la bala: arena, gravilla, vidrio, piedras y residuos orgánicos sueltos. Un tanque de flotación-sedimentación, situado después del cribado efectivo, suele transportar una menor carga de sólidos brutos, aunque sigue acumulando etiquetas, finos y los compuestos orgánicos que se liberan durante la separación por densidad. Un lavado en caliente transporta sustancias cáusticas, compuestos orgánicos disueltos, adhesivos y fibras de etiquetas. El agua de enjuague es la corriente más limpia y la más sensible a los residuos que envían los ciclos anteriores.
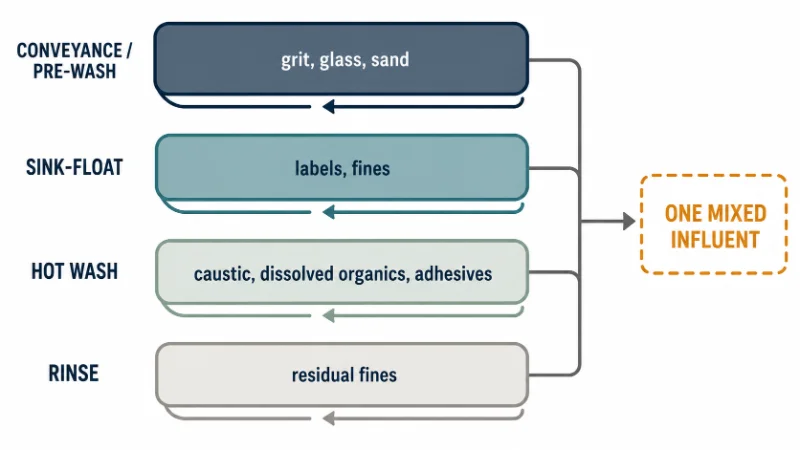
El agua de lavado en caliente y el agua de transporte están lo suficientemente separados como para descartar la posibilidad de utilizar un único afluente mixto. PPU Umwelttechnik, el fabricante alemán de los sistemas de agua de lavado ClearFox, publica un conjunto ilustrativo para una planta de reciclaje de plástico. Su agua de proceso de lavado en caliente tiene una concentración aproximada de 14 000 a 15 000 mg/l de DQO y de 6 000 a 8 000 mg/l de SST, con un pH de 13 a 14 y una temperatura de alrededor de 90 °C. Su corriente de transporte tiene una concentración aproximada de 3 000 a 5 000 mg/l de DQO y de 600 a 800 mg/l de SST a una temperatura de 20 a 25 °C. Estas cifras son solo ejemplos proporcionados por un proveedor, no constituyen una base de diseño, y los datos de cada planta deben provenir de sus propias muestras. Un único afluente mixto no se corresponde con ninguna de las dos corrientes.
Las partículas finas de plástico son la carga que la mayoría de los estudios de dimensionamiento subestiman. La Asociación de Recicladores de Plástico (APR) las abordó en su informe de septiembre de 2023 sobre microplásticos en el proceso de reciclaje de plástico. El informe indica que la molienda produce escamas principalmente de entre 3 y 16 mm, y que una fracción menor a 3 mm se clasifica como partículas finas. Los recuperadores filtran cada etapa del proceso para separar estas partículas finas del agua de lavado interna. El mismo informe destaca el mantenimiento de las cuchillas como una de sus mejores prácticas: afilar o reemplazar las cuchillas de la trituradora con frecuencia, específicamente para generar menos partículas finas.
Ninguno de esos puntos del APR se refiere al tratamiento del agua. En conjunto, hacen que el triturador contribuya al problema desde una etapa anterior. Una cuchilla desgastada desgarra las escamas donde una afilada las corta, la fracción de finos aumenta y estos finos llegan a la flotación como sólidos en suspensión que deben flotarse, desnatarse, deshidratarse y transportarse. Esta cadena es una inferencia de ingeniería extraída de los dos puntos del APR, no una relación medida, y su magnitud debe establecerse para el polímero, la criba y la cuchilla en uso. Lo que cambia es dónde se centra primero la atención de la planta. El aumento del volumen de lodos sin un cambio en la materia prima es motivo para reconsiderar el proceso. Diseño de trituradora de plástico, comenzando con el cronograma del cuchillo, antes de ampliar la prensa.
