

Process water treatment in plastic recycling covers every water loop in a washing line, from conveyance and sink–float separation through hot wash and rinse. What the train has to contain depends on feedstock origin more than on throughput. Post-industrial scrap and post-consumer bales carry different contaminants, so one equipment sequence performs differently on each. Screening, equalization, chemical clarification, sludge dewatering, and polishing are the common building blocks. The order they run in, and whether flotation appears at all, follows the polymer stream, the wash chemistry, and the discharge route.
Where Wash Water Picks Up Its Load in a Recycling Line
Wash water in a plastic recycling line picks up its load in stages, and each loop carries a different mix depending on where the material sits in the sequence. Conveyance and pre-wash water takes the bulk of what arrived with the bale: sand, grit, glass, stones, loose organic residue. A sink–float tank downstream of effective screening usually carries a lower gross-solids load, though it still accumulates labels, fines, and the organics that density separation releases. A hot wash carries caustic, dissolved organics, adhesives, and label fibre. Rinse water is the cleanest stream, and the most sensitive to whatever the earlier loops send forward.
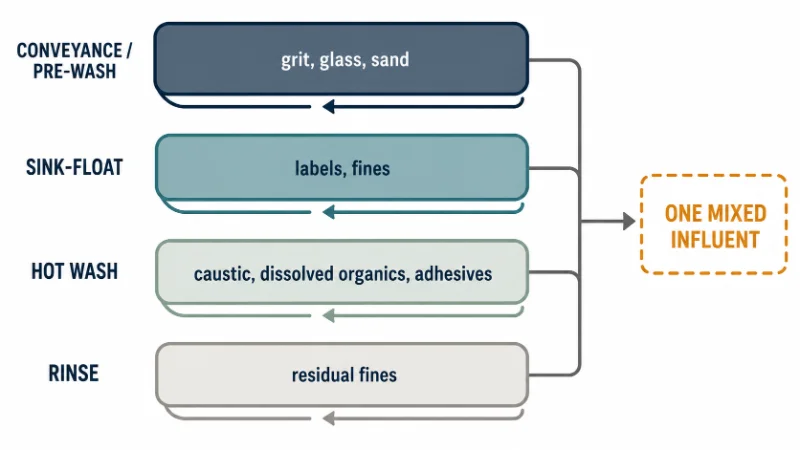
Hot-wash and conveyance water sit far enough apart to argue against one mixed influent. PPU Umwelttechnik, the German manufacturer behind the ClearFox wash-water systems, publishes an illustrative set for a plastic recycling plant. Its hot-wash process water runs at roughly 14,000 to 15,000 mg/l COD and 6,000 to 8,000 mg/l TSS, pH 13 to 14, around 90 °C. Its conveyance stream runs at roughly 3,000 to 5,000 mg/l COD and 600 to 800 mg/l TSS at 20 to 25 °C. Those are one supplier’s example figures, not a design basis, and any site’s numbers have to come from its own samples. A single mixed influent matches neither stream.
Plastic fines are the load most sizing exercises underestimate. The Association of Plastic Recyclers (APR) covered them in its September 2023 issue brief on microplastics in the plastic recycling process. Grinding produces flakes mostly in the 3 to 16 mm range, the brief reports, with a fraction below 3 mm classed as fines. Reclaimers filter each process step to pull those fines out of the internal wash water. The same brief puts blade maintenance first among its best practices: sharpen or replace grinder blades frequently, specifically so that fewer fines are generated.
Neither of those APR points is about water treatment. Read together, they make the grinder an upstream contributor to it. A worn blade tears the flake where a sharp one cuts it, the fines fraction climbs, and those fines reach flotation as suspended solids that have to be floated, skimmed, dewatered, and hauled. That chain is an engineering inference drawn from APR’s two points, not a measured relationship, and its magnitude has to be established for the polymer, screen, and blade condition in use. What it changes is where a plant looks first. Sludge volume rising without a feedstock change is a reason to revisit plastic crusher design, starting with the knife schedule, before enlarging the press.
On lines running post-consumer bales through a wet grinder, fines carryover into the first filter is usually the part of the loop needing recheck soonest after a feedstock change.
The Closed-Loop Claim and What Stays in the Water
A closed-loop wash water system returns treated water to the line, and the fraction it returns follows what the wash chemistry dissolves, since filtration fineness never reaches dissolved solids. Screens, flotation, and filters act on suspended and floatable material. Dissolved salts pass through all of them.
