


プラスチックペレット化ラインを選定するには、まず樹脂の種類と投入形態を特定し、次にそれに合った切断方法を選択します。一般的に、ストランド式はクリーンで硬質なフレーク、水冷式はPEおよびPPフィルム、水中式は高収量で均一なペレット、空冷式は粘着性または水に弱い材料に適しています。選定ミスの多くは、この順序を逆にしてしまうことに起因します。購入者は、原料との適合性を考慮する前に機械を選定してしまうのです。当社では、原料との適合性を最優先にペレット化ラインを設計・製造しているため、このガイドでは、構成を推奨する前に当社が検証する変数について詳しく説明します。.
まず最初に、適用範囲に関する注意点を一つお伝えします。このガイドでは、ペレット化ラインの選定について解説しており、その上流にある洗浄乾燥工程については対象外です。洗浄乾燥工程では、流入する水分量と汚染物質の濃度が決まるため、実際の入力ストリームに合わせて別途仕様を定めます。.
プラスチックペレット化ラインの実際の動作
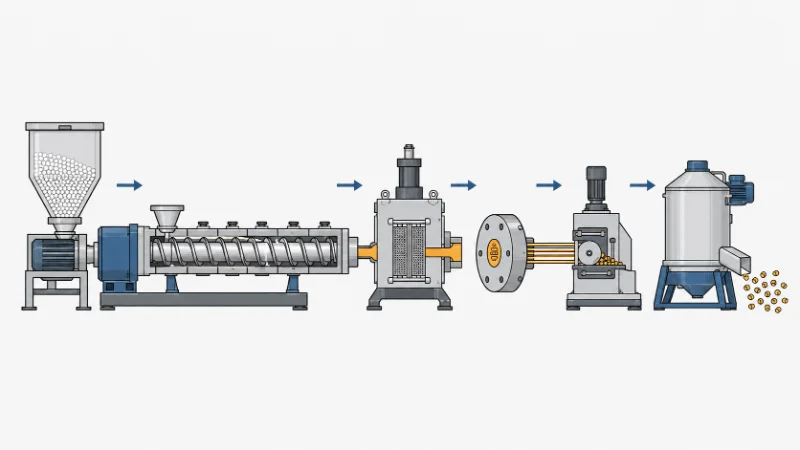
プラスチックペレット化ラインは、きれいなプラスチックフレークを溶融・切断してペレットに加工する工程です。その仕上がり品質は、溶融ろ過と冷却が投入樹脂にどれだけ適合するかによって決まります。このラインはリサイクル工場全体ではありません。上流工程の破砕と洗浄でフレークを準備します。ペレット化ラインでは、フレークを溶融し、溶融物をろ過し、金型を通して成形し、切断し、乾燥させます。.
「ペレット化」という言葉は、切断工程を指し、製造工程全体を指すものではありません。ほとんどのリサイクルやコンパウンディングでは、ペレットサイズは2~5mm程度になります。しかし、実際の目標サイズは、購入者の供給システムとペレット形状のニーズによって決まるため、この範囲は固定された標準ではなく、あくまで出発点として捉えてください。当社では、切断方法を決定する前に押出機のサイズを決めてしまうと、後で高額な再構成が必要になることが多いため、購入者と早い段階でこの範囲を明確にしています。.
ペレット化ラインと造粒機が異なる問題を解決する理由
造粒機とペレット化ラインはよく混同されますが、それぞれ異なる問題を解決します。一方を他方の用途に使用すると、ペレットの均一性にすぐに影響が出ます。造粒機はサイズ縮小機です。部品、パージ材、またはスクラップを溶融せずに乾式でフレーク状に切断し、再粉砕します。ペレット化ラインは、その材料を溶融し、均一で再溶融可能なペレットに成形します。サプライヤーのカタログ、特に輸出市場では、「造粒ライン」と「ペレット化ライン」は同じ意味で使われることがよくあります。このガイドでは、「造粒機」はサイズ縮小を意味し、「ペレット化ライン」は溶融再処理とペレット切断を意味します。 プラスチックペレット化装置と造粒装置の比較 さらにその違いを細かく分析する。.