En las líneas que procesan balas de residuos posconsumo a través de una trituradora húmeda, el arrastre de finos al primer filtro suele ser la parte del circuito que necesita revisarse inmediatamente después de un cambio de materia prima.
La afirmación del ciclo cerrado y lo que se queda en el agua.
Un sistema de agua de lavado de circuito cerrado devuelve el agua tratada a la línea, y la fracción que se devuelve depende de lo que disuelva la química del lavado, ya que la finura de la filtración nunca alcanza los sólidos disueltos. Las cribas, la flotación y los filtros actúan sobre el material suspendido y flotante. Las sales disueltas pasan a través de todos ellos.
Un lavado con sosa cáustica caliente eleva el pH deliberadamente, y el agua que sale de él debe volver a su estado original antes de ser reutilizada o vertida. Cuando un ácido inorgánico neutraliza el agua, la combinación de ácido y base produce sal, y esta permanece en solución. En cada ciclo se repite la adición.
Las salidas de agua rutinarias son pocas: el agua sale con el lodo, se evapora, se arrastra con las partículas y se realiza una purga deliberada. Esta purga se denomina purga de aire. En una línea de lavado que cumple con los estándares de limpieza para contacto con alimentos, su tamaño depende tanto de la química del lavado como del precio del agua. Especificar un lavado cáustico más agresivo implica una purga de aire mayor y, en la misma decisión, el agua de reposición necesaria.
La conductividad es el indicador continuo más económico de esa acumulación iónica, y no prueba que el circuito esté cerrado. El cierre es un balance hídrico: el agua de reposición debe ser igual a la evaporación más el arrastre de escamas más la humedad del lodo más la purga más las fugas, y cada término debe medirse. La tasa de circulación se encuentra fuera de ese balance, lo cual vale la pena recordar cuando una cotización la encabeza. El agua de reposición lleva su propia carga iónica a ese balance, por lo que una fuente dura o con alto TDS acorta el recorrido antes de que la purga tenga que abrirse. En sitios que extraen agua subterránea dura, equipos de tratamiento de agua El volumen de la línea de maquillaje compite directamente con el volumen de purga por el mismo presupuesto operativo. Además, no solo se acumulan iones. La DQO disuelta, los tensioactivos, el color, los productos de degradación del adhesivo y los coloides finos se acumulan mientras que la conductividad se mantiene dentro de su rango normal. La turbidez, la DQO y la limpieza de las escamas deben registrarse en la misma hoja de control.
Cuando el objetivo de reutilización se basa en el porcentaje de recuperación del proveedor y no se mide ningún balance en la propia línea de la planta, el ciclo tiende a mantenerse durante los primeros turnos y luego comienza a dejar una película en las escamas enjuagadas. La corrección consiste en una tasa de purga que el presupuesto de agua original nunca contempló.