A hot caustic wash raises pH deliberately, and the water leaving it has to come back down before reuse or discharge. Where an inorganic acid does that neutralising, acid plus base makes salt, and the salt stays in solution. Every pass repeats the addition.
The routine exits are few: water leaving with the sludge, water evaporating, water carried out on the flakes, and a deliberate purge. That purge is blowdown. On a line washing to a food-contact cleanliness target, its size follows the wash chemistry as much as the water price. Specifying a more aggressive caustic wash specifies a larger blowdown, and the makeup water to replace it, in the same decision.
Conductivity is the cheapest continuous indicator of that ionic build-up, and it does not prove the loop is closed. Closure is a water balance: makeup has to equal evaporation plus flake carryover plus sludge moisture plus blowdown plus leakage, and every term has to be measured. Circulation rate sits outside that balance, which is worth remembering when a quotation leads with it. Makeup water carries its own ionic load into that balance, so a hard or high-TDS source shortens the run before blowdown has to open. On sites drawing hard groundwater, water treatment equipment on the makeup line competes directly with purge volume for the same operating budget. Ions are also not the only thing accumulating. Dissolved COD, surfactants, colour, adhesive breakdown products, and fine colloids all build up while conductivity sits inside its normal band. Turbidity, COD, and the flake’s own cleanliness belong on the same log sheet.
When a reuse target comes from a supplier’s recovery percentage and no balance is measured on the plant’s own line, the loop tends to hold for the first shifts and then start leaving a film on rinsed flake. The correction is a purge rate the original water budget never carried.
Process Water Treatment in Plastic Recycling: Stages and Their Failure Points
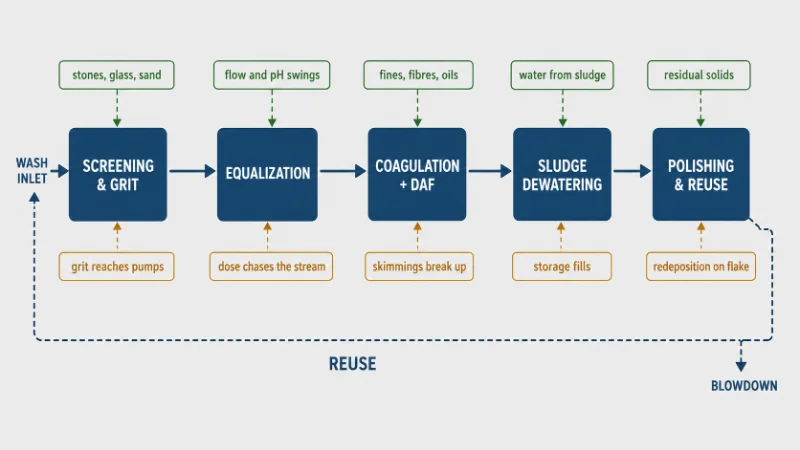
The treatment train in a plastic recycling washing line draws on a common set of building blocks, and which blocks appear depends on the polymer stream, the wash chemistry, the dissolved load, and the reuse and discharge targets. Flotation is common. It is not obligatory. Some lines clarify by coagulation and settling instead, and others segregate streams into separate treatments, or run flotation into a biological stage behind it. APR describes the core recurring among North American reclaimers as pH correction, then dissolved air flotation, in which a flocculant clumps solids and micro bubbles float them for skimming. A centrifuge or filter press then handles the skimmings, and the pressed liquid returns to the start of the wash. Around that core sit the stages that protect it.
- Screening and grit removal. Coarse screens and settling pits take out stones, glass, and sand before they reach a pump, and skipping it shows up as impeller wear long before it shows up in a water quality number.
- Equalization. A buffer tank flattens the hourly swings in solids, oils, and pH that post-consumer bales produce, without which the coagulant dose is always correct for a stream that has already passed.
- Coagulation, flocculation, and flotation. Chemistry binds fines, fibres, and emulsified oils into flocs that air bubbles lift. Dose, air-to-solids ratio, hydraulic load, and skimming discipline can each destabilise it, with jar testing ranking them for a given water.
- Sludge dewatering. A screw press, filter press, or centrifuge squeezes water out of the skimmings so the solids can be hauled, and this stage’s capacity quietly caps the loop.
- Polishing and reuse. Filters, oil skimmers, and pH trim bring water back to a quality the rinse stage accepts. The cleanest step in the line sets that target, not the dirtiest.