実際の故障モードは予測可能です。例えば、ある工場が造粒機で粉砕した原料を溶融・ペレット化工程を省いて、そのまま成形機に投入するとします。まず最初に発生するのは、かさ密度の不均一性です。原料供給口が詰まって供給不足になり、ショットの重量がばらついてしまいます。また、粉砕原料には、ペレット化ラインの溶融ろ過で除去されるはずだった微粉や角張った破片も含まれています。「より小さな破片にする」ことと「取引可能なペレットを製造する」ことは仕様が異なり、価格も異なるため、お客様の最終用途に合わせて2つの選択肢を比較検討する必要があります。.
切断方法とそれぞれの原料に適合する
ほとんどのリサイクルおよびコンパウンディングペレット化ラインは、実用的な4つのカテゴリーに分類されます。最適なカテゴリーは、樹脂の耐湿性、溶融挙動、および目標とするペレット形状によって異なります。特殊用途やハイブリッド型のバリエーションも存在しますが、これら4つでほとんどの購入者側の決定事項をカバーできます。当社では、下流工程でサイズ調整を行う前に、原料に合わせて切断方法を調整します。各方法には、スムーズに動作する原料範囲と、処理が停止する原料範囲があります。.
ストランド・ペレタイジング
ストランドペレット化は、ボトルフレーク、工業用再生材、繊維廃棄物などの清浄で剛性の高いスクラップの処理に最も適した方法です。押出機は溶融物をダイを通して細いストランド状に押し出し、それが水槽とカッターを通過します。弱点は、湿った材料や柔らかい材料です。ストランドは水槽内で切断され、処理の中断や再開を引き起こすため、この方法は低水分で寸法安定性の高い原料を前提としています。.
水リング式ペレット化
水リング式ペレット化方式は、ダイ面でペレットを切断し、回転する水リング内でペレットを冷却します。ストランド方式よりもフィルムや織布袋の端材の混入に強く、ペレットは正確な円筒形ではなく、おおよそ球形になります。この方式は、ポリオレフィンフィルムや混合硬質材料の加工に適しており、ペレットの形状精度よりも加工の柔軟性が重視されます。.

水中ペレット化
水中造粒は、溶融金属を水中に浸した状態で切断し、自動化された大量生産ラインに適した、非常に均一でほぼ球形のペレットを生成します。 水中ペレタイザー 高生産量のPET製造ラインや、インライン結晶化が必要なライン向け。それでもなお、PETラインの設計は、目標IV値、水分管理、汚染レベル、および下流グレードに依存する。その代償として、より厳密なプロセス制御と高価な金型が必要となる。.
空冷式(ホットダイフェース)ペレット化
空冷式ペレット化方式は、ダイ面で切断し、水ではなく空気で冷却するため、水中で凝集したり付着したりする樹脂の成形に適しています。柔らかくMFI値の高いフィルム、EVA、および一部のホットメルトグレードは、乾燥状態での成形に適しています。ただし、生産量が少なくなり、ペレットの形状がやや不均一になるという欠点があります。.
| 方法 | 最適な原料 | ペレット形状 | 耐湿性 | 主な弱点 | 典型的な故障モード |
|---|---|---|---|---|---|
| ストランド | 洗浄済み硬質フレーク、再粉砕、繊維 | 円筒形 | 低い | 鎖の切断に敏感で、自動化が少ない | 糸切れ、長さの不均一、再スレッディングの停止 |
| ウォーターリング | フィルム、織布袋、混合硬質袋 | 半球形 | ミディアム | 水中よりも均一性が低い | ダイ面付着、ペレット尾部、過冷却 |
| 水中 | 大量生産のPET、PE、PP | 球形 | 中~高 | 高コスト、厳密な金型/水管理 | 金型凍結、カッター刃の摩耗、給水システムの不具合 |
| 空冷式 | ソフト/高MFIフィルム、EVA、ホットメルト | 半規則的 | 耐水性樹脂に対応 | 出力と形状の安定性に限界がある | 凝集、過剰な微粉、ペレットサイズの飛散 |
ペレットの品質を左右する製造工程
切断工程の後、最終的なペレットの品質は、溶融ろ過、脱ガス、乾燥という3つの段階で決定されます。それぞれの工程は、特定の汚染物質や欠陥のリスクに対応しています。これらの工程のいずれかで能力不足が生じると、ペレットの品質が低下するだけで、生産ライン全体が故障するわけではありません。そのため、これらの工程は仕様を低く設定しやすいのです。.