Tratamiento de aguas residuales en el reciclaje de plásticos: etapas y puntos de fallo
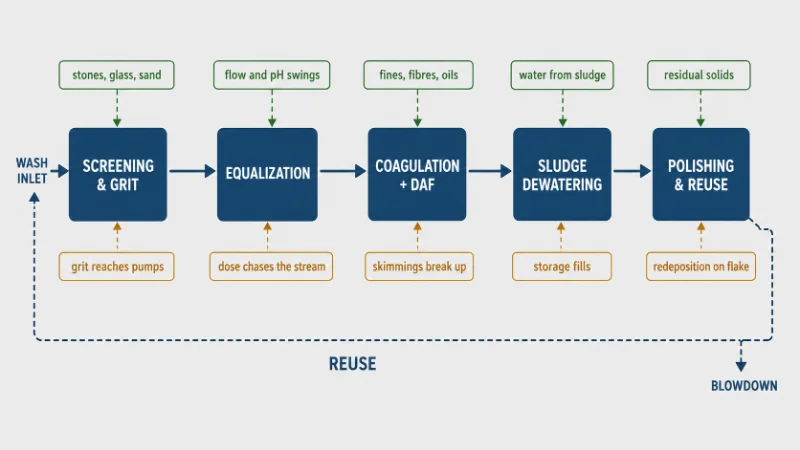
El proceso de tratamiento en una línea de lavado de reciclaje de plástico se basa en un conjunto común de componentes básicos, que dependen del flujo de polímero, la química del lavado, la carga disuelta y los objetivos de reutilización y descarga. La flotación es común, pero no obligatoria. Algunas líneas optan por la clarificación mediante coagulación y sedimentación, mientras que otras separan los flujos en tratamientos distintos o realizan la flotación seguida de una etapa biológica. APR describe el núcleo recurrente entre los recuperadores norteamericanos como la corrección del pH, seguida de la flotación por aire disuelto, en la que un floculante agrupa los sólidos y las microburbujas los hacen flotar para su posterior separación. Una centrífuga o una prensa de filtro procesa los residuos, y el líquido prensado regresa al inicio del lavado. Alrededor de este núcleo se encuentran las etapas que lo protegen.
- Cribado y eliminación de arena. Las rejillas de malla gruesa y los pozos de sedimentación eliminan las piedras, el vidrio y la arena antes de que lleguen a la bomba, y si no se eliminan, el desgaste del impulsor se manifiesta mucho antes de que se refleje en un valor de calidad del agua.
- Igualdad. Un tanque de compensación atenúa las fluctuaciones horarias de sólidos, aceites y pH que producen las balas de residuos posconsumo, sin las cuales la dosis de coagulante siempre es la correcta para un flujo que ya ha pasado.
- Coagulación, floculación y flotación. La química une las partículas finas, las fibras y los aceites emulsionados formando flóculos que las burbujas de aire levantan. La dosis, la relación aire-sólidos, la carga hidráulica y la disciplina de desnatado pueden desestabilizar este proceso, y las pruebas de jarra permiten clasificar estos factores para un tipo de agua determinado.
- Deshidratación de lodos. Una prensa de tornillo, una prensa de filtro o una centrífuga extraen el agua de los residuos para que los sólidos puedan ser transportados, y la capacidad de esta etapa cierra silenciosamente el circuito.
- Pulido y reutilización. Los filtros, los desnatadores de aceite y los ajustes de pH devuelven al agua la calidad necesaria para la etapa de enjuague. El paso más limpio del proceso, no el más sucio, es el que marca la pauta.
Cada bloque de esa lista actúa sobre el material que puede separarse como sólido. La flotación y la filtración eliminan la materia suspendida y flotante, así como la fracción de DQO que se coagula con ella, mientras que la DQO disuelta, los tensioactivos y los compuestos orgánicos de bajo peso molecular sobreviven en gran medida a ambos procesos. APR señala que, cuando la planta municipal receptora requiere la reducción de la DBO, el recuperador añade una etapa biológica: un tanque de bacterias que consume la DBO y no elimina los sólidos. El material posconsumo muy contaminado, proveniente de un lavado en caliente, es el caso que con mayor probabilidad lo requiere, y una propuesta que se limita a la flotación para dicho flujo no lo ha contemplado.
La temperatura vincula dos de esos bloques de una manera que las hojas de datos rara vez explican. El agua de lavado caliente sale caliente de su etapa, y la solubilidad del gas en el agua disminuye a medida que aumenta la temperatura. Una unidad de flotación funciona manteniendo el aire en solución a presión y liberándolo como microburbujas, por lo que un afluente más caliente sale del saturador con menos aire en solución a una presión de saturación y tasa de recirculación dadas. Si esto se traduce en una menor eliminación depende del diseño de la unidad, su relación aire-sólidos y cómo responde la coagulación. De cualquier manera, el tanque de ecualización asume una segunda función aquí. El flujo de amortiguación es el argumento habitual para uno; el calor de amortiguación determina la temperatura que ve la flotación. El rendimiento de un tanque determinado depende del volumen, la proporción de la mezcla, el tiempo de residencia y si está cubierto, por lo que vale la pena calcular el balance térmico para el tanque en sí.