Every block in that list acts on material that can be separated as a solid. Flotation and filtration take out suspended and floatable matter plus the fraction of COD that coagulates with it, while dissolved COD, surfactants, and small-molecule organics largely survive both. APR notes that where the receiving municipal works requires BOD to be reduced, the reclaimer adds a biological stage: a tank of bacteria that consumes BOD and removes no solids. Heavily soiled post-consumer material through a hot wash is the case most likely to need it, and a proposal that stops at flotation for such a stream has not covered it.
Temperature links two of those blocks in a way datasheets rarely spell out. Hot wash water leaves its stage hot, and gas solubility in water falls as temperature rises. A flotation unit works by holding air in solution under pressure and releasing it as micro bubbles, so a hotter influent leaves the saturator less air in solution at a given saturation pressure and recycle rate. Whether that shows up as lower removal depends on the unit’s design, its air-to-solids ratio, and how coagulation responds. Either way, the equalization tank picks up a second job here. Buffering flow is the usual argument for one; buffering heat decides what temperature flotation sees. How well a given tank does that depends on volume, blend ratio, residence time, and whether it is covered, so the heat balance is worth running for the actual tank.
Discharge Paths for Treated Wash Water
The discharge path for treated wash water decides which regulatory framework sets a plant’s acceptance criteria, and which framework applies depends on the jurisdiction and on whether the water reaches a sewer or a water body. Among the North American reclaimers covered by its brief, APR reports that all final discharge goes to the sewer system and that none reaches an open water source directly. That finding describes one region and one sample of plants. Elsewhere, plants may run reuse-only loops, haul wastewater off site, or hold a direct-discharge permit.
For a plant discharging to a municipal works in the United States, two federal frameworks decide which limit schedule to ask for. The National Pollutant Discharge Elimination System permits point-source discharges to waters of the United States. That stream instead falls under the General Pretreatment Regulations at 40 CFR Part 403, which cover non-domestic dischargers to a publicly owned treatment works, and whose national prohibitions apply whether or not the plant holds any local permit. What changes is the framework governing this stream, not the plant’s whole permit file, which may still include a local industrial-user permit and NPDES coverage for stormwater.
One prohibition in Part 403 bears directly on a hot wash line running at the 90 °C order of magnitude a caustic stage needs. Heat may not be discharged in quantities that inhibit biological activity at the works, and in no case such that the temperature at the treatment plant exceeds 40 °C (104 °F) without approval. The criterion is written at the treatment plant, not at the recycler’s outfall, which does not make a hot slug compliant: the sewer authority sets the limit applying at the plant’s own discharge point, it may be lower, and it may separately prohibit thermal shock.
Local limits vary with the authority and the capacity of the receiving works, so the numbers governing any site come from that site’s sewer authority. Confirm the discharge path, obtain the limit schedule, then size against it. A reuse loop and a discharge loop answer to different targets.
Which Wash Water Variables to Confirm First
Two variables decide the shape of a plastic recycling water loop before anyone chooses equipment: feedstock origin, and the discharge path. Both rank first because the plant cannot reverse either one later. A filter can be added, a dose retuned, a press upsized. A feedstock contract and a sewer connection are settled elsewhere, and every downstream number follows from them.
Feedstock origin sets contaminant type, and type decides whether a given train applies at all. Post-industrial scrap from a molder carries dust and release agent, while post-consumer rigid bales carry food residue, adhesives, and whatever the container previously held. On agricultural film, soil arrives in quantities that turn the grit stage from a formality into the largest civil work on site. Throughput changes the size of a tank. Origin changes which tanks exist.
Discharge path sets the acceptance criteria the train has to meet, and the receiving authority decides it. Sizing before that answer arrives treats to the wrong target.
| Feedstock | Load that dominates the loop | Likely discharge position | Sample this first |
|---|---|---|---|
| Post-industrial scrap, single source, dry | Dust, release agent, occasional oil | Often little or no discharge | The material, not the water |
| Post-consumer rigid (HDPE, PP, mixed) | Food residue, adhesives, label fibre, grit | Sewer, under local limits | Friction wash discharge |
| Post-consumer and agricultural film | Soil, sand, and plant matter in bulk | Sewer, with sludge volume the first constraint to check | Pre-wash discharge |
| PET bottle-to-bottle | Caustic carryover, glue, dissolved organics, heat | Sewer, with temperature and pH the first constraints to check | Hot wash discharge |
The first row argues against the sale, and it should be stated plainly. Clean, segregated post-industrial scrap from a known molder often suits dry size reduction and direct reprocessing, with no wash line and therefore no water loop. A plastic granulator machine, a metal detector, and dry handling cover it, provided contamination, polymer identity, product requirement, and thermal history have been verified first. Water treatment earns its capital cost when contamination arrives that mechanical separation cannot remove, and the honest test is whether the material fails on cleanliness or on something else.