溶融ろ過は、スクリーンチェンジャーまたは連続フィルターによって行われ、ダイの前に紙、金属、木材、炭化物を除去します。汚染された使用済み製品の場合、ろ過面積は処理能力を制限する要因であり、後回しにできるものではありません。脱気は水分と揮発性物質を放出します。これは、水分が閉じ込められると空隙や加水分解を引き起こす吸湿性樹脂にとって特に重要です。乾燥は通常、遠心乾燥機によって行われ、下流の供給と保管に影響を与える残留表面水分を制御します。当社では、各工程をお客様の汚染および水分プロファイルと照らし合わせて検証します。なぜなら、許容目標は測定可能なppmまたは水分レベルであり、「きれい」という一般的な主張ではないからです。“
樹脂に合ったラインを選ぶ
樹脂の種類によってライン全体の構成が決定されます。なぜなら、PET、HDPE、PP、PEフィルムはそれぞれ、ペレット化方法が適切でない場合、異なる挙動を示すからです。そのため、固定されたライン設計から始めるのではなく、樹脂の特性に合わせて切断方法と乾燥経路を調整します。.
| 原料 | 推奨される切断方法 | 給餌システム | 検証すべき主要なリスク |
|---|---|---|---|
| 清潔なHDPE硬質フレーク | ストランドまたはウォーターリング | 標準ホッパー | ろ過不足により黒い斑点が生じる |
| PP硬質再生材 | ストランドまたはウォーターリング | 標準ホッパー | ペレットサイズのドリフト |
| PE/PPフィルム | 水冷式または空冷式 | カッターコンパクター/強制給餌装置 | 低かさ密度により飼料が不足する |
| PETボトルの破片 | 海岸または水中 | 乾燥フレーク給餌 | 加水分解と粘度低下 |
| EVA / 粘着性樹脂 | 空冷式ホットダイフェース | 制御された給餌 | 水中で固まる |
| 充填材入り/研磨樹脂 | 樹脂1本あたり、ストランドまたはウォーターリング | 耐摩耗性ネジ/バレル | ねじと金型の摩耗 |
PETは、近道が許されないケースです。PETの場合、水分管理は必須です。残留水分は溶融中に加水分解を促進し、粘度を低下させます。そのため、測定された入口水分、目標粘度、乾燥および脱気能力、結晶化または固相処理が必要かどうかに基づいてラインを仕様化します。粘度は一般的なPET品質目標であり、通常は樹脂グレードの固有粘度(IV)として表されます。ASTM D4603などの標準化された方法では、定義された溶媒条件下での固有粘度の決定が対象となります。購入者は、最終用途に必要な固有粘度目標を設定し、当社の概要では、 PETリサイクル これらのグレード要件がどこから来るのかを説明します。PEフィルムは正反対の極端な例です。かさ密度が低いため、標準的な供給口では供給が追いつかず、通常は押出機の前にカッターコンパクターまたは強制供給装置が必要です。高密度フィルムとゆるくふわふわしたフィルムでは供給方法が大きく異なるため、それぞれ受け取った状態で評価します。.
プラスチックペレット化ラインの選び方(ステップバイステップ)
ラインの選定は、単一の仕様ではなく、一連の手順です。手順を順番に実行することで、原料が供給できない機械を購入してしまうことを防ぎます。当社では、構成の見積もりを作成する前に、すべてのお客様とこれらの手順を丁寧に確認しています。.