Vías de descarga para el agua de lavado tratada
La vía de descarga del agua tratada determina el marco regulatorio que rige los criterios de aceptación de una planta, y dicho marco depende de la jurisdicción y de si el agua llega a la red de alcantarillado o a un cuerpo de agua. Entre las plantas de recuperación de América del Norte incluidas en su informe, APR señala que toda la descarga final se vierte al sistema de alcantarillado y que ninguna llega directamente a una fuente de agua abierta. Este hallazgo describe una región y una muestra de plantas. En otros lugares, las plantas pueden operar circuitos de reutilización exclusiva, transportar las aguas residuales fuera de sus instalaciones o contar con un permiso de descarga directa.
Para una planta que descarga en una planta de tratamiento municipal en los Estados Unidos, dos marcos regulatorios federales determinan qué programa de límites solicitar. El Sistema Nacional de Eliminación de Descargas de Contaminantes (NPDES) permite las descargas puntuales en aguas de los Estados Unidos. Este flujo, en cambio, se rige por las Regulaciones Generales de Pretratamiento (GRP) en 40 CFR Parte 403, que abarcan a los emisores no domésticos a una planta de tratamiento de propiedad pública, y cuyas prohibiciones nacionales se aplican independientemente de si la planta posee o no un permiso local. Lo que cambia es el marco regulatorio que rige este flujo, no todo el expediente de permisos de la planta, que aún puede incluir un permiso local para usuarios industriales y la cobertura del NPDES para aguas pluviales.
Una prohibición de la Parte 403 afecta directamente a una línea de lavado caliente que opera a la magnitud de 90 °C que requiere una etapa cáustica. No se puede descargar calor en cantidades que inhiban la actividad biológica en la planta, y en ningún caso de manera que la temperatura en la planta de tratamiento supere los 40 °C (104 °F) sin autorización. El criterio está escrito en la planta de tratamiento, no en el punto de descarga del reciclador, lo que no hace que un sistema de lavado caliente cumpla con la normativa: la autoridad de alcantarillado establece el límite aplicable en el punto de descarga de la propia planta, que puede ser inferior, y puede prohibir por separado el choque térmico.
Los límites locales varían según la autoridad competente y la capacidad de la planta receptora, por lo que las cifras que rigen cada emplazamiento provienen de la autoridad de alcantarillado correspondiente. Confirme la ruta de descarga, obtenga la tabla de límites y, a continuación, dimensione el sistema en función de ella. Un circuito de reutilización y un circuito de descarga responden a objetivos diferentes.
¿Qué variables del agua de lavado debo confirmar primero?
Dos variables determinan la configuración de un circuito de reciclaje de plástico antes de elegir el equipo: el origen de la materia prima y la ruta de descarga. Ambas son prioritarias, ya que la planta no puede modificarlas posteriormente. Se puede añadir un filtro, ajustar la dosis o aumentar el tamaño de la prensa. El contrato de suministro de materia prima y la conexión al alcantarillado se gestionan por separado, y todos los parámetros posteriores se derivan de ellos.
El origen de la materia prima determina el tipo de contaminante, y este tipo decide si se aplica o no un determinado proceso. Los desechos postindustriales de una planta de moldeo contienen polvo y agente desmoldante, mientras que las balas rígidas postconsumo contienen residuos de alimentos, adhesivos y cualquier otro material que contuviera el contenedor. En el caso de la película agrícola, la tierra llega en cantidades que convierten la etapa de granallado, de un mero trámite, en la mayor obra civil del lugar. El volumen de procesamiento modifica el tamaño del tanque. El origen determina qué tanques existen.