What this article does not settle is the flotation unit’s size or the dosing program running it. Both are written against a laboratory analysis of the plant’s own effluent, and any figure offered before that sample exists is a placeholder.
Where to Start on Your Water Loop
Process water treatment in plastic recycling hangs on two answers a plant can obtain within a week: what the feedstock actually is, and where the treated water is allowed to go. Everything else on a quotation, from flotation volume to press model, is arithmetic on those two. How far the train has to run past flotation depends on how much of the load arrives dissolved.
When a loop comes off an equipment list instead of out of a sample, the failure is rarely dramatic. The system meets its stated removal rates and the flake still fails on cleanliness, because those rates were set against an influent nobody measured. At IPG we work the other end of the same loop. What we verify before quoting size reduction is the flake and fines profile a line will produce, since that profile is what the water system inherits.
Before requesting a water treatment proposal, assemble the following. Each item changes a number in the quotation.
- Feedstock origin and grade, with the range it swings across in a normal month.
- Throughput per hour and shifts per day, since the loop follows daily volume.
- Wash configuration: number of stages, hot wash or not, caustic concentration range if so.
- Water samples from the dirtiest wash stage, the rinse, and the hot wash discharge.
- Discharge path, plus the sewer authority’s limit schedule in writing.
- Sludge disposal route, hauling frequency available at the site, and cost per tonne.
- Footprint available, indoor or outdoor, and whether the loop must be containerised.
- Existing size reduction equipment, screen size, and the blade interval being run.
- Makeup water source and price.

The last two items are ours to settle, and they cost less to settle before the loop is built. As an industrial equipment manufacturer working the size reduction and pelletizing ends of a recycling line, we can establish what fines profile a given feedstock, screen, and blade schedule will hand the water system. The rest of the list goes to whoever quotes the treatment train.
FAQ
Are settling tanks enough, or does the line need flotation?
Settling and flotation remove different fractions of the same wash water, and a bench test on a real sample decides which one a line needs. Grit, glass, and sand drop out in a pit. Fibres, fines, emulsified oil, and detergent carryover mostly do not, and a loop recirculating them keeps redepositing them. Settle one jar, float another, and run soluble COD on the supernatant to see how much of the load neither one reaches. Lines on low-fines pre-consumer material sometimes stop at settling and filtration. Post-consumer lines rarely do.
Can a plastic recycling plant actually run zero discharge?
Zero liquid discharge is reachable in specific configurations, and it moves the contaminant load somewhere else. Suspended matter leaves as sludge, but dissolved salts and refractory organics do not. Removing the purge sends them to a concentrate, and from there to evaporation or crystallisation, with the scaling, energy, and solid-waste routing that implies. High water reuse, a closed loop, and true zero liquid discharge are three different commitments that vendors often name interchangeably. Audit the salt balance, the concentrate volume and its energy duty, and the disposal route for recovered solids.
Why does washed flake come out dirtier after a water system upgrade?
Redeposition after an upgrade usually traces to how the loops are plumbed together. When the rinse stage draws from a tank that also receives pre-wash return or press filtrate, the rinse washes flake in water carrying the load the earlier stages just removed. Separating a dirty-side loop from a clean-side loop, and reserving polished water for the last contact with the material, resolves more redeposition than a larger filter does. The diagnostic is a water balance drawing showing every return line, including filtrate from the sludge press.
When does sludge handling become the limiting factor?
Sludge becomes the constraint once the disposal schedule starts deciding how long a line can run. The arithmetic is unforgiving. Wet cake tonnage is dry solids removed divided by cake solids fraction, so the same dry load leaves at half again the trucked weight if the press delivers 20 percent cake instead of 30. Warning signs arrive early: skimmings held longer between presses, dewatering running into a second shift, storage that never returns to empty across a week. Feedstock changes trigger it more often than ageing equipment, because a dirtier bale raises solids removed per tonne processed while press capacity stays put.