- 樹脂の種類と目標とするペレットのグレードを確認してください。.
- 入力フォームと嵩密度を確認してください。.
- 入口の水分量と汚染度を測定する。.
- ペレットの等級と購入者の給餌要件を明確に定義してください。.
- その原料に適した切断方法を選択してください。.
- 混合および汚染対策のニーズに応じて、シングルスクリュー式またはツインスクリュー式を選択してください。.
- サイズメルトろ過と脱気処理により、汚染物質と水分プロファイルを分析する。.
- 冷却、乾燥、包装が切断機の速度に追いついていることを確認してください。.
- 注文を確定する前に、飼料サンプルを試してみてください。.
サイジングと構成変数
押出機のサイズだけがライン容量を決めるわけではありません。スクリューの形状、ろ過面積、原料の嵩密度が実際の処理能力を制限します。私たちは実際に流量を左右する変数に基づいてサイズを決定し、カタログの数値ではなくお客様の材料で確認します。 押出機の仕組み ねじの形状が以下の数値を制限する理由を理解するのに役立ちます。.
| 可変 | それが設定するもの | どうやってそれを確認するか |
|---|---|---|
| ねじ径とL/D比 | 溶融容量と滞留時間 | 樹脂の種類と目標出力に対して |
| シングルスクリュー式 vs ツインスクリュー式 | 混合、脱揮発、汚染耐性 | 飼料の粘度と配合が必要かどうかに基づいて |
| 給餌システムと嵩密度 | 定格出力への安定した供給 | 低密度フィルムが事前圧縮される |
| ろ過能力 | 汚れた原料でも持続的な処理能力を維持 | 測定された汚染負荷に一致 |
| 冷却および乾燥能力 | ライン速度の上昇に伴うペレット品質 | カッターの速度に合わせてサイズ調整可能 |
| 総容量 | 実測スループット(1時間あたり) | 上記によります。銘板ではなく、フィードサンプルで確認済みです。 |
ペレットの再販価値を下げるよくある選択ミス
ペレットの品質低下のほとんどは、いくつかの選定ミスに起因しています。いずれも、購入前に原料の検査を怠ったことが原因です。当社では、これらのミスを仕様策定段階で特定し、店頭で発覚するのではなく、価格に反映させています。.
- 銘板に記載されているサイズは、実際の嵩密度とは異なる。. 薄い膜状の原料や綿くずが、密度の高いフレーク状の原料を基準とした供給ラインに不足供給し、その不足は試運転後に初めて明らかになる。.
- 吸湿性樹脂の水分経路は無視する。. PETは適切な乾燥と脱ガスを行わないと粘度が低下し、ペレットの品質がボトルや繊維の品質を下回る。.
- 使用済み飼料に対するろ過装置の容量不足。. きれいな再生材に合わせて調整されたフィルターは、汚れた原料ではすぐに目詰まりを起こし、処理能力はスクリーン交換サイクルまで低下する。.
- 湿った飼料や柔らかい飼料に強制的に糸切りを行う。. 繊維が浴槽内で切れてしまい、その結果生じる断続的な運転によって、生産量とペレットの均一性の両方が損なわれる。.
- 充填材や研磨材を使用した製品の場合、摩耗保証なしで購入すること。. ガラス片や鉱物を多く含む流れは、ネジや金型を摩耗させ、予期せぬ摩耗によって生産ラインが停止する。.
見積もりを依頼する前に準備すべきこと
有益な見積もりは、機械のモデルではなく、原料に関する情報から始まります。お問い合わせ前にこれらの情報を収集しておくことで、選択肢を絞り込むことができます。弊社では、この情報を基に、お客様の供給源に最適な構成をご提案いたします。.