La ruta de descarga establece los criterios de aceptación que debe cumplir el tren, y la autoridad receptora es quien decide. Dimensionar el tren antes de obtener esa respuesta supone un trato inadecuado.
| materia prima | Carga que domina el bucle | Posición probable de descarga | Prueba esto primero |
|---|---|---|---|
| Chatarra postindustrial, de fuente única, seca | Polvo, agente desmoldante, aceite ocasional | A menudo, poca o ninguna secreción. | El material, no el agua. |
| Plástico rígido posconsumo (HDPE, PP, mixto) | Restos de alimentos, adhesivos, fibras de etiquetas, arena | Alcantarillado, dentro de los límites locales | Descarga de lavado por fricción |
| Películas agrícolas y de reciclaje posconsumo | Tierra, arena y materia vegetal a granel | Alcantarillado, con el volumen de lodos como primera restricción a verificar | Descarga de prelavado |
| De botella a botella de PET | Residuos cáusticos, pegamento, compuestos orgánicos disueltos, calor | Alcantarillado, con la temperatura y el pH como primeras limitaciones a comprobar | Descarga de lavado caliente |
La primera línea argumenta en contra de la venta, y debe indicarse claramente. Los desechos postindustriales limpios y segregados de un moldeador conocido suelen ser adecuados para la reducción de tamaño en seco y el reprocesamiento directo, sin línea de lavado y, por lo tanto, sin circuito de agua. máquina granuladora de plástico, Un detector de metales y la manipulación en seco lo cubren, siempre que se hayan verificado previamente la contaminación, la identidad del polímero, los requisitos del producto y el historial térmico. El tratamiento de agua justifica su costo de capital cuando llega una contaminación que la separación mecánica no puede eliminar, y la prueba honesta es si el material falla por falta de limpieza o por algún otro motivo.
Este artículo no aclara el tamaño de la unidad de flotación ni el programa de dosificación que la controla. Ambos datos se basan en un análisis de laboratorio del efluente de la propia planta, y cualquier cifra que se presente antes de que exista dicha muestra es solo un valor provisional.
¿Por dónde empezar con tu circuito de agua?
El tratamiento de aguas residuales en el reciclaje de plásticos depende de dos respuestas que una planta puede obtener en una semana: la composición de la materia prima y el destino del agua tratada. Todo lo demás en un presupuesto, desde el volumen de flotación hasta el modelo de prensa, se basa en cálculos aritméticos que dependen de estas dos respuestas. La distancia que debe recorrer el proceso más allá de la flotación depende de la cantidad de material disuelto que llegue a la planta.
Cuando un circuito se descarta de una lista de equipos en lugar de una muestra, la falla rara vez es drástica. El sistema cumple con las tasas de eliminación indicadas, pero la muestra sigue sin cumplir con los estándares de limpieza, ya que dichas tasas se establecieron con respecto a un afluente que nadie midió. En IPG trabajamos en el otro extremo del mismo circuito. Lo que verificamos antes de cotizar la reducción de tamaño es el perfil de partículas finas y escamas que producirá la línea, ya que ese perfil es el que hereda el sistema de agua.
Antes de solicitar un presupuesto para el tratamiento del agua, reúna la siguiente información. Cada elemento modifica un valor en el presupuesto.
- Origen y calidad de la materia prima, con la variación que experimenta en un mes normal.
- Rendimiento por hora y turnos por día, ya que el bucle sigue el volumen diario.
- Configuración del lavado: número de etapas, lavado en caliente o no, rango de concentración de sosa cáustica en caso afirmativo.
- Se tomaron muestras de agua de la etapa de lavado más sucia, del enjuague y de la descarga del lavado caliente.
- Ruta de descarga, además del cronograma de límites de la autoridad de alcantarillado por escrito.
- Ruta de eliminación de lodos, frecuencia de transporte disponible en la planta y coste por tonelada.
- Espacio disponible, si el circuito es interior o exterior, y si debe estar contenido en un contenedor.
- Equipo de reducción de tamaño existente, tamaño de la criba y el intervalo de rotación de las cuchillas.
- Fuente y precio del agua de maquillaje.

Los dos últimos puntos son nuestra responsabilidad resolverlos, y cuesta menos resolverlos antes de que se construya el circuito. Como fabricante de equipos industriales Al trabajar en las etapas de reducción de tamaño y peletización de una línea de reciclaje, podemos determinar qué perfil de finos proporcionará al sistema de agua una materia prima, un tamiz y un programa de cuchillas determinados. El resto de la lista se asigna a quien presupuesta el sistema de tratamiento.
PREGUNTAS FRECUENTES
¿Son suficientes los tanques de sedimentación o se necesita flotación en la tubería?
La sedimentación y la flotación eliminan diferentes fracciones de la misma agua de lavado, y una prueba de laboratorio con una muestra real determina cuál necesita la línea. La arena, el vidrio y la gravilla se depositan en un pozo. Las fibras, las partículas finas, el aceite emulsionado y los residuos de detergente generalmente no se depositan, y un circuito que los recircula los vuelve a depositar. Se sedimenta un recipiente, se hace flotar otro y se analiza la DQO soluble en el sobrenadante para ver qué porcentaje de la carga elimina cada uno. Las líneas que procesan material preconsumo con bajo contenido de partículas finas a veces se limitan a la sedimentación y la filtración. Las líneas posconsumo rara vez lo hacen.
¿Puede una planta de reciclaje de plástico funcionar realmente con cero emisiones?
La descarga cero de líquidos es alcanzable en configuraciones específicas y traslada la carga contaminante a otro lugar. La materia en suspensión se elimina como lodo, pero las sales disueltas y los compuestos orgánicos refractarios no. Al eliminar la purga, estos se envían a un concentrado y, desde allí, a la evaporación o cristalización, con la incrustación, el consumo de energía y la gestión de residuos sólidos que esto implica. La alta reutilización de agua, el ciclo cerrado y la descarga cero de líquidos son tres compromisos distintos que los proveedores suelen denominar indistintamente. Es necesario auditar el balance de sales, el volumen del concentrado y su consumo energético, así como la vía de eliminación de los sólidos recuperados.
¿Por qué el agua en escamas lavada sale más sucia después de una mejora en el sistema de agua?
La redeposición tras una mejora suele deberse a la forma en que están conectados los circuitos. Cuando la etapa de enjuague toma agua de un tanque que también recibe el retorno del prelavado o el filtrado de la prensa, el enjuague arrastra las partículas en agua que contiene la carga que las etapas anteriores acaban de eliminar. Separar un circuito de agua sucia de uno de agua limpia y reservar agua de pulido para el último contacto con el material reduce la redeposición en mayor medida que un filtro de mayor tamaño. El diagnóstico consiste en un diagrama de balance hídrico que muestra todas las líneas de retorno, incluido el filtrado de la prensa de lodos.
¿Cuándo se convierte el manejo de lodos en el factor limitante?
El lodo se convierte en el factor limitante una vez que el programa de eliminación comienza a determinar cuánto tiempo puede funcionar una línea. La aritmética es implacable. El tonelaje de torta húmeda es el de sólidos secos eliminados dividido por la fracción de sólidos de la torta, por lo que la misma carga seca sale con un peso un 50% mayor que el peso transportado si la prensa entrega un 20% de torta en lugar de un 30%. Las señales de alerta aparecen pronto: desnatados que se mantienen más tiempo entre prensas, deshidratación que se extiende a un segundo turno, almacenamiento que nunca vuelve a estar vacío en una semana. Los cambios en la materia prima lo desencadenan con más frecuencia que el envejecimiento del equipo, porque una bala más sucia aumenta los sólidos eliminados por tonelada procesada mientras que la capacidad de la prensa se mantiene igual.