- 樹脂の種類と目標グレード
- 入力形式:フィルム、フレーク、再生材、繊維、織布袋、または硬質スクラップ
- かさ密度
- 水分レベル
- 汚染の種類と共有
- 目標出力(kg/時)
- 目標とするペレットのサイズ、形状、等級
- 洗濯乾燥機が既に設置されているかどうか
結論
プラスチックペレット製造ラインの選定は、基本的に3つの決定事項に集約されます。まず原料を定義し、次に原料に適した切断方法を選択し、最後にその選択に基づいて溶融、ろ過、乾燥の各工程の規模を決定します。この順序を逆にして、最初に機械を選定すると、前述のような不整合や品質低下したペレットが発生します。.
実際には、当社ではすべての見積もりをカタログからの引用ではなく、検証作業として捉えています。実際の嵩密度、汚染物質の負荷、水分挙動、目標とするペレットのグレードなど、あらゆる要素が構成に影響を与えます。これらはすべてプロジェクトレベルの変数であり、設計に着手する前に、お客様の材料に基づいて確認します。当社はこれらのシステムの設計と製造の両方を行うメーカーとして、お客様の現場でこれらの変数を解決するよりも、図面上で解決することを優先しています。.
次のステップは簡単です。飼料サンプル、目標生産量、必要なペレットグレードが揃ったら、 ペレタイジングマシン プラスチック ストリームの設定を行い、最初に実行すべき原料チェックがあればフラグを立ててください。ご要望の提出や技術レビューのご依頼は、弊社までご連絡ください。.
よくあるご質問
プラスチックペレット製造機はどのように動作するのですか?
プラスチックペレット製造機は、準備されたフレーク状の原料を溶融・濾過し、溶融物を均一なペレット状に切断した後、冷却・乾燥させます。機械によって実際に異なるのは切断方法(ストランド式、水冷式、水中式、空冷式など)です。原料の種類によって決まるこの切断方法こそが、製造ラインを購入する際に実際に選択することになるものです。.
ストランドペレット化と水中ペレット化の違いは何ですか?
ストランドペレット化は、水浴で冷却されたストランドを切断する方式で、清潔で乾燥した、剛性の高い原料に適しています。水中ペレット化は、ダイ面が水中に浸かった状態で切断し、大量生産ラインで均一な球状ペレットが得られます。水中ペレット化はコストが高く、より厳密な制御が必要ですが、高い処理能力とインライン結晶化に対応できます。.
ペレット化ラインでは、どのようなプラスチックを処理できますか?
ペレット化ラインは、切断方法と乾燥経路が樹脂に適合する限り、PET、HDPE、LDPE、LLDPEフィルム、PP、PS、ABSなどのほとんどの熱可塑性樹脂に対応できます。PVCもペレット化できますが、ポリオレフィンやPETとは挙動が大きく異なるため、温度制御、安定剤、通気、耐腐食性について個別に検討する必要があります。詳細については、当社の注記を参照してください。 PVCのペレット化 そのレビューが対象としている範囲において。.
PEフィルムとPPフィルムのどちらのペレット化方法が最適でしょうか?
水冷式または空冷式システムは、PEフィルムやPPフィルムに最適です。これらのフィルムはかさ密度が低く柔らかいため、ストランドが切れて標準的な供給装置では詰まってしまうからです。ほとんどのフィルム製造ラインでは、押出機が定格生産量に達するように、カッターコンパクターまたは強制供給装置が追加されています。.
どの容量を選べば良いですか?
生産能力は、銘板の数値ではなく、目標とする生産量と実際の原料によって決まります。原料が軽かったり、汚染されていたりすると、定格値に達することはほとんどないからです。生産量が増えると、押出機、ろ過装置、冷却装置、乾燥装置に必要な設備も同時に増すため、コストは個々の仕様ではなく、システム全体の構成によって決まります。弊社では、原料サンプルを用いて、実際の生産能力を検証いたします。.
単軸押出機と二軸押出機、どちらが必要ですか?
単軸押出機は、ほとんどのクリーンな単一樹脂リサイクルに対応できます。二軸押出機は、配合、添加剤の添加、高濃度汚染または変動性の高い原料処理において、その高コストに見合う効果を発揮します。決定的な要因は、原料の均一性と、単なる溶融ではなく真の混合が必要かどうかです